Downloaded 66 times

The document discusses optimization techniques used in computer aided formulation development. It defines optimization as choosing the best alternative while considering all influencing factors. Optimization techniques help minimize experimental trials, reduce costs and save time compared to traditional trial and error methods. The document describes various experimental design approaches like factorial designs, response surface methodology and mixture designs that are used to optimize formulations. It also discusses simultaneous techniques like evolutionary operations and simplex method as well as sequential techniques like mathematical modeling and search methods. Optimization is important for developing formulations with desired performance and ensuring reproducible, large-scale manufacturing.
Introduction to the optimization in pharmaceutical formulation in a computer-aided context by Ajith Mary, a postgraduate student.
Describes optimization in product formulation, emphasizing systematic approaches over trial and error.
Details on optimizing formulations through Design of Experiments (DOE), emphasizing systematic study.
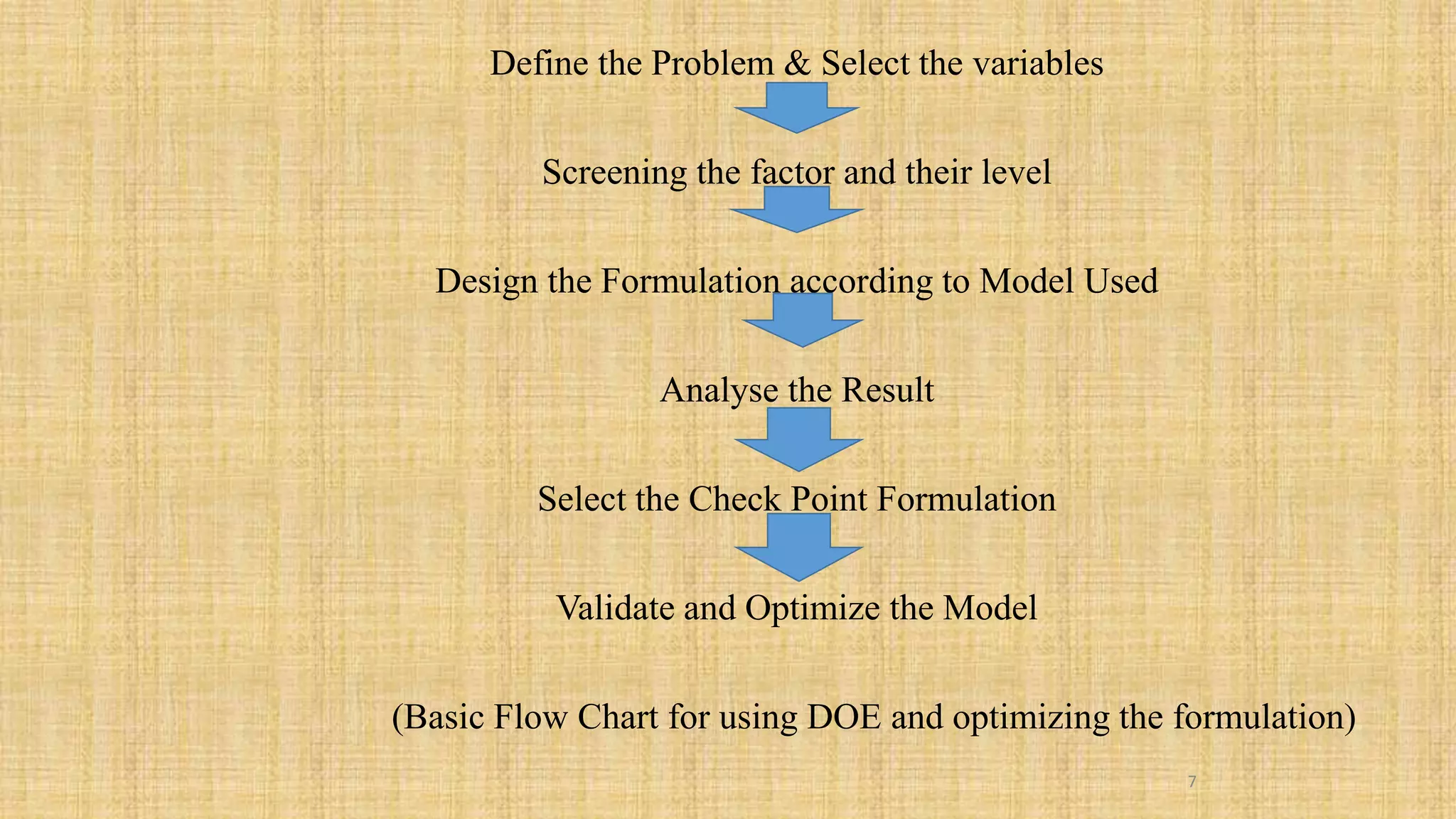
Basic flow chart of DOE, highlighting the necessity of optimization for cost reduction and efficiency.
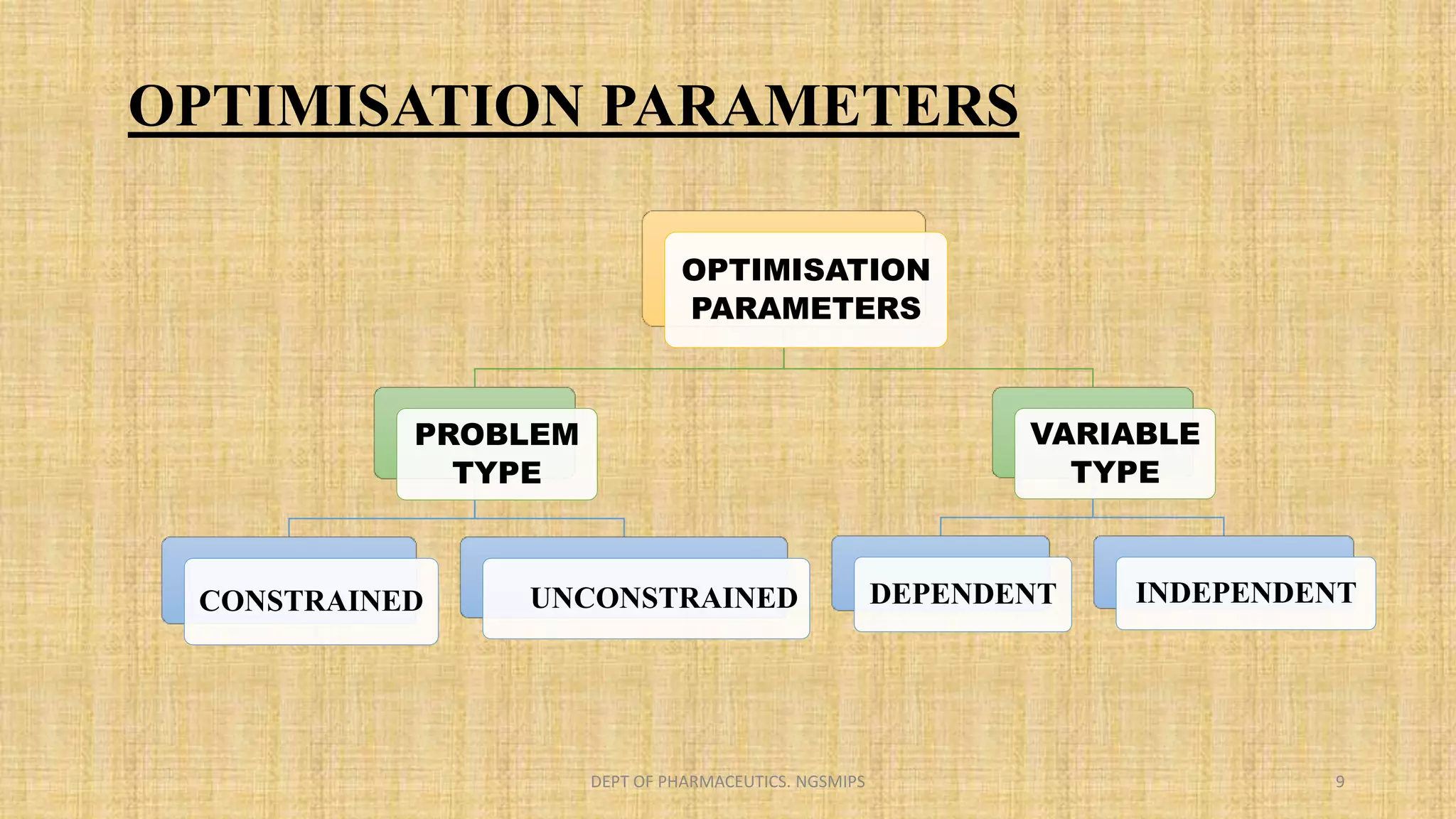
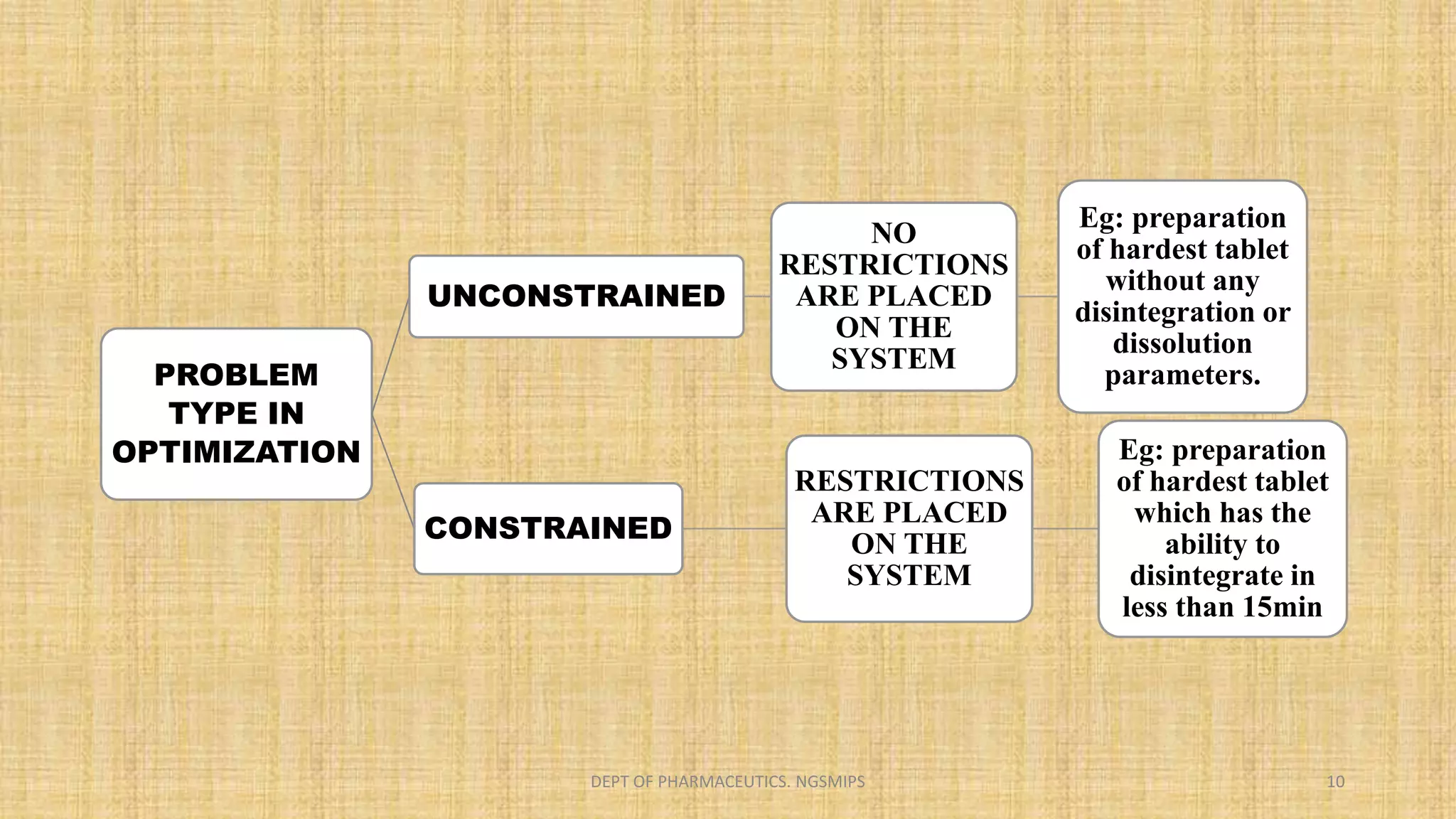
Defines constrained vs. unconstrained optimization problems with examples related to tablet preparation.
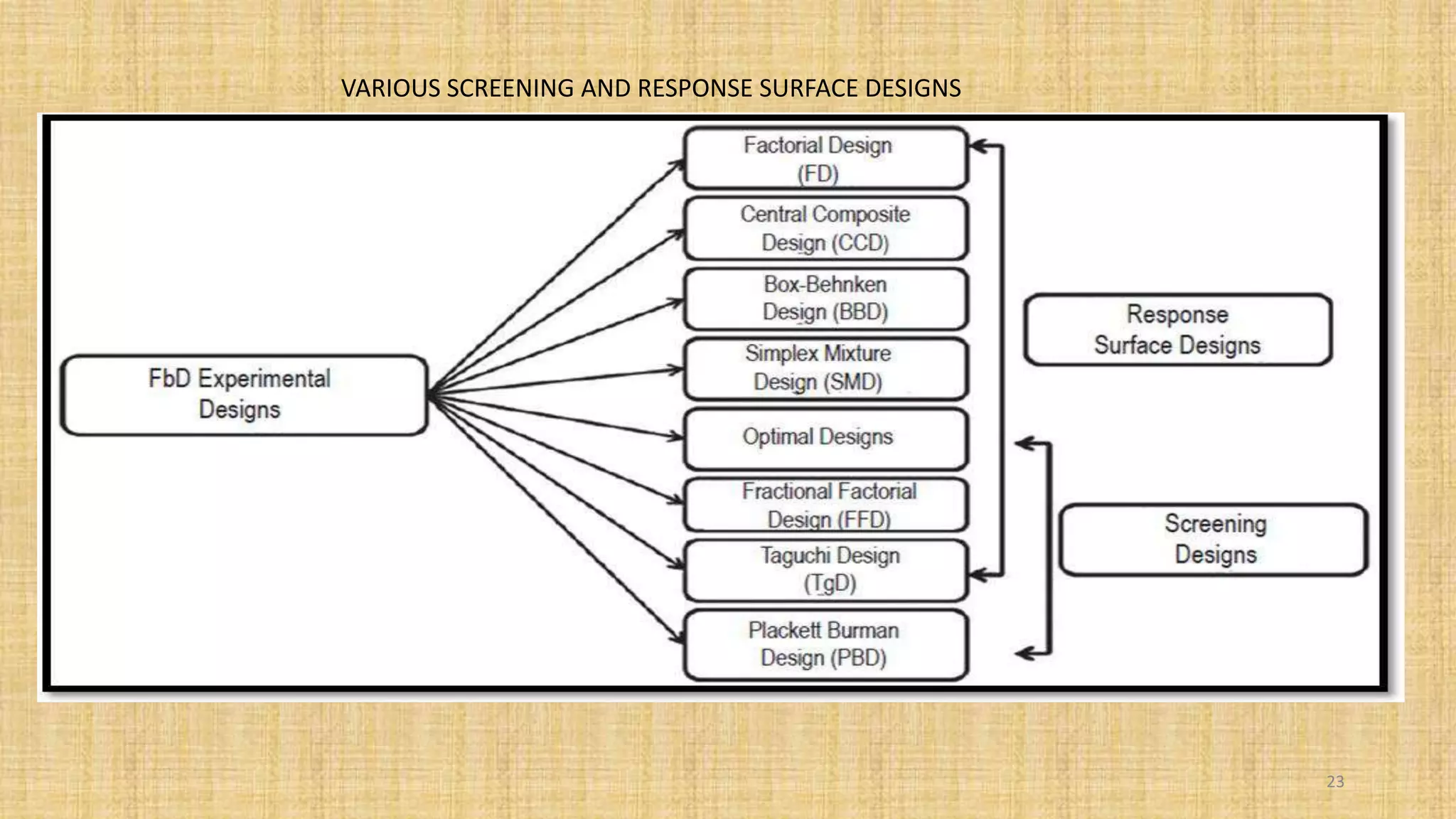
Introduction to experimental design as a statistical methodology for planning experiments efficiently.
Explains factorial designs, both full and fractional, used for determining multiple factor effects.
Various types of fractional factorial designs, emphasizing their utility in screening experiments.
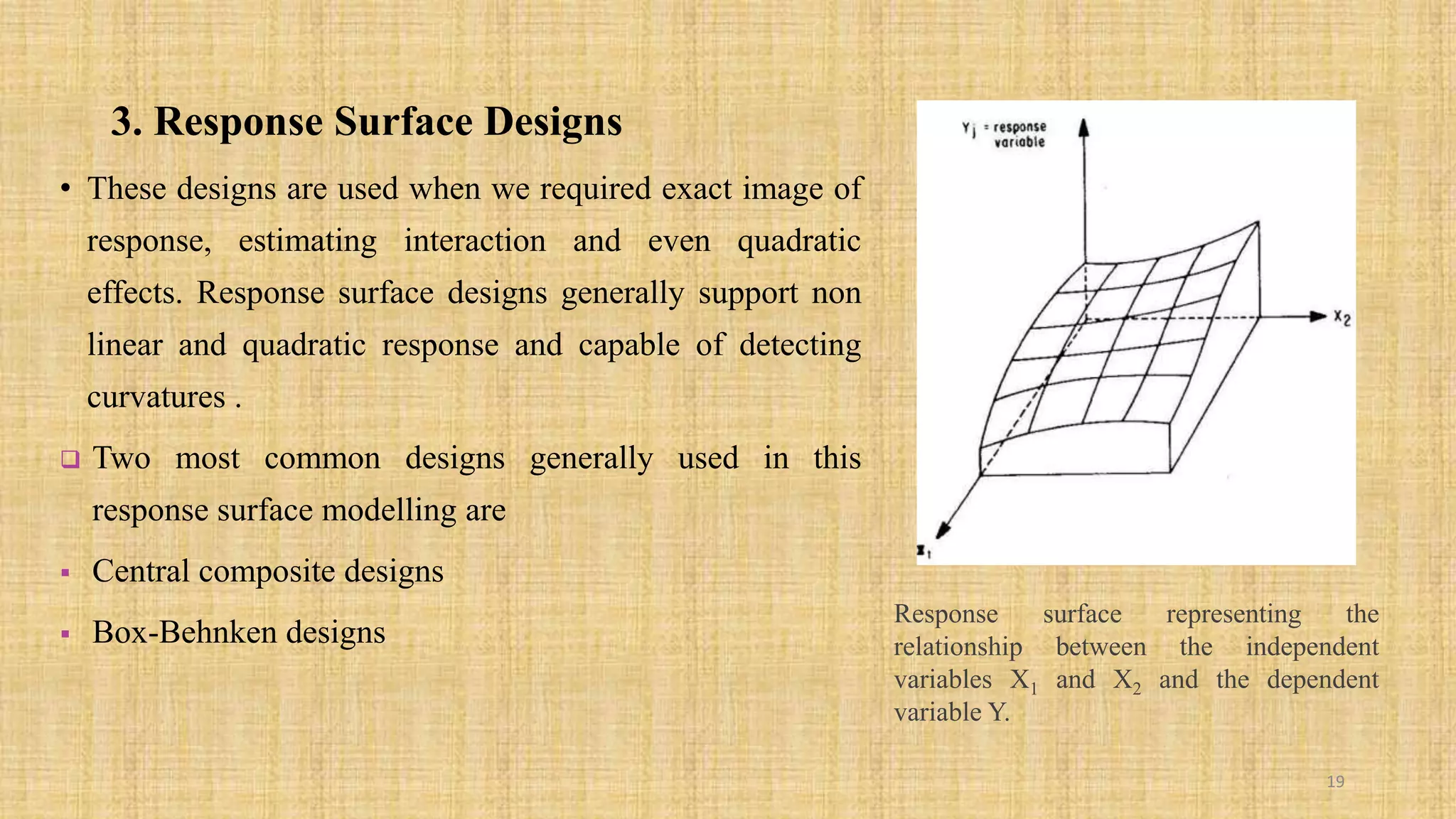
Details on response surface designs for estimating interactions and quadratic effects in formulations.
Highlights the concept of mixture designs where components are optimized within specific constraints.
Categorization of optimization techniques into simultaneous and sequential methods with examples.
Describes the evolutionary operations method as a way to optimize formulations through incremental changes.
Explains the simplex method and classic mathematical modeling in optimization for pharmaceutical processes.
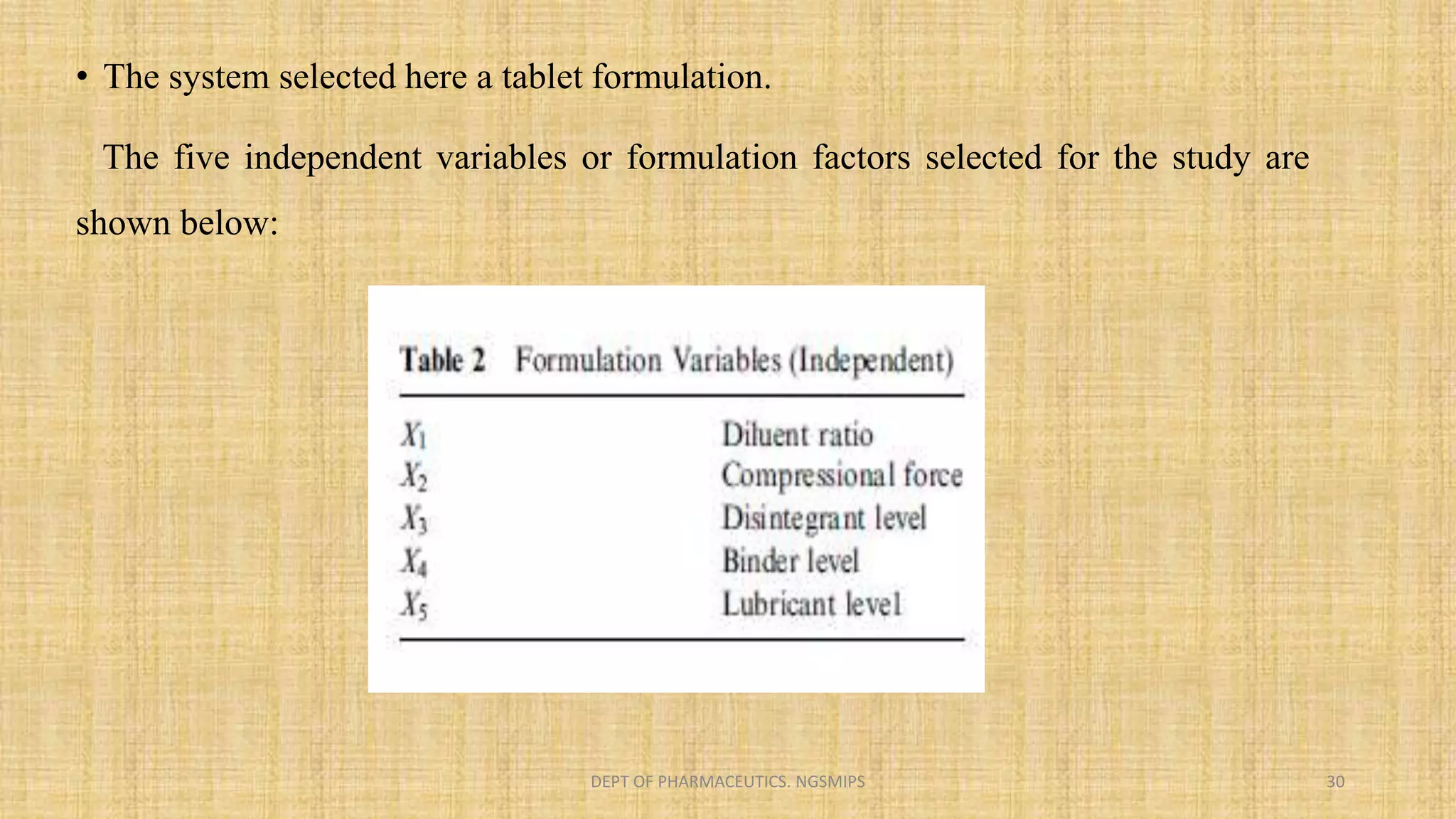
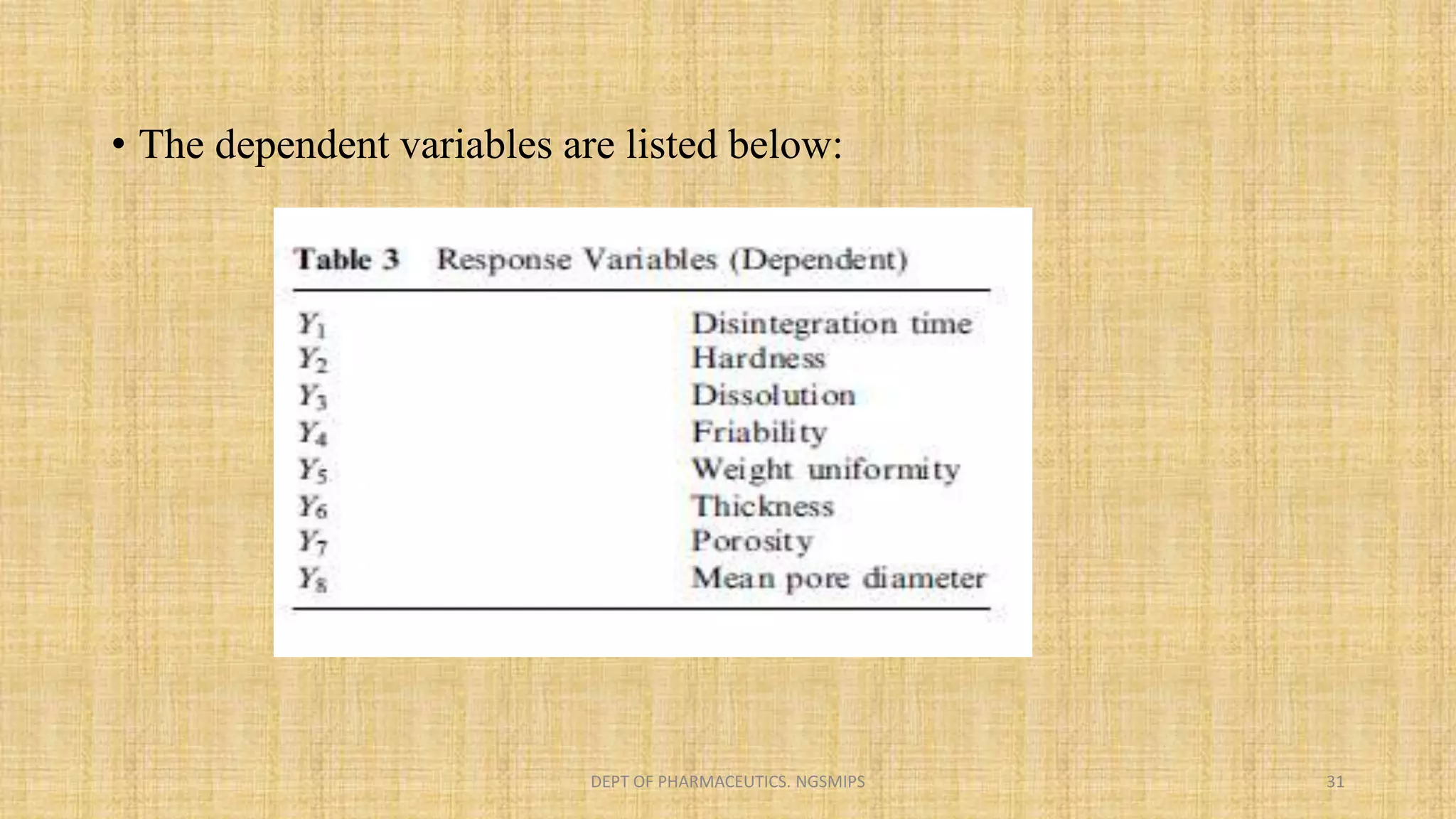
Search methods focus on response surfaces with five variables in tablet formulations; practical application.
Summarizes the vast impact of optimization techniques on pharmaceutical sciences, emphasizing cost reduction.
Cites key literature on pharmaceutical formulations and computer-aided applications.