Download to read offline
![Lean Example: Searcy Laundry Production
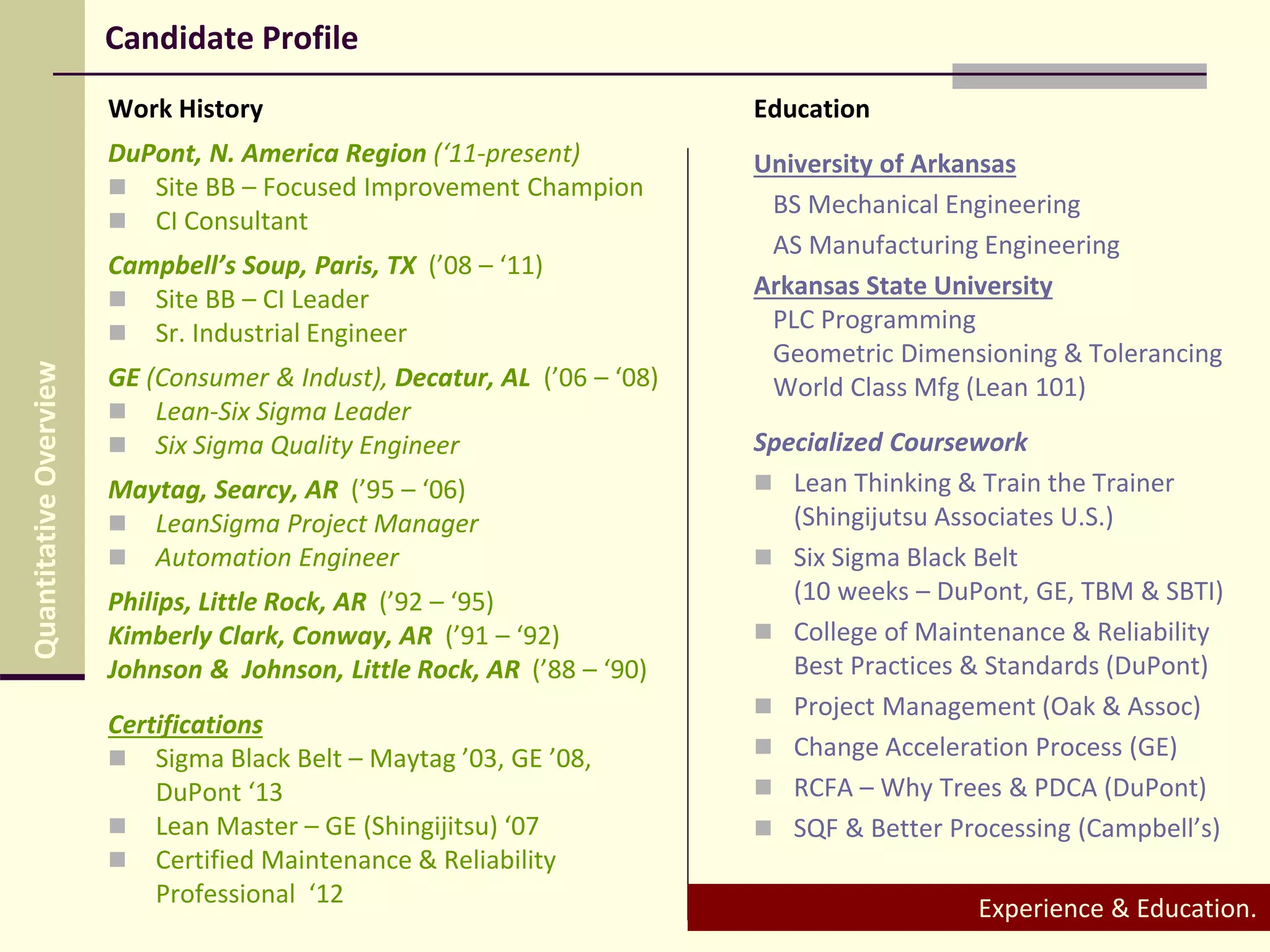
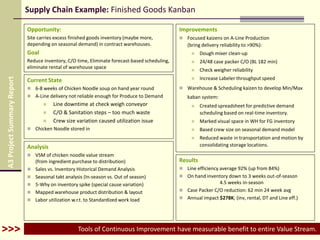
Opportunity
Transformation of ‘batch and queue’ manufacturing into a ‘build
to order; takt time driven’ organization
Goal
Build organization unified in daily improvement of metrics
Improvements
Performed relentless kaizen activity throughout site.
Trained workforce & changed culture to CI mentality
Lines & Fab Cells renovated
Visually managed areas (weekly 5S audits)
Takt-driven; cycle times, replenish & crewing
Min-max pull systems for materials
Standardized Work for ops & supervisors
Synchronized delivery from O/H’s & FT’s
Implemented countless error-proof devices
Current State
Long assembly lines – too much inventory on line
Overproduction of parts – All parts pushed to assembly
No visual management (5S)– no operator standard work
Long production runs & arduous changeovers
Line balance tied to forecast – not customer demand
Wastes prevalent in all (7) TIM WOOD categories
Associates not engaged in problem resolution & kaizen
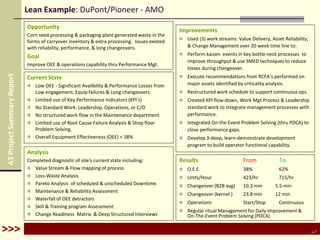
Results
Cleared workspace; 64% white space in Assembly
Reduced assembly line length by 47%,
Reduced OSHA Rate 28% plant wide,
Improved FP Yield 91% to 98%,
RTY from 35% to 85%
Reduced in plant Lead time by 62%,
Productivity: 1.42 (Hr/unit) to <1.0 in 3yrs [68%],
Shortened New Product Introduction time [30%]
Reduce Service Call Rate 4.2 calls/1000 to 1.7/1000
Analysis
VSM drawn and VA / NVA ratio analysis completed
Opportunities cited for following kaizen event activities
Shop floor cellular breakthrough (12)
Material flow; Kanban & SMED (4)
Visual-Quality improvement (5S & Poka Yoke)
3P; Design for Manufacturability (3)
Management system & Employee empowerment studies
A3ProjectSummaryReport
Lean enterprise transformation is about seeing the whole while working on individual parts.>>>](https://image.slidesharecdn.com/20f1fb49-24ae-4abc-ae5c-e575a78306a7-150423083558-conversion-gate02/85/Candidate-Profile-DW-2015-3-320.jpg)

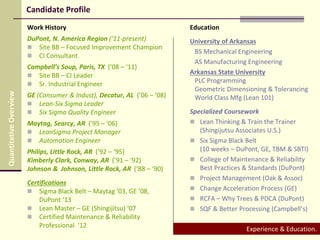
This document provides a summary of a candidate's work history and qualifications. It shows that they have over 25 years of experience leading continuous improvement initiatives in operations management, process engineering, and reliability engineering roles in various industries. They specialize in Lean Six Sigma and have a track record of delivering measurable results through process improvement projects. Their experience and certifications qualify them to develop strategic visions, execute improvement plans, train others, and drive results through problem-solving leadership.





















![Cmmi agile kulpa 2004meas cmmi[1]](https://cdn.slidesharecdn.com/ss_thumbnails/cmmiagilekulpa2004meas-cmmi1-121217135335-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)














![Dustin_Wylie_Resume[3]](https://cdn.slidesharecdn.com/ss_thumbnails/9505b1aa-4f3e-4dfb-8263-5f2629622ced-150423073146-conversion-gate02-thumbnail.jpg?width=640&height=640&fit=bounds)








