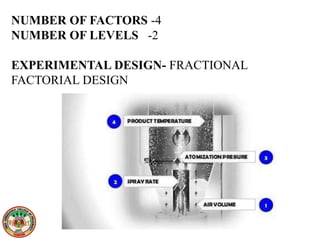
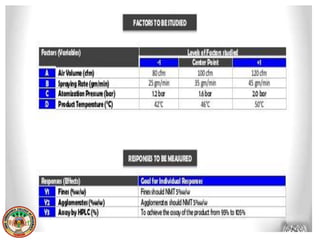
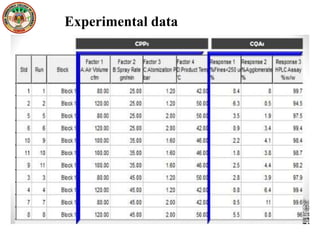
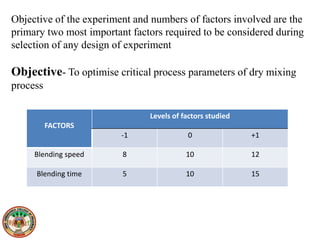
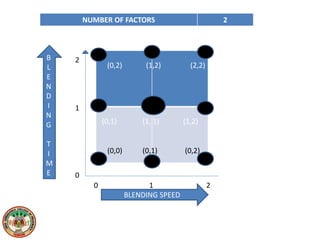
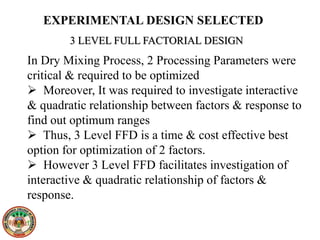
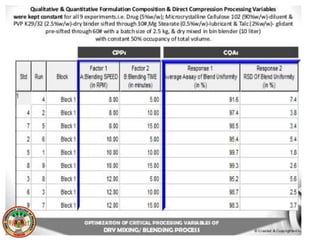
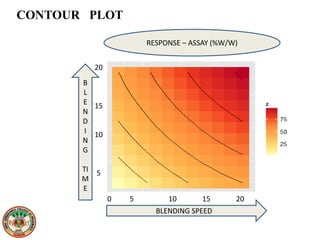
This document discusses various design of experiment methodologies including screening designs and optimization designs. It provides examples of factorial designs, response surface designs like central composite designs and Box-Behnken designs, and three-level full factorial designs. It also gives an example of using a fractional factorial design to screen critical processing parameters in a wet granulation coating process and selecting a three-level full factorial design to optimize two factors, blending speed and time, in a dry mixing process to investigate their interactive and quadratic effects on the response.






























































![CASE_PRESENTATION_ON_subdural_hematoma(SDH)[1 FINAL PPT]-1.pptx](https://cdn.slidesharecdn.com/ss_thumbnails/casepresentationonsubduralhematomasdh1finalppt-1-260129172522-d405d375-thumbnail.jpg?width=640&height=640&fit=bounds)







