


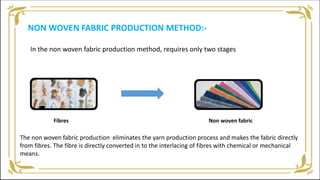
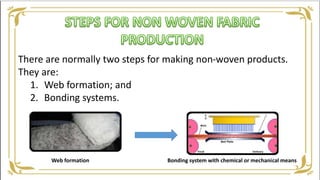









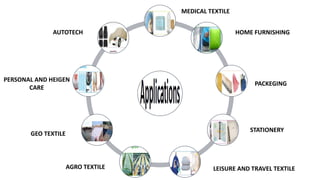



The presentation discusses nonwoven fabrics. Nonwoven fabrics are produced directly from fibers through processes like mechanical, thermal or chemical bonding without forming yarns. This eliminates the yarn production steps of woven fabrics. There are two main stages in nonwoven production - web formation to lay fibers and bonding systems to bind fibers. Common bonding methods include chemical bonding using binders, thermal bonding using heat and pressure, and mechanical bonding using needle punching or hydroentanglement. Nonwoven fabrics have a wide range of applications including home furnishings, packaging, personal care, medical and more.













































![SNEHASHIS GHOH[123456787654323456543].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/snehashisghoh1-250806154703-57d80302-thumbnail.jpg?width=640&height=640&fit=bounds)





















