Downloaded 16 times


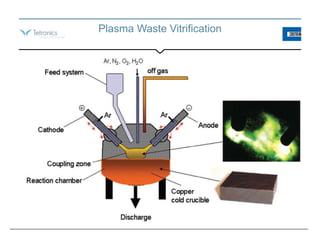



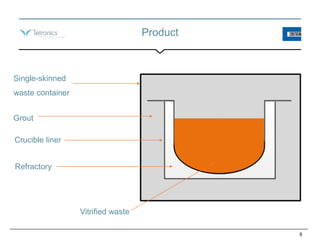


The document outlines the objectives and outcomes of a plasma waste vitrification process aimed at treating multiple types of nuclear waste, focusing on volume reduction and retention of caesium. It describes the design features of a demonstration plant and summarizes trial results indicating significant bulk volume reduction and high caesium retention rates. Next steps include pursuing funding for full-scale implementation and further development of the associated business case.





![초임계 인포그래픽[국문]-일신오토클레이브](https://cdn.slidesharecdn.com/ss_thumbnails/1-140417024751-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)















![Phosphoric acid [CHEMICAL PROCESSS INDUSTRIES]](https://cdn.slidesharecdn.com/ss_thumbnails/phosphoricacid-210509141123-thumbnail.jpg?width=640&height=640&fit=bounds)


























































