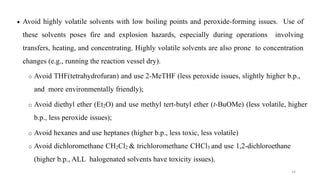
This document discusses reaction progress kinetic analysis and strategies for selecting optimal and cost-effective routes for scale-up synthesis. It notes that route selection considers environmental impact, legal intellectual property, economics, control over product quality specifications, and throughput. Expedient routes are employed early in drug development to expedite material for testing and consider familiarity, technical feasibility, and equipment availability. Characteristics of cost-effective routes include technical feasibility, suitable equipment, and availability of inexpensive reagents and starting materials. The document provides examples of reagent and solvent selection strategies and families of reagents useful for scale-up, such as bases, oxidations, and catalytic reagents.
























![CHEMISTRY OF PEPTIDES [M.PHARM, M.SC, BSC, B.PHARM]](https://cdn.slidesharecdn.com/ss_thumbnails/45-191219080659-thumbnail.jpg?width=640&height=640&fit=bounds)