What is Kaizen?
• Any Improvement activity done in a structured
manner is a KAIZEN.
3.
What is Kaizen?
Kaizen – A regular habit of thinking new ideas !
• The birth of Kaizen as Management concept is
closely bound up with Japan's recovery and
growth after world war-II.
• Basically Kaizen is for small improvements, but
carried out on a continual basis and involve all
people in the organization.
4.
•Kaizen means simplycontinuous improvement.
•In other words, carrying out small, gradual, incremental
improvements in large numbers with total
employee involvement, on a continuous basis over a period
of time .
• It must be achieved with 100% participation.
• It is better implemented by a person himself / herself
who has created the improvement idea.
• It is still better if the improvement idea is carried out in
his / her own workplace.
What is Kaizen ?
Kaizen – A regular habit of thinking new ideas !
5.
Main three reasonsare :
A. Competitive Quality pressures
Focus of the organizations from “Quality” to
“Competitive Quality”
B. Fast changing industry conditions
Globalization, changing customer needs and company
own.
C. Complacency with present performance
constructive level of dissatisfaction with the present
performance.
Why Kaizen ? (need of Kaizen)
Kaizen – for combined change and survival
6.
• It isused to identify the waste and eliminate
it
• It is used to add value for the customer
• It focuses on each and every process &
operation .
Purpose of Kaizen .
Kaizen – for combined change and survival
7.
These continual smallimprovements add up
to major benefits.
– Improved productivity.
– Improved quality.
– Better safety.
– Faster delivery.
– Lower costs.
– Greater customer satisfaction.
Benefits resulting from Kaizen.
Kaizen – for combined change and survival
8.
• Value isthe worth of a product or service
delivered to a customer, it is the degree to
which customer need or desire is fulfilled and
may include Quality, usefulness, functionality,
availability, price, beauty etc.
• Value added refers to any operation is a
process that changes raw material into value
for the customer..
What is Value & value added ?
Kaizen – for combined change and survival
9.
• Waste isany operation that adds cost
or time but does not add value to
customer.
What is waste?
Kaizen – for combined change and survival
10.
1. Over Production(producing more than what is
demanded by the customer)
2. Inventory (Storing more than the absolute minimum
needed)
3. Transport ( The unnecessary movement of material)
4. Delay (waiting for the next process step)
5. Operation itself(Due to poor tool or product design)
6. Movement of worker( Unnecessary reaching, walking or
looking for parts, tools, prints, information etc)
7. Defective products (Scrap and rework)
What are the Different types of wastes ?
Kaizen – for combined change and survival
11.
1. Look atthe three real things
The factory
The facts
Work in process
2. Ask What?
Ask what the operation is about
3. Ask Why?
Ask why the operation is necessary
4. Everything that is not work is waste
Once you have found out what the operation’s essential function
is, you can properly identify as waste everything in the
Operation that does not directly execute the function
5. Ask “Why?” at least 5 times to find root cause
Ask why at least 5 times concerning each wasteful part of the
operation. This will lead you to the real waste
Five key steps for discovering waste
Kaizen – for combined change and survival
.Kaizen helps organizationsto get better
and better performance
.Kaizen helps to improve the customer
satisfaction
Total Employee Involvement
14.
How Kaizen helpsme !
• Honing my analytical skills
• Learning new tools and techniques
• Sense of achievement- it helps inside-out
motivation
Total Employee Involvement
15.
Kaizen : Implementationof 3phases
1. Planning and preparation phase
2. Implementation phase
3. Documentation, Presentation and follow up Phase
16.
Kaizen : Stepsin phase 1
1. Select a area
2. Select problem for improvement
3. Select the team leader
4. Select team members
5. Prepare the area
6. Schedule the event
Phase 1 – Special considerations
in choosing a problem for improvement
1. Implementing 5S
2. Eliminating bottlenecks or improving changeover times
3. Implementing cell design, line balancing, or KANBAN
17.
Kaizen : Stepsin phase 2
Orientation:
-Introduce the team and assign roles
-Introduce the event objectives and procedures
-Distribute team resources
-Conduct training
Understand the current situation:
-Observe the selected area and gather data
-Map the process
-Do time studies of all operations
18.
Kaizen : Stepsin phase 2
Make the improvements:
-Develop improvement ideas
-Implement the new plan
-Test improvement ideas
-Develop new standards
19.
Kaizen : Stepsin phase 3
The Documentation & presentation
-Prepare a documentation of all data and event results
-Circulate and Display results
How To Document The Kaizen ?
20.
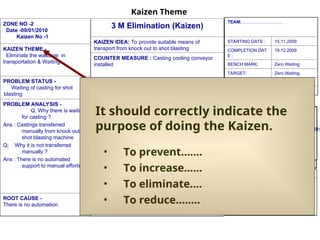
ZONE NO -2
Date-09/01/2010
Kaizen No -1
KAIZEN THEME -
Eliminate the wastage in
transportation & Waiting
PROBLEM STATUS -
Waiting of casting for shot
blasting
PROBLEM ANALYSIS -
Q. Why there is waiting
for casting ?
Ans : Castings transferred
manually from knock out to
shot blasting machine
Q; Why it is not transferred
manually ?
Ans : There is no automated
support to manual efforts
ROOT CAUSE -
There is no automation
3 M Elimination (Kaizen)
KAIZEN IDEA: To provide suitable means of
transport from knock out to shot blasting
COUNTER MEASURE : Casting cooling conveyor
installed
BEFORE AFTER
RESULTS :
1. Reduction in waiting time
2. Reduction in rejection of casting
due to handling i.e. crack etc
TEAM: ………………………
STARTING DATE : 15.11.2009
COMPLETION.DAT
E :
19.12.2009
BENCH MARK: Zero Waiting
TARGET: Zero Waiting
BENEFITS
QUALITATIVE QUANTITATIVE
P
Q
C
D
S
M
Benefits :
improved
Delivery & Quality
PLAN FOR HORIIZONTAL DEPLOYMENT
S WHERE WHO WHEN STATUS
Zone 2 Prash
ant
Patil
09.01.2
010
Done
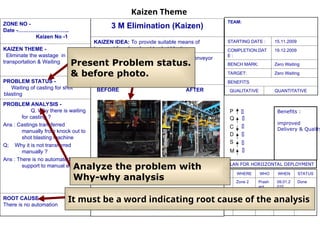
It should correctly indicate the
purpose of doing the Kaizen.
• To prevent…….
• To increase……
• To eliminate….
• To reduce……..
Kaizen Theme
21.
ZONE NO -
Date-………………………..
Kaizen No -1
KAIZEN THEME -
Eliminate the wastage in
transportation & Waiting
PROBLEM STATUS -
Waiting of casting for shot
blasting
PROBLEM ANALYSIS -
Q. Why there is waiting
for casting ?
Ans : Castings transferred
manually from knock out to
shot blasting machine
Q; Why it is not transferred
manually ?
Ans : There is no automated
support to manual efforts
ROOT CAUSE -
There is no automation
3 M Elimination (Kaizen)
KAIZEN IDEA: To provide suitable means of
transport from knock out to shot blasting
COUNTER MEASURE : Casting cooling conveyor
installed
BEFORE AFTER
RESULTS :
1. Reduction in waiting time
2. Reduction in rejection of casting
due to handling i.e. crack etc
TEAM:
STARTING DATE : 15.11.2009
COMPLETION.DAT
E :
19.12.2009
BENCH MARK: Zero Waiting
TARGET: Zero Waiting
BENEFITS
QUALITATIVE QUANTITATIVE
P
Q
C
D
S
M
Benefits :
improved
Delivery & Quality
PLAN FOR HORIIZONTAL DEPLOYMENT
S WHERE WHO WHEN STATUS
Zone 2 Prash
ant
Patil
09.01.2
010
Done
Present Problem status.
& before photo.
Kaizen Theme
Analyze the problem with
Why-why analysis
It must be a word indicating root cause of the analysis
22.
ZONE NO -
Date- Kaizen
No
KAIZEN THEME -
Eliminate the wastage in
transportation & Waiting
PROBLEM STATUS -
Waiting of casting for shot
blasting
PROBLEM ANALYSIS -
Q. Why there is
waiting for casting ?
Ans : Castings transferred
manually from knock out to
shot blasting machine
Q; Why it is not transferred
manually ?
Ans : There is no automated
support to manual efforts
ROOT CAUSE -
There is no automation
3 M Elimination (Kaizen)
KAIZEN IDEA: To provide suitable means of
transport from knock out to shot blasting
COUNTER MEASURE : Casting cooling conveyor
installed
BEFORE AFTER
RESULTS :
1. Reduction in waiting time
2. Reduction in rejection of casting
due to handling i.e. crack etc
TEAM: Prashant Patil, Raju iadhav, Mahesh
Gurav
STARTING DATE : 15.11.2009
COMPLETION.DAT
E :
19.12.2009
BENCH MARK: Zero Waiting
TARGET: Zero Waiting
BENEFITS
QUALITATIVE QUANTITATIVE
P
Q
C
D
S
M
Benefits :
improved
Delivery & Quality
PLAN FOR HORIIZONTAL DEPLOYMENT
S WHERE WHO WHEN STATUS
Zone 2 Prash
ant
Patil
09.01.2
010
Done
Kaizen Theme
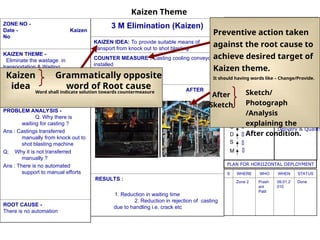
Kaizen
idea
Grammatically opposite
word of Root cause
Word shall indicate solution towards countermeasure
Preventive action taken
against the root cause to
achieve desired target of
Kaizen theme.
It should having words like – Change/Provide.
After
Sketch
Sketch/
Photograph
/Analysis
explaining the
After condition.
23.
ZONE NO -2
Date-09/01/2010
Kaizen No -1
KAIZEN THEME -
Eliminate the wastage in
transportation & Waiting
PROBLEM STATUS -
Waiting of casting for shot
blasting
PROBLEM ANALYSIS -
Q. Why there is
waiting for casting ?
Ans : Castings transferred
manually from knock out to
shot blasting machine
Q; Why it is not transferred
manually ?
Ans : There is no automated
support to manual efforts
ROOT CAUSE -
There is no automation
3 M Elimination (Kaizen)
KAIZEN IDEA: To provide suitable means of
transport from knock out to shot blasting
COUNTER MEASURE : Casting cooling conveyor
installed
BEFORE AFTER
RESULTS :
1. Reduction in waiting time
2. Reduction in rejection of casting
due to handling i.e. crack etc
TEAM: Prashant Patil, Raju iadhav, Mahesh
Gurav
STARTING DATE : 15.11.2009
COMPLETION.DAT
E :
19.12.2009
BENCH MARK: Zero Waiting
TARGET: Zero Waiting
BENEFITS
QUALITATIVE QUANTITATIVE
P
Q
C
D
S
M
Benefits :
improved
Delivery &
Quality
PLAN FOR HORIIZONTAL DEPLOYMENT
S WHERE WHO WHEN STATUS
Zone 2 Prash
ant
Patil
09.01.2
010
Done
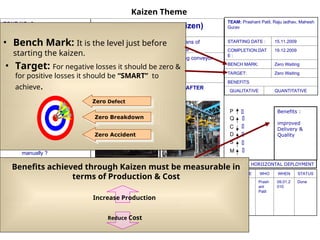
Kaizen Theme
• Bench Mark: It is the level just before
starting the kaizen.
• Target: For negative losses it should be zero &
for positive losses it should be “SMART” to
achieve.
Zero Defect
Zero Breakdown
Zero Accident
Benefits achieved through Kaizen must be measurable in
terms of Production & Cost
Increase Production
Reduce Cost
24.
ZONE NO -2
Date-09/01/2010
Kaizen No -1
KAIZEN THEME -
Eliminate the wastage in
transportation & Waiting
PROBLEM STATUS -
Waiting of casting for shot
blasting
PROBLEM ANALYSIS -
Q. Why there is
waiting for casting ?
Ans : Castings transferred
manually from knock out to
shot blasting machine
Q; Why it is not transferred
manually ?
Ans : There is no automated
support to manual efforts
ROOT CAUSE -
There is no automation
3 M Elimination (Kaizen)
KAIZEN IDEA: To provide suitable means of
transport from knock out to shot blasting
COUNTER MEASURE : Casting cooling conveyor
installed
BEFORE AFTER
RESULTS :
1. Reduction in waiting time
2. Reduction in rejection of casting
due to handling i.e. crack etc
TEAM: Prashant Patil, Raju iadhav, Mahesh
Gurav
STARTING DATE : 15.11.2009
COMPLETION.DAT
E :
19.12.2009
BENCH MARK: Zero Waiting
TARGET: Zero Waiting
BENEFITS
QUALITATIVE QUANTITATIVE
P
Q
C
D
S
M
Benefits :
improved
Delivery & Quality
PLAN FOR HORIIZONTAL DEPLOYMENT
S WHERE WHO WHEN STATUS
Zone 2 Prash
ant
Patil
09.01.2
010
Done
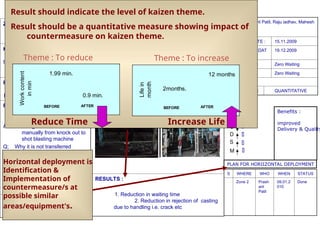
Kaizen Theme
Result should indicate the level of kaizen theme.
Result should be a quantitative measure showing impact of
countermeasure on kaizen theme.
Theme : To reduce
time
Reduce Time
Work
content
in
min
0.9 min.
1.99 min.
BEFORE AFTER
Life
in
month
12 months
2months.
BEFORE AFTER
Increase Life
Theme : To increase
Horizontal deployment is
Identification &
Implementation of
countermeasure/s at
possible similar
areas/equipment's.
25.
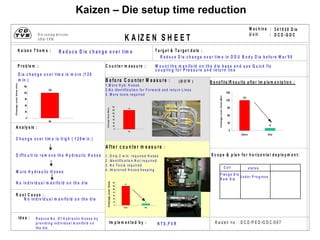
3 4 10 3 0 D ie
D C D -G D C
K A IZ E N S H E E T
M a c h in e :
U n it :
K a ize n T h e m e :
P ro b le m :
B e fo re C o u n te r M e a s u re : B e n e fits /R e s u lts a fte r Im p le m e n ta tio n :
A n a ly s is :
A fte r c o u n te r m e a s u re :
S c o p e & p la n fo r h o riz o n ta l d e p lo y m e n t:
T a rg e t & T a rg e t d a te :
Im p le m e n te d b y : K a iz e n n o . : D C D /P E D /G D C /0 0 7
R o o t C a u s e :
Id e a :
C o u n te r m e a s u re :
D ie ca stin g d ivisio n
JiP m -T P M
(H O W )
D ie c h a n g e o v e r tim e is m o re (1 2 0
m in .)
R e d u c e D ie c h a n g e o v e r tim e
R e d u c e D ie c h a n g e o v e r tim e in D D U B o d y D ie b e fo re M a r’0 5
N T S ,P V R
C e ll s ta tu s
A n a ly s is :
1 .M o re H y d . H o s e s
2 .N o id e n tific a tio n fo r F o rw a rd a n d re tu r n L in e s
3 . M o re to o ls re q u ire d
120
10
0
30
60
90
120
150
Before After
C h a n g e o v e r tim e is h ig h ( 1 2 0 m in .)
D iffic u lt to re m o v e th e H y d ra u lic H o s e s
M o re H y d ra u lic H o s e s
N o in d iv id u a l m a n ifo ld o n th e d ie
R e d u c e N o . O f H y d ra u lic H o s e s b y
p ro v id in g in d ivid u a l m a n ifo ld o n
th e d ie
N o in d iv id u a l m a n ifo ld o n th e d ie
M o u n t th e m a n ifo ld o n th e d ie b a s e a n d u s e Q u ic k fix
c o u p lin g fo r P re s s u re a n d re tu rn lin e
1 . O n ly 2 m in . re q u ire d H o s e s
2 . Id e n tific a tio n N o t re q u ire d
3 . N o T o o ls re q u ire d
4 . Im p ro v e d H o u s e k e e p in g
120
10
0
20
40
60
80
100
120
140
Before After
Change
over
time.
U n d e r P ro g re s s
120
0
20
40
60
80
100
120
140
DDU
Change
Over
Mins.
Change
over
time
Min
120
0
30
60
90
120
150
DDU
Change
over
time
min.
F la n g e D ie
R a m D ie
Kaizen – Die setup time reduction
26.
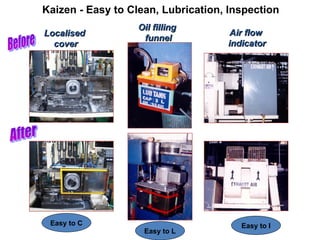
Kaizen - Easyto Clean, Lubrication, Inspection
Air flow
Air flow
indicator
indicator
Localised
Localised
cover
cover
Oil filling
Oil filling
funnel
funnel
Easy to I
Easy to C
Easy to L
27.
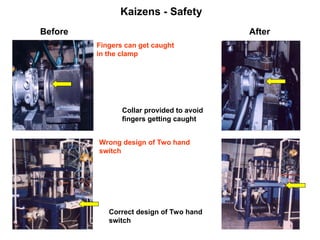
Kaizens - Safety
BeforeAfter
Fingers can get caught
in the clamp
Collar provided to avoid
fingers getting caught
Wrong design of Two hand
switch
Correct design of Two hand
switch
28.
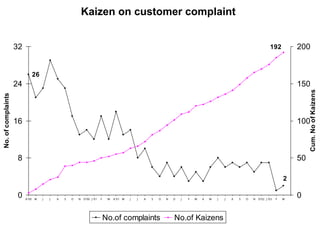
Kaizen on customercomplaint
26
2
192
0
8
16
24
32
A'00 M J J A S O N D'00 J '01 F M A'01 M J J A S O N D J F M A M J J A S O N D'02 J '03 F M
No.
of
complaints
0
50
100
150
200
Cum.
No
of
Kaizens
No.of complaints No.of Kaizens
29.
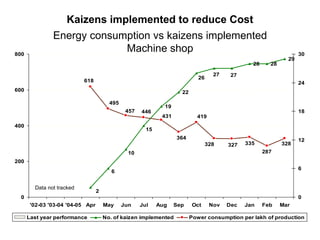
Kaizens implemented toreduce Cost
Energy consumption vs kaizens implemented
Machine shop
19
22
28 28
29
2
6
10
15
26 27
27
495
328
287
335
327
328
457
431 419
364
618
446
0
200
400
600
800
'02-03 '03-04 '04-05 Apr May Jun Jul Aug Sep Oct Nov Dec Jan Feb Mar
0
6
12
18
24
30
Last year performance No. of kaizen implemented Power consumption per lakh of production
Data not tracked
30.
Taboo Phrases
When talkingabout improvements – never say:
• “Do it yourself”
• “We can’t get costs any lower”
• “This is good enough”
• “I’m too busy to do it”
• “That’s not part of my job”
• “I can’t do it” or “It won’t work”
• “It’s your responsibility, not mine”
• “We’re already doing fine. We don’t need to change”