
Recommended
Recommended
More Related Content
What's hot
What's hot (20)
Similar to Pengelasan_SMAW.pptx
Similar to Pengelasan_SMAW.pptx (20)
Recently uploaded
Recently uploaded (9)
Pengelasan_SMAW.pptx
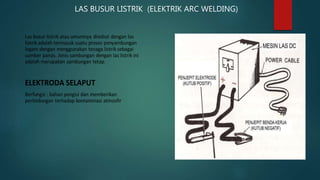
- 1. LAS BUSUR LISTRIK (ELEKTRIK ARC WELDING)
- 2. KESELAMATAN DAN KESEHATAN KERJA A. Syarat-syarat Keselamatan Kerja peraturan perundang-undangan ditetapkan syarat-syarat keselamatan kerja untuk : 1. Mencegah dan mengurangi kecelakaan. 2. Mencegah, mengurangi dan memadamkan kebakaran. 3. Mencegah dan mengurangi bahaya peledakan 4. Memberi pertolongan pada kecelakaan 5. Memberi alat perlindungan diri kepada para pekerja. 6. Mencegah dan mengendalikan timbul atau menyebar luasnya suhu, kelembaban,debu, kotoran, asap, uap, gas, hembusan angin, cuaca. sinar atau radiasi. 7. Mencegah dan mengendalikan timbulnya penyakit akibat kerja baik fisik maupun phychis, peracunan, infeksi dan penularan. 8. Memperoleh penerangan yang cukup dan sesuai. 9. Memelihara kebersihan, kesehatan dan ketertiban. 10. Memperoleh keserasian antara tenaga kerja, alat kerja, lingkungan, cara danproses kerjanya 11. Mengamankan dan memperlancar pengangkutan orang, binatang, tanaman ataubarang 12. Mencegah terkena aliran listrik yang berbahaya. 13. Menyesuaikan dan menyempurnakan pengamanan pada pekerjaan yang bahaya kecelakaannya menjadi bertambah tinggi.
- 3. Alat batu las SMAW antara lain: 1. Meja las 2. Palu terak 3. Palu 1konde 4. Gerinda tangan 5. Mistar baja 6. Sikat baja 7. Ragum 8. Kikir 9. Penjepit benda kerja Alat keselamatan kerja las antara lain : 1. Helm las (topeng las) 2. Kaca las hitam 3. Kaca las putih 4. Apron (pelindung dada) 5. Baju kerja 6. Sarung tangan 7. Sepatu kulit kapasitas 2ton 8. Masker PERLENGKAPAN PENGELASAN BUSUR LISTRIK Alat-alat las SMAW dibedakan menjadi 3 kelompok: 1. alat utama 2. alat bantu dan 3. alat keselamatan kerja Alat utama las SMAW yaitu : o Kabel tenaga o Trafo las (generator) o Kabel massa o Kabel elektroda o Pemegang elektroda o Penjepit massa
- 4. 1. Tujuan Memahami prinsip kerja dari las SMAW (Shileded Metal Arc Welding) dan fungsi bagian-bagian dari perlatan las SMAW serta keselamatan kerja las SMAW dengan benar dan aman. 2. Dasar Teori a. Proses Las SMAW Proses pengelasan SMAW yang umummnya disebut Las Listrik adalah proses pengelasan yang menggunakan panas untuk mencairkan material dasar dan elektroda. Panas tersebut ditimbulkan oleh lompatan ion listrik yang terjadi antara katoda dan anoda (ujung elektroda dan permukaan plat yang akan dilas). Panas yang timbul dari lompatan ion listrik ini besarnya dapat mencapai 4000o sampai 4500o Celcius. Sumber tegangan yang digunakan ada dua macam yaitu listrik AC (Arus bolak balik) dan listrik DC (Arus searah). Proses terjadinya pengelasan karena adanya kontak antara ujung elektroda dan material dasar sehingga terjadi hubungan pendek dan saat terjadi hubungan pendek tersebut tukang las (welder) harus menarik elektrode sehingga terbentuk busur listrik yaitu lompatan ion yang menimbulkan panas. Panas akan mencairkan elektrode dan material dasar sehingga cairan elektrode dan cairan material dasar menyatu membentuk logam lasan (weld metal). Untuk menghasilkan busur yang baik dan konstan tukang las harus menjaga jarak elektroda dan permukaan material dasar tetap sama. Adapun jarak yang paling baik adalah sama dengan diameter elektroda yang dipakai. Adapun besarnya panas/temperatur (H) yang dapat melelehkan sebagian bahan merupakan perkalian antara tegangan listrik (E) kuat arus (I) dan waktu (t) yang dinyatakan dalam satuan panas joule seperti rumus dibawah ini : dimana : H = panas (joule) E = tegangan listrik (volt) I = kuat arus (amper) t = waktu (detik) H = E x I x t
- 5. b. Peralatan Perlengkapan yang diperlukan untuk proses pengelasan SMAW adalah peralatan yang paling sederhana dibandingkan dengan proses pengelasan listrik yang lainnya. Adapun perlengkapan las SMAW adalah: transformator DC/AC, elektroda, kabel massa, kabel connectors, palu cipping, sikat kawat dan alat perlindungan diri yang sesuai. Skema Peralatan las SMAW Sumber Tegangan (power source) Sumber tegangan diklasifikasikan sebagai mesin las AC dan mesin las DC, mesin las AC biasanya berupa trafo las, sedangkam mesin DC selain trafo juga ada yang dilengkapi dengan rectifier atau diode (perubah arus bolak balik menjadi arus searah) biasanya menggunakan motor penggerak baik mesin diesel, motor bensin dan motor listrik. Gambar 3. adalah mesin las DC, saat ini banyak digunakan mesin las DC karena DC mempunyai beberapa kelebihan dari pada mesin las AC yaitu busur stabil dan polaritas dapat menggunakan transformator atau trafo las. Mesin Las AC Mesin Las DC
- 6. - Kabel masa dan kabel elektoda (ground cable and electrode cable) Kabel masa dan kabel elektroda berfungsi menyalurkan aliran listrik dari mesin las ke material las dan kembali lagi ke mesin las. Ukuran kabel masa dan kabel elektroda ini harus cukup besar untuk mengalirkan arus listrik, apabila kurang besar akan menimbulkan panas pada kabel dan merusak isolasi kabel yang akhirnya membahayakan pengelasan. Sesuai dengan peraturan, kabel di antara mesin dan tempat kerja sebaiknya sependek mungkin. Menggunakan satu kabel (tanpa sambungan) jika jaraknya kurang dari 35 kaki. Jika memakai lebih dari satu kabel, sambungannya harus baik dengan menggunakan lock- type cable connectors. Sambungan kabel minimal 10 kaki menjauhi operator. Kabel Elektroda - Pemegang elektroda dan klem masa (holder and claim masa) Pemegang elektrode berguna untuk mengalirkan arus listrik dari kabel elektrode ke elektrode serta sebagai pegangan elektrode sehingga tukang las tidak merasa panas pada saat mengelas. Klem masa berguna untuk menghubungan kabel masa dari mesin las dengan material biasanya klem masa mempunyai per untuk penjepitnya. Klem ini sangat penting karena apabila klem longgar arus yang dihasilkan tidak stabil sehingga pengelasan tidak dapat berjalan dengan baik.
- 7. Pemegang Elektroda dan Klem Masa - Palu las dan sikat kawat (chipping hammer and wire brush) Palu Ias digunakan untuk melepaskan dan mengeluarkan terak las pada logam Ias (weld metal) dengan jalan memukulkan atau menggoreskan pada daerah lasan. Berhati-hatilah membersihkan terak Ias dengan palu Ias karena kemungkinan akan memercik ke mata atau ke bagian badan lainnya. Jangan membersihkan terak las sewaktu terak las masih panas/merah. Sikat kawat dipergunakan untuk: 1. membersihkan benda kerja yang akan dilas 2. membersihkan terak las yang sudah lepas dari jalur las oleh pukulan palu las.
- 8. Palu Las Sikat Kawat c. Karakteristik Listrik (Electrical Characteristic ) Sumber arus listrik dinyatakan dalam arus AC atau DC. Jika DC, polaritasnya juga harus ditentukan. Untuk menentukan sumber arus listrik apa dan polaritas yang mana yang dipakai perlu diperhatikan beberapa hal sebagai berikut. Arus DC (direct current) - Aliran : Continue pada satu arah, jadi busur nyala steady. - Voltage drop : Sensitif terhadap panjang kabel, kabel sependek mungkin. - Current : Dapat dipakai untuk arus kecil dengan diameter elektrode kecil. - Elektrode : Semua jenis elektrode dapat dipakai. - Arc Starting: Lebih mudah, terutama untuk arus kecil. - Pole : Dapat dipertukarkan. - Arc bow : Sensitif terhahap bagian-bagian pada ujung-ujung, sudut-sudut atau bagian yang banyak lekuknya. Arus AC (Alternating Current) - Voltage drop : Panjang kabel tidak banyak pengaruhnya. - Current : Kurang cocok untuk low current - Elektrode : Tidak semua jenis elektrode dapat dipakai - Arc Starting: Lebih Sulit terutama untuk diameter elektrode kecil. - Pole : Tidak dapat dipertukarkan. - Arc bow : Tidak merupakan masalah.
- 9. Polaritas Lurus Apabila material dasar atau material yang akan dilas disambung kan dengan kutup positip (+) dan elektrodenya disambungkan dengan kutup negatip (-) pada mesin las DC maka cara ini disebut pengelasan polaritas lurus atau DCSP (Direct Current Straight ada juga yang menyebutkan DCEN. Dengan cara ini busur listrik bergerak dari elektrode ke material dasar sehingga tumbukan berada di material dasar yang berakibat 2/3 panas berada di material dasar dan 1/3 panas berada di elektroda. Cara ini akan menghasilkan pencairan material dasar lebih banyak dibanding elektrodenya sehingga hasil las mempunyai penetrasi dalam, sehingga baik digunakan pada pengelasan yang lambat serta manik las yang sempit dan untuk pelat yang tebal. Polaritas Balik Dengan proses pengelasan cara ini material dasar disambungkan dengan kutup negatip (-) dan elektrodenya disambungkan dengan kutup positip (+) dari mesin las DC, dan disebut DCRP (Direct Current Reversed Polarity) ada juga yang menyebutkan DCEP . Busur listrik bergerak dari material dasar ke elektrode dan tumbukan elektron berada di elektrode yang berakibat 2/3 panas berada di elektroda dan 1/3 panas berada di material dasar. Cara ini akan menghasilkan pencairan elektrode lebih banyak sehingga hasil las mempunyai penetrasi dangkal, serta baik digunakan pada pengelasan pelat tipis dengan manik las yang lebar. Polaritas lurus dan balik pada las SMAW
- 10. d. Elektroda (electrode) Sebagian besar elektrode las SMAW dilapisi oleh lapisan flux, yang berfungsi sebagai pembentuk gas yang melindungi cairan logam dari kontaminasi udara sekelilingnya. Selain itu fluk berguna juga untuk membentuk terak las yang juga berfungsi melindungi cairan las dari udara sekelilingnya. Lapisan elektrode ini merupakan campuran kimia yang komposisisnya sesuai dengan kebutuhan pengelasan. Menurut AWS (American Welding Society) elektrode diklasifikasikan dengan huruf E dan diikuti empat atau lima digit sebagai berikut E xxxx (x). Dua digit yang pertama atau tiga digit menunjukan kuat tarik hasil las tiga digit menunjukan kuat tarik lebih dari 100.000 psi sedangkan dua digit menunjukan kuat tarik hasil lasan kurang dari 100.000 psi. Sebagai contoh elektrode E 6013 mempunyai kuat tarik 60.000 psi (42 Kg/mm2). Sedangkan angka digit ketiga atau keempat bagi yang kuat tariknya lebih besar 100.000 psi ( 70 Kg/mm2 ) digit selanjutnya menujukan posisi pengelasan, apabila angkanya 1 berarti untuk segala posisi.pengelasan, angka 2 berarti las datar atau horizonta l dan angka 3 menunjukan untuk pengelasan datar saja. Digit yang terakhir menunjukan jenis dari campuran kimia dari lapisan electrode. Angka Keempat Jenis Selaput (Fluks) Arus Pengelasan 0 Natrium selulosa, Oksida besi tinggi DC+ 1 Kaliunm – Selulosa tinggi AC,DC+ 2 Natrium – Titania tinggi AC,DC- 3 Kalium – Titania tinggi AC,DC+ 4 Serbuk besi, Titinia AC,DC 5 Natrium – Hydrogrn rendah DC+ 6 Kalium – Hydrogen rendah AC,DC+ 7 Serbuk besi, Oksida besi AC,DC+ 8 Serbuk besi, Hydrogen rendah AC,DC+ Tabel 1. Macam-macam jenis selaput (fluks)
- 11. e. Penyalaan Busur Ada dua metode dasar yang dipergunakan untuk memulai pnyalaan busur yaitu metode menggores (striking) dan metode memuku (tapping). Penyalaan busur dimulai dengan dengan adanya hubungan pendek antara ujung elektroda dan permukaan benda kerja. Penyalaan busur dengan metode menggores (striking) Pada metode striking elektroda disentukan ke permukaan benda kerja dengan menggores yang gerakannya mirip seperti penyalaan korek api. Begitu elektroda menyentuh permukaan kerja menggasilkan busur yang tidak stabil, oleh karena itu harus dijaga jarak antara ujung elektroda dan permukaan benda kerja sama dengan diameter elektroda yang dipakai.
- 12. Penyalaan busur dengan metode mengetuk (tapping) Pada metode mengetuk elektroda di posisi vertikal tegak lurus dengan permukaan benda kerja. Penyalaan busur dimulai dengan mengetuk atau melambungkannya di atas permukaan benda kerja, begitu elektroda menyentuh permukaan kerja menggasilkan busur yang tidak stabil, oleh karena itu harus dijaga jarak antara ujung elektroda dan permukaan benda kerja sama dengan diameter elektroda yang dipakai. Jika penarikan elektroda untuk membuat jarak antara elektroda dan benda kerja terlambat maka cairan logam akan cepat membeku sehingga elektroda lengket pada benda kerja. Apabila elektroda sulit dilepas dari benda kerja maka segera matikan mesin dan lepaskan elektroda dari benda kerja. Jangan pernah lepaskan helm atau topeng las selama ada kemungkinan elektroda bisa menghasilkan busur.
- 13. f. Parameter pengelasan Diameter elektroda Diameter elektroda yang dipakai dalam pengelasan SMAW sangat mempengaruhi besar kecilnya amper yang dipakai. Hal berhubungan dengan laju peleburan atau laju penimbunan (fusion rate/deposition rate) dan kedalaman penetrasi (penetration). pada elektrode yang akan dipakai sudah direkomendasikan batasan besarnya amper, posisi pengelasan dan polaritas yang dipakai. Amper Penggunaan amper selama proses pengelasan sangat bergantung pada besar kecilnya diamter elektroda yang dipakai. Perusahaan pembuat elektroda sudah menetapkan besar kecilnya amper yang dipakai, informasi besarnya amper yang dipakai ditemukan pada bungkus elektroda. Misalnya, amaper yang dianjurkan untuk elektroda tertentu adalah 90-100 ampere, pada pelaksanaan latihan biasanya akan menetapkan besarnya amper di pertengahan antara kedua batas tersebut, yaitu di 95 ampere. Sesudah mulai mengelas, pengeturan amper kembali dilakukan sampai hasilnya baik. Amper yang terlalu besar dapat mengakibatkan: · Elektroda terlalu panas, dapat merusak kestabilan fluks · Lebar cairan las terlalu besar · Perlindungan cairan las tidak maksimal, dapat mengakibatkan logam lasan berpori (porosity) · Besar kumungkinannya terjadi undercut · Terak (slag) sukar dibersihkan Amper yang terlalu kecil dapat mengakibatkan: · Penyalaan busur sulit dan lenket-lengket · Peleburan terputus-putus akibat dari busur yang tidak stabil. · Peleburan base metal dan elektrode jelek dan terjadi slag incluision
- 14. Kecepatan pengelasan (welding speed) Kecepatann pengelasan adalah laju dari elektroda pada waktu proses pengelasan. Kecepatan maksimum mengelas sangat bergantung pada ketrampilan juru las (welder), posisi, jenis elektroda dan bentuk sambungan. Biasanya, kalau kecepatan pengelasan terlalu cepat, logam lasan menjadi dingin terlalu cepat, menyebabkan bentuk deposit las menjadi kecil dengan puncak yang runcing. Sebaliknya, jika kecepatan perjalanan terlalu lambat, deposit las bertumpuk-tumpuk menjadi terlalu tinggi dan lebar. Kecepatan yang sesuai adalah bila menghasilkan deposit las baik, dengan tinggi maksimal sama dengan diameter elektoda dan lebar tiga kali diameter elektroda. Bentuk-bentuk deposit las dan penyebabnya Sudut elektroda (Electrode angle) Sudut elektroda adalah sudut posisi/kedudukan elektroda terhadap benda kerja pada saat pengelasan. Perubahan sudut elektroda yang sangat ekstrim mempengaruhi bentuk deposit las, oleh karena itu sudut elektroda sangat penting dalam proses pengelasan. Sudut elektroda terdiri atas dua posisi, yaitu sudut kerja (work angle) dan sudut arah pengelasan (travel angle). Sudut kerja adalah sudut yang terbentuk dari garis horisontal tegak lurus terhadap arah pengelasan. Sudut arah pengelasan adalah sudut pada arah pengelasan terhadap garis vertikal dan mungkin berubah dari 15 hingga 30 derajat.
- 15. Sudut elektroda g. Keselamatan kerja las SMAW Busur listrik bukan merupakan barang yang berbahaya asal aturan keamanannya di taati. Berikut ini aturan keselamatan kerja yang harus diketahui dan ditaati oleh pemraktekkan: Radiasi dari busur sangat berbahaya terhadap mata, busur mengeluarkan sinar infra merah dan ultra violet yang dapat: 1. merusak mata dan kulit. Helm las yang dilengkapi dengan kaca gelap dapat melindungi mata dan Apron melindungi kulit dari sengatan sinar. 2. Percikan las yang panas akan berbahaya bila kena tangan dan kaki terbuka begitu juga dengan sepatu yang mudah terbakar. Oleh sebab itu sarung tangan dari kulit, dan penutup dada dari kulit serta sepatu dari kulit dianjurkan dipakai pada waktu mengelas. 3. Hindari menggoreskan elektrode pada material yang akan dilas apabila didekat kita ada orang lain yang tidak menggunakan penutup mata penahan sinar busur listrik. 4. Asap pengelasan dapat membahayakan orang yang menghirupnya oleh sebab itu ventilasai pada waktu mengelas harus terbuka. 5. Tersengat listrik kemungkinan dapat terjadi, hati hati jangan sampai lantai, sarung tangan basah dan gunakan peralatan yang terisolasi. 6. Bahaya tersengat panas juga merupakan hal yang harus dihindari oleh karena itu hindari memegang benda yang dilas dengan tangantanpa sarung tangan.
- 16. h. Peralatan keselamatan kerja las SMAW Pengunaan alat perlindungan diri untuk pekerjaan las wajib dipakai setiap praktikan, adapun peralatan keselamatan kerja las SMAW yang sesuai adalah: 1. Helm Las / Topeng Las dengan kaca 2. Sarung tangan kulit panjang 3. Penutup dada (apron) 4. Sepatu k ulit (safety shoes) Perlindungan maksimum untuk pekerjaan las SMAW
- 17. MACAM- MACAM SAMBUNGAN LAS Sebuah struktur baja harus dapat menunjukan performa yang diharapkan,dengan memenuhi kekuatan struktur yang dan kekakuan. Kinerja struktur las sering tergantung pada kualitas las, yang ditentukan oleh desain pengelasan dan produksi Dalam desain pengelasan, berbagai macam hal seperti pemilihan material, pemilihan proses pengelasan dan kondisi pengelasan, desain struktur las, pemilihan tipe sambungan dan desain sambungan harus dipelajari dan instruksi dibuat untuk fabrikasi. Bagian ini menjelaskan item-item dasar untuk desain sambungan las yang diperlukan untuk membuat pengertian yang baik desainer las dan personil yang terlibat dalam produksi pengelasan. A. Klasifikasi jenis las dan bentuk alur dan bagian sambungan 1. Alur (groove) Las Groove weld adalah las yang dilakukan setelah suatu alur yang sesuai disusun di tepi dua bagian yang akan dilas. Hal ini diterapkan untuk butt joints (sambungan butt), T-joints (sambungan T), corner joints (sambungan sudut) dan edge joints (sambungan tepi). 2. Las Fillet Las Fillet adalah las di mana bead diletakkan di dua sudut permukaan bagian part yang ortogonal sehingga penampang dari adalah segitiga. Hal ini diterapkan pada T-joint, cross joint, lap joint, dll. Dapat diklasifikasikan menurut bentuk penampang dari bead menjadi convex filled weld (las filet cembung), concave fillet weld (las filet cekung) dan concave-convex mixed fillet weld (las filet campuran cembung-cekung) pada gambar di bawah ini :
- 18. 3. Plug weld (las Plug) dan slot weld (las slot) Sambungan tumpang (lap joint) dimana salah satu part atau bagian memiliki ketebalan melalui lubang yang diisi dengan deposit logam untuk menyambung dengan bagian part lainnya seperti yang ditunjukkan pada gambar. 4.8 disebut las plug (plug weld).Bila lubang yang memanjang menjadi slot, hal itu disebut las slot. Dalam las slot dimana lubang yang memanjang membuat panjang lasan yang lebih besar, bagian dalam lubang filet dilas ketika seluruh bagian dalam lubang tidak perlu diisi dengan logam las. Hal ini digunakan untuk baja lembaran atau sebagai lasan bantu ketika kekuatan las filet saja tidak cukup. Las filet dapat diklasifikasikan menurut arah pembebanan yang diterapkan ke sambungan berikut: front fillet weld (las filet depan), side fillet weld (las filet sampingdan oblique fillet weld (las fillet miring)
- 19. 4. Las Seam Pengelasan di mana dua bagian pelat dilas sepanjang permukaan luar dari kedua logam tersebut. Pengelasan dipakai untuk menyambungkan dua pelat dengan menggunakan pancaran elektron atau laser. Pengelasan berlapis sepanjang pelat secara kontinyu dengan mesin las titik tahan listrik disebut pengelasan tahanan listrik seam.
- 20. 5. Las pelapisan Permukaan (surfacing) Las permukaan adalah las yang dibentuk dari bead (bead adalah logam las yang dibuat dengan single pass) pada permukaan logam induk tetapi tidak untuk menyambung bagian-bagian logam. Pengelasan umumnya digunakan untuk proses perbaikan (ripair) dan pengerasan pada permukaan logam induk, bead yang terbentuk akan meningkatkan ketahanan korosi dan keausan permukaan logam induk. Pengelasan Permukaan dilakukan pada groove surface sehingga komposisi kimia dari logam induk bercampur dan mempengaruhi deposit logam dari lasan ketika groove weld terbentuk. Pengelasn seperti ini disebut juga buttering karena prosesnya seperti mengoleskan mentega pada sepotong roti. B. Jenis-jenis sambungan las 1. Sambungan Buntu (Butt joint). Butt joint terdiri dari dua bagian logam yang disusun sejajar. Pada pengelasan baja, sambungan dengan penetrasi penuh di celah sambungan disebut juga butt joint walaupun posisi dua logam tidak sejajar pada bidang yang sama.
- 21. 2. Sambungan T atau T-joint dan cruciform joint Sambungan T atau T-joint terdiri dari dua bagian yang disambung membentuk huruf T. Penambahan sambungan lain pada T-joint sehingga membentuk palang disebut cruciform joint. Sambungan ini dapat menggunakan pengelasan fillet weld, grove weld, plug weld, seam weld. 3. Sambungan Sudut (Corner joint ) Sambungan sudut atau Corner joint terdiri dari dua bagian yang sambungannya membentuk huruf L dan pengelasan dilakukan pada pinggir sudutnya. Sambungan ini digunakan untuk membuat konstruksi kotak. Sambungan ini dapat menggunakan tipe pengelasan fillet weld, groove weld, plug weld, seam weld.
- 22. 4. Lap joint dan joggled lap joint. Sambungan tumpang atau lap joint terdiri dari dua bagian ditumpuk pada bidang sejajar, kemudian dilas pada kedua ujung masing-masing. Lap joint dimana tiap sisi bagian yang disambung terletak pada bidang yang sama disebut joggled lap joint. Sambungan tumpang ini dapat menggunakan tipe pengelasan fillet weld, groove plug weld, seam weld. POSISI PENGELASAN Penempatan benda kerja disesuaikan dengan permintaan, dalam hal ini adalah menyesuaikan posisi pengelasan. Penempatannya apakah posisi 1F, 2F, 3F, 4F, 5F, 6F 1G, 2G, 3G, 4G plate 1G, 2G, 5G, 6G, 6GR (pipa) contoh posisi-posisi pengelasan seperti gambar berikut : fillet joint (T-joint) :
- 23. butt joint : Posisi pengelasan 1G pipa, pada pengelasan pipa 1G ini, pipa diputar dan pengelasan tetap memposisikan elektroda di atas material. Pengelasan 2G pipa, Pipa diam, juru las mengelas mengitari pipa :
- 24. Pengelasan 5G pipa, pipa diam, juru las mengelas diawali dari bagian bawah terus melingkan berhenti di pipa bagian atas pada sisi sebelahnya. pada sisi lain dilakukan dengan cara yang sama yaitu diawali dari bawah terus melingkar dan berhenti di atas. pengelasan ini disebut dengan posisi pengelasan 5G up Hill. Posisi pengelasan di atas adalah posisi 6G. pemasangan pipa dimiringkan 45 derajat terhadap sumbu horizontal. pengelasan dilakukan dari pipa bagian bawah terus melingkar ke arah kanan/kiri dan berhenti di atas. dilanjutkan dengan pengelasan sebaliknya diawali dari bawah dan terus melingkar berhenti di bagian atas. Cara pengelasan seperti ini disebut 6G up hill.Angka-angka pada posisi- posisi pengelasan tersebut di atas menunjukkan tingkatan-tingkatan posisi pengelasan. Angka yang semakin tinggi berarti menujukkan kwalifikasi yang tinggi pula.Posisi-posisi pengelasan di atas menunjukkan kwalifikasi juru las yang berhak mengelasnya. jika juru las memiliki sertifikat kwalifikasi 6G, maka juru las tersebut diperbolehkan untuk mengelas semua posisi. Tetapi jika juru las tersebut memiliki sertifikat 4G plate, maka juru las tersebut tidak boleh menglas pipa posisi apapun, tetapi bileh mengelas posisi pengelasan 1F, 2F, 3F, 4F maupun 1G, 2G, 3G dan 4G.
- 25. JENIS JENIS CACAT LAS 1. Crack : adanya keretakan las akibat dari tegangan bahan 4. Undercut : takik – takik las yang terjadi ke arah memanjang las diantara bahan dasar dengan tepi las. 2. Slag: adanya terak las yang terperangkap di dalam endapan las, akibat pembersihan yang tidak sempurna pada waktu pengelasan. 3. Porosity : terdapat pori – pori di dalam las atau pada permukaan las.
- 26. Kesimpulan SMAW adalah las busur listrik dengan menggunakan elektroda berselaput (fluks). Fungsi fluks pada pengelasan ini adalah membentuk slag diatas hasil lasan yang berfungsi sebagai pelindung hasil dari udara(Oksigen, hidrogen,dsb) selama proses las berlangsung. Keuntungan Las SMAW 1.Dapat dipakai dimana saja, diluar, dibengkel & didalam air. 2.Satu set dapat mengelas berbagai macam tipe dari material mild steel ke copper alloy dengan rectifier. 3.Set-up yang cepat dan sangat mudah untuk diatur. 4.Pengelasan dengan segala posisi. 5.Elektroda tersedia dengan mudah dalam banyak ukuran dan diameter. 6.Perlatan yang digunakan sederhana, murah dan mudah dibawa kemana-mana. 7.Tingkat kebisingan rendah. 8.Tidak terlalu sensitif terhadap korosi, oli & gemuk. Kerugian Las SMAW 1.Pengelasan terbatas hanya sampai sepanjang elektoda dan harus melakukan penyambungan. 2.Setiap akan melakukan pengelasan berikutnya slag harus dibersihkan. 3.Tidak dapat digunakan untuk pengelasan bahan baja non - ferrous. 4.Mudah terjadi Oksidasi akibat pelindung logam cair hanya busur las dari fluks. 5.Diameter elektroda tergantung dari tebal pelat dan posisi pengelasan.
- 27. SEKIAN DAN TERIMA KASIH