Download as PDF, PPTX




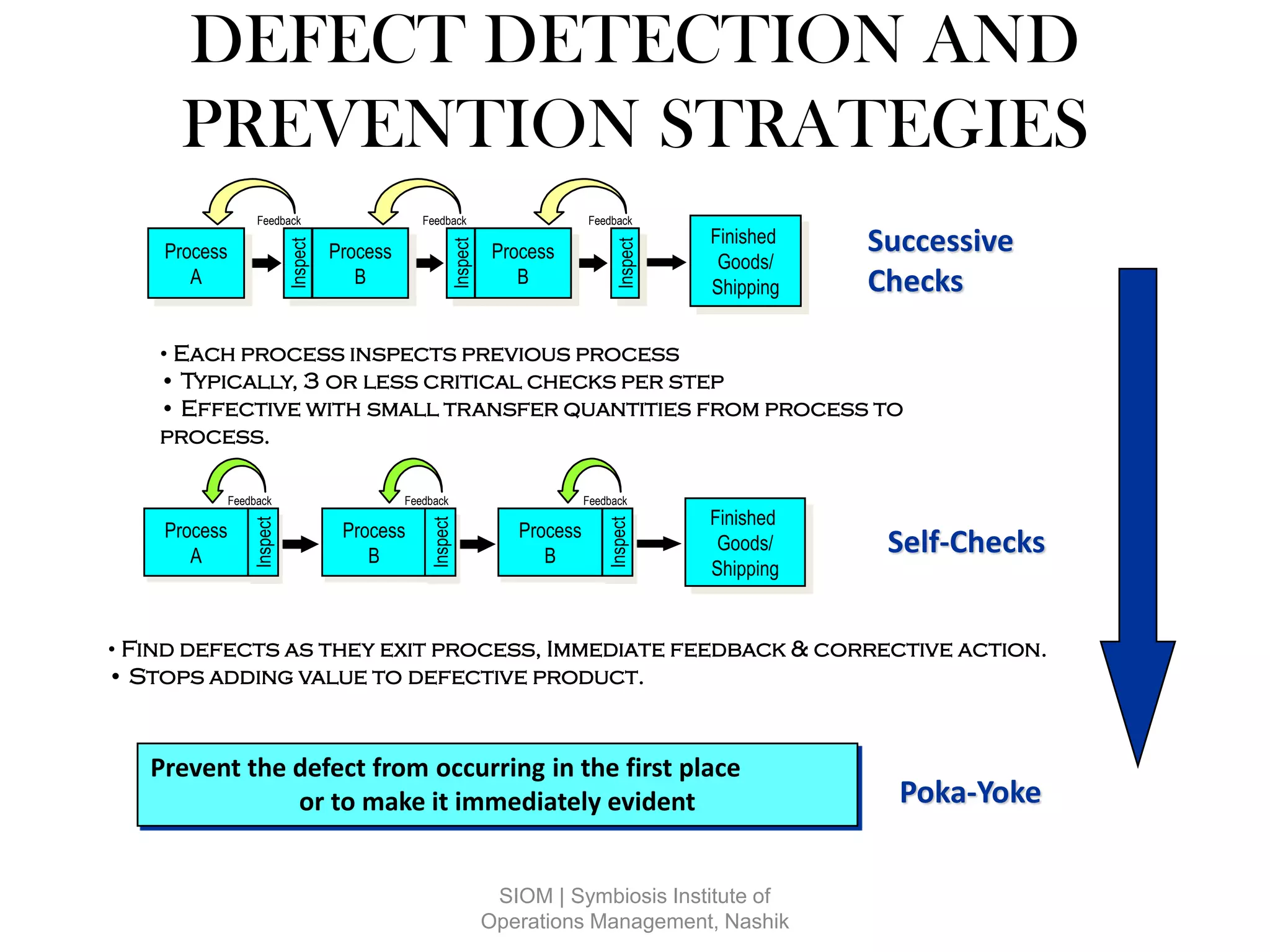





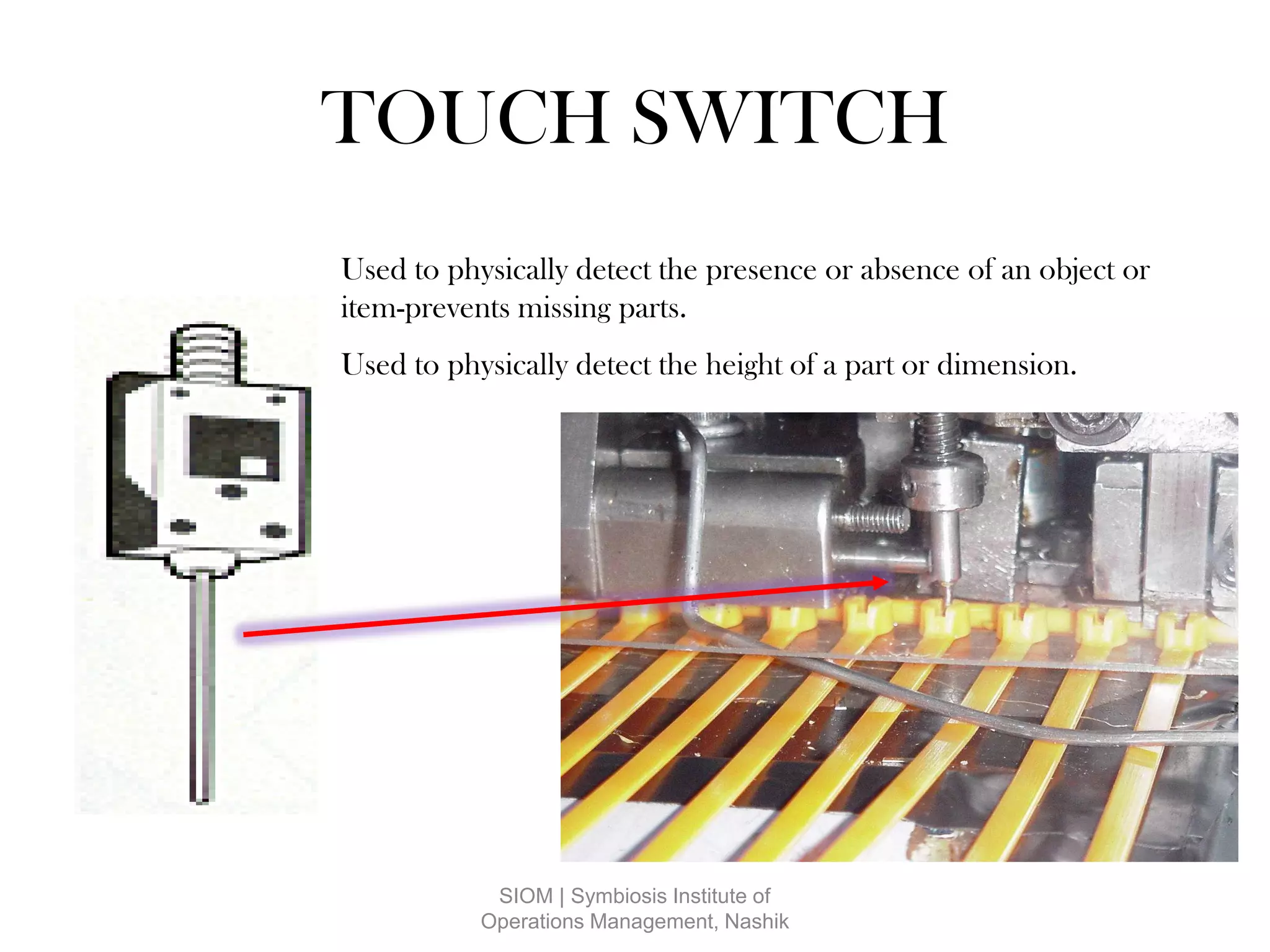





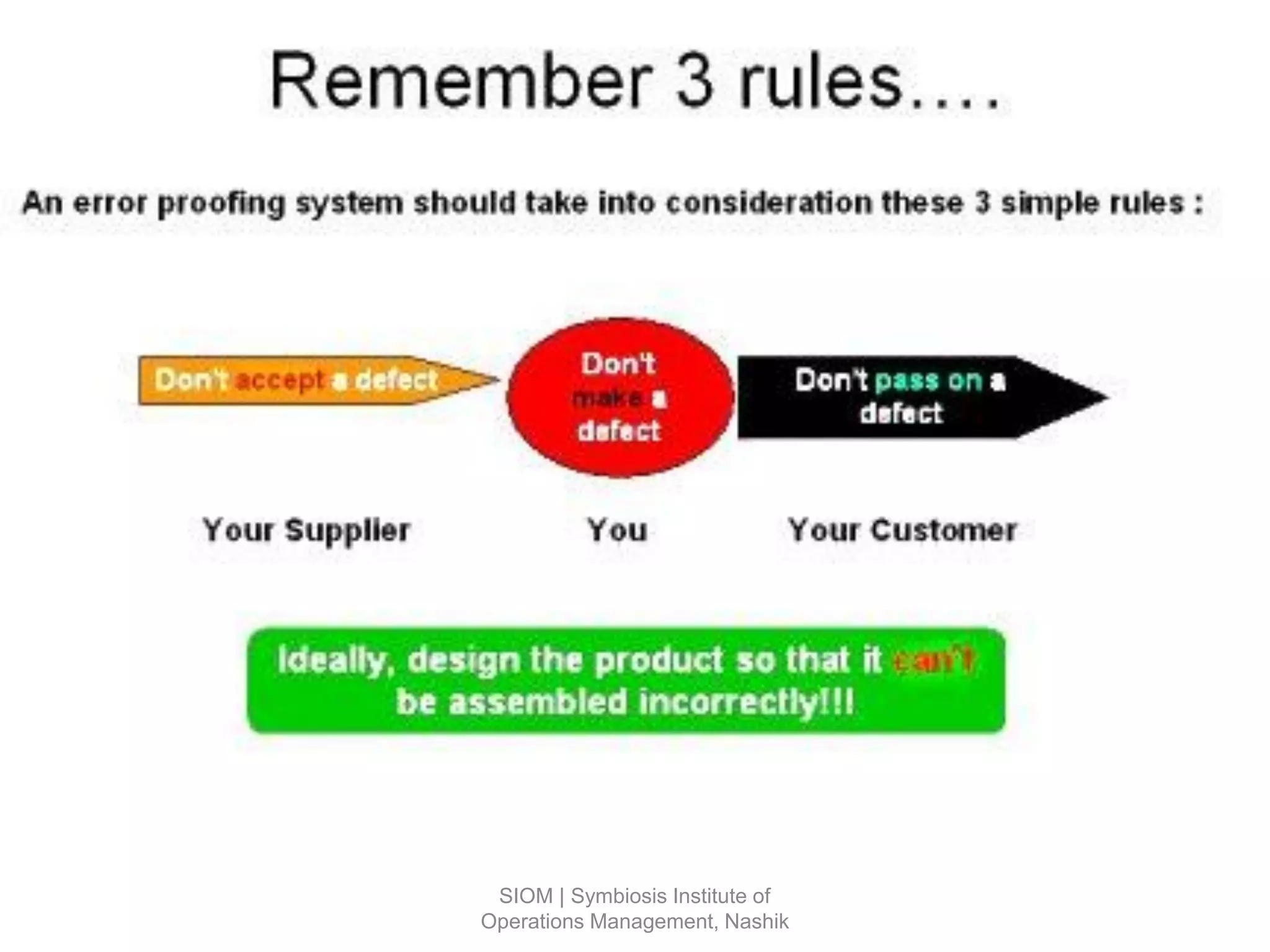


Poka-yoke, also known as mistake-proofing, aims to eliminate defects by preventing or correcting mistakes as early as possible. It was developed by Dr. Shigeo Shingo as part of the Toyota Production System. The presentation defines poka-yoke, discusses common errors and their impacts, and provides examples of mistake-proofing strategies and devices that make errors harder or impossible, like limit switches, guide pins, and checklists. The goal of poka-yoke is to achieve zero defects through early detection and prevention of mistakes in the production process.























































































