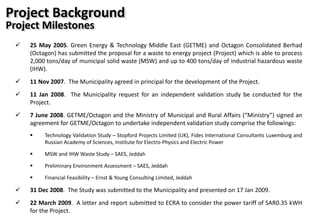
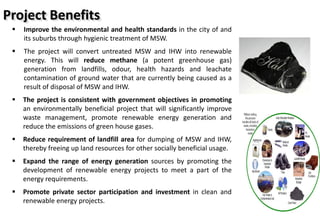
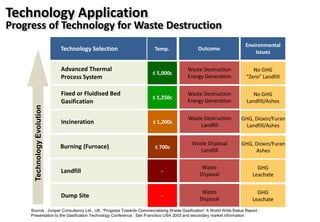
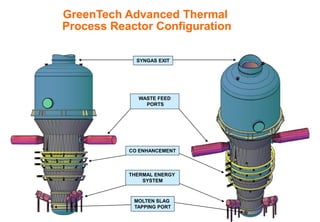
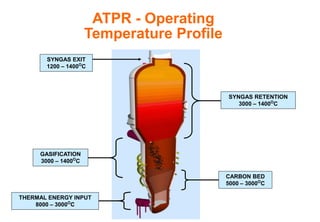
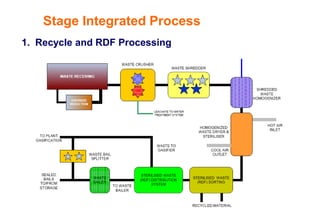
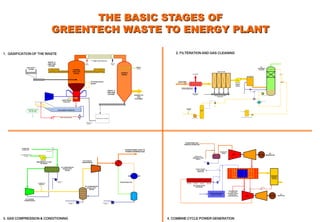
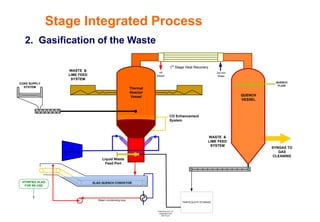
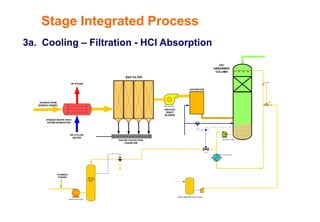
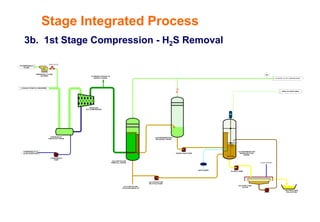
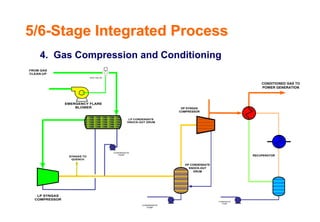
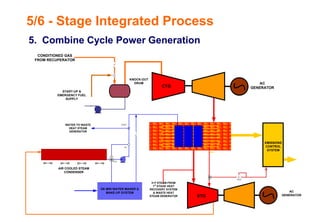
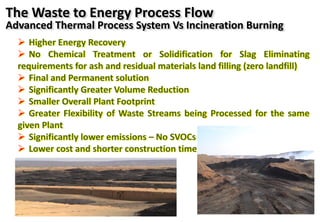
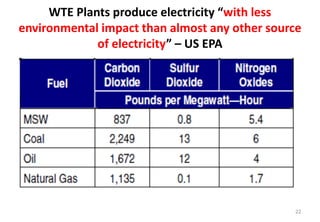
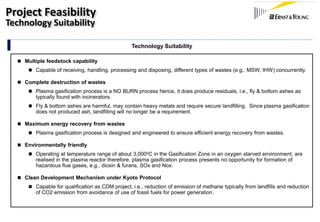
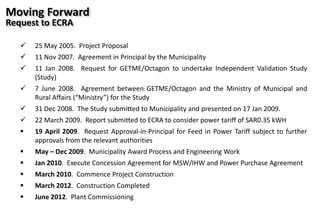
This document presents a proposal for a waste to energy plant in Jeddah, Saudi Arabia. It discusses the background and milestones of the project, including agreements signed in 2005, 2007, and 2008. It then outlines the benefits of the project, such as improving environmental standards, reducing greenhouse gas emissions from landfills, and promoting renewable energy. The document provides an overview of the proposed gasification technology and its multi-stage integrated process to convert waste into syngas and then electricity. It compares the advanced thermal process system technology favorably to incineration in terms of energy recovery, emissions, and footprint. The presentation aims to gain approval for the waste to energy plant project.