Download as PDF, PPTX

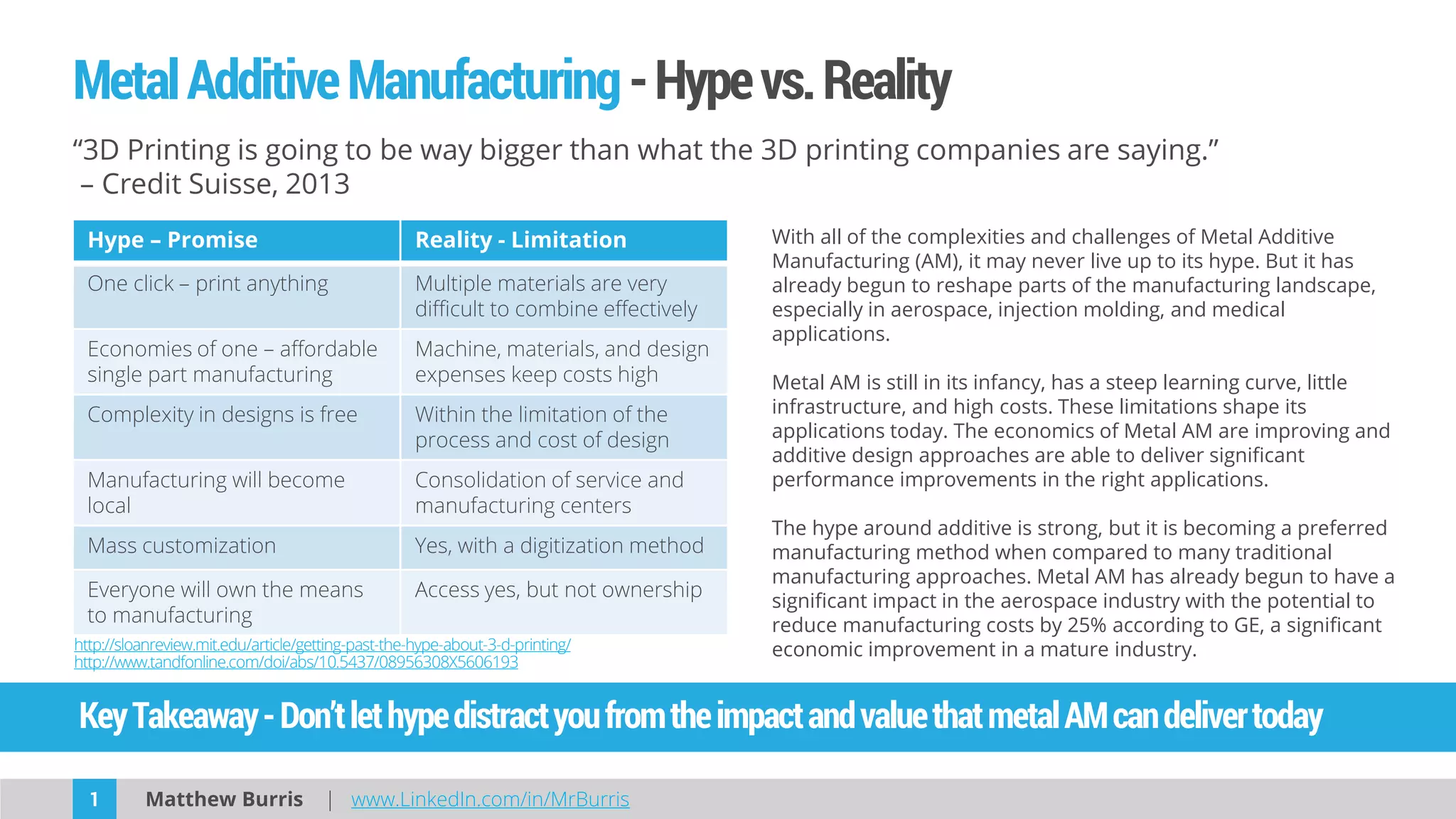
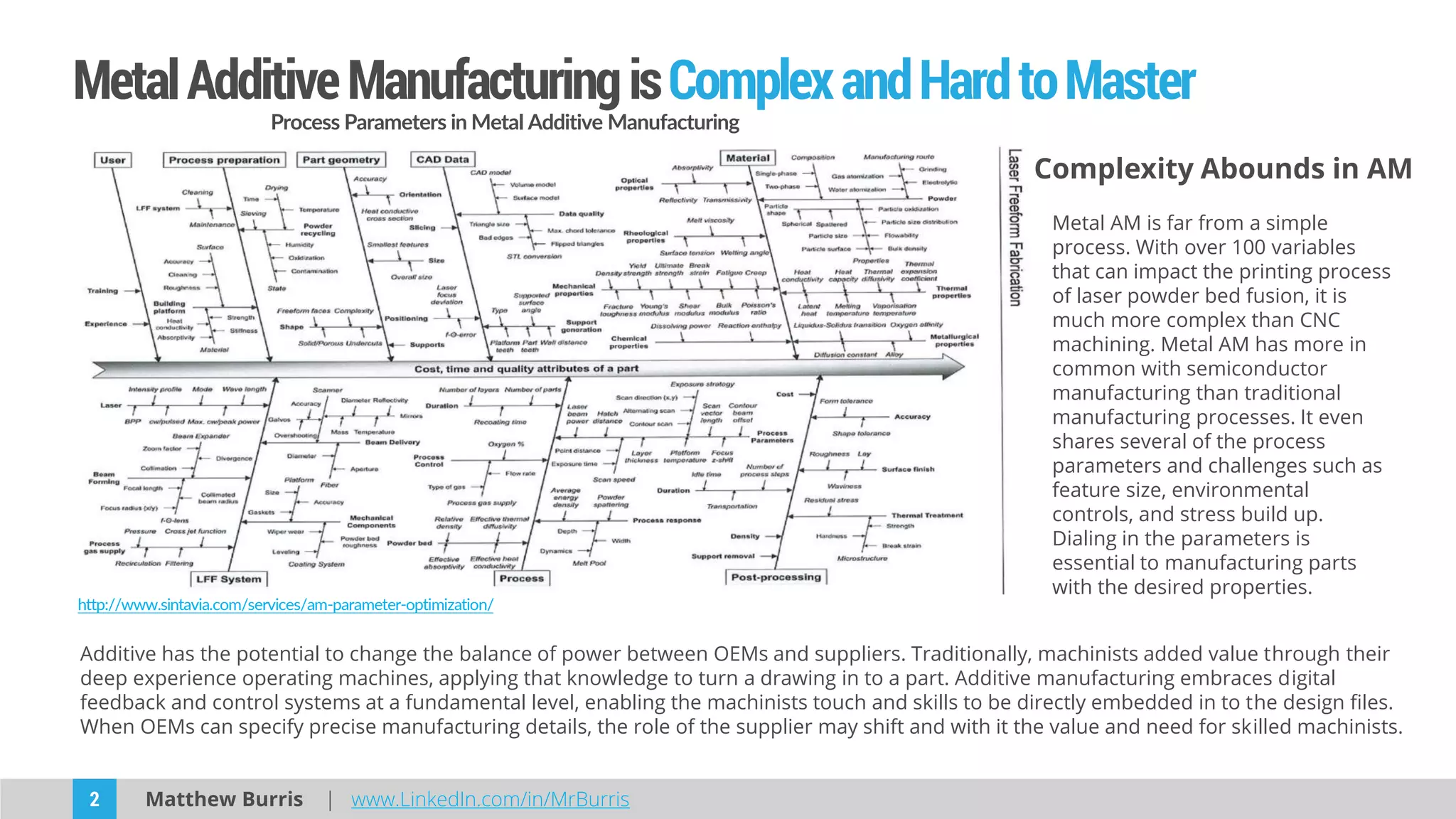
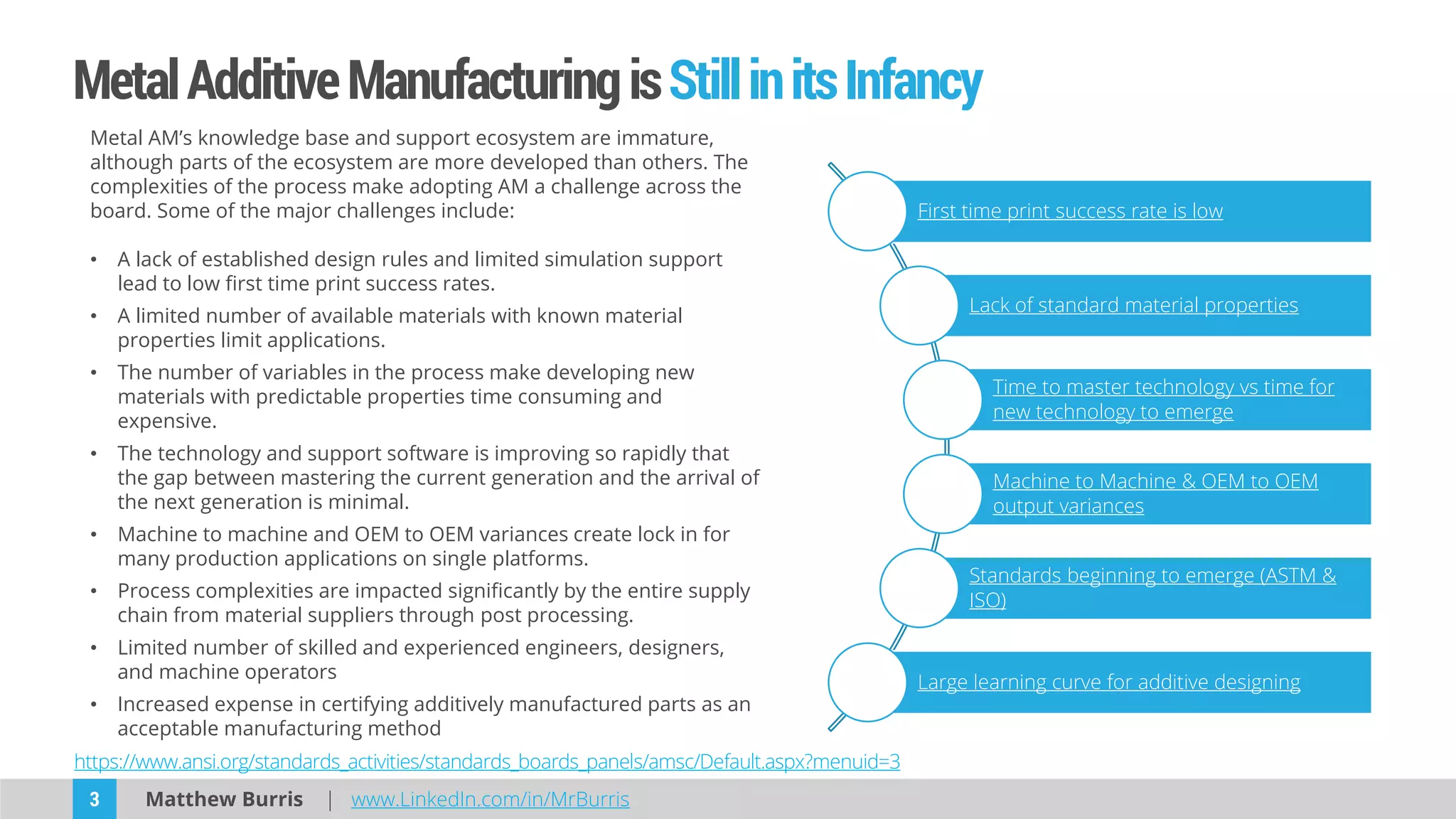





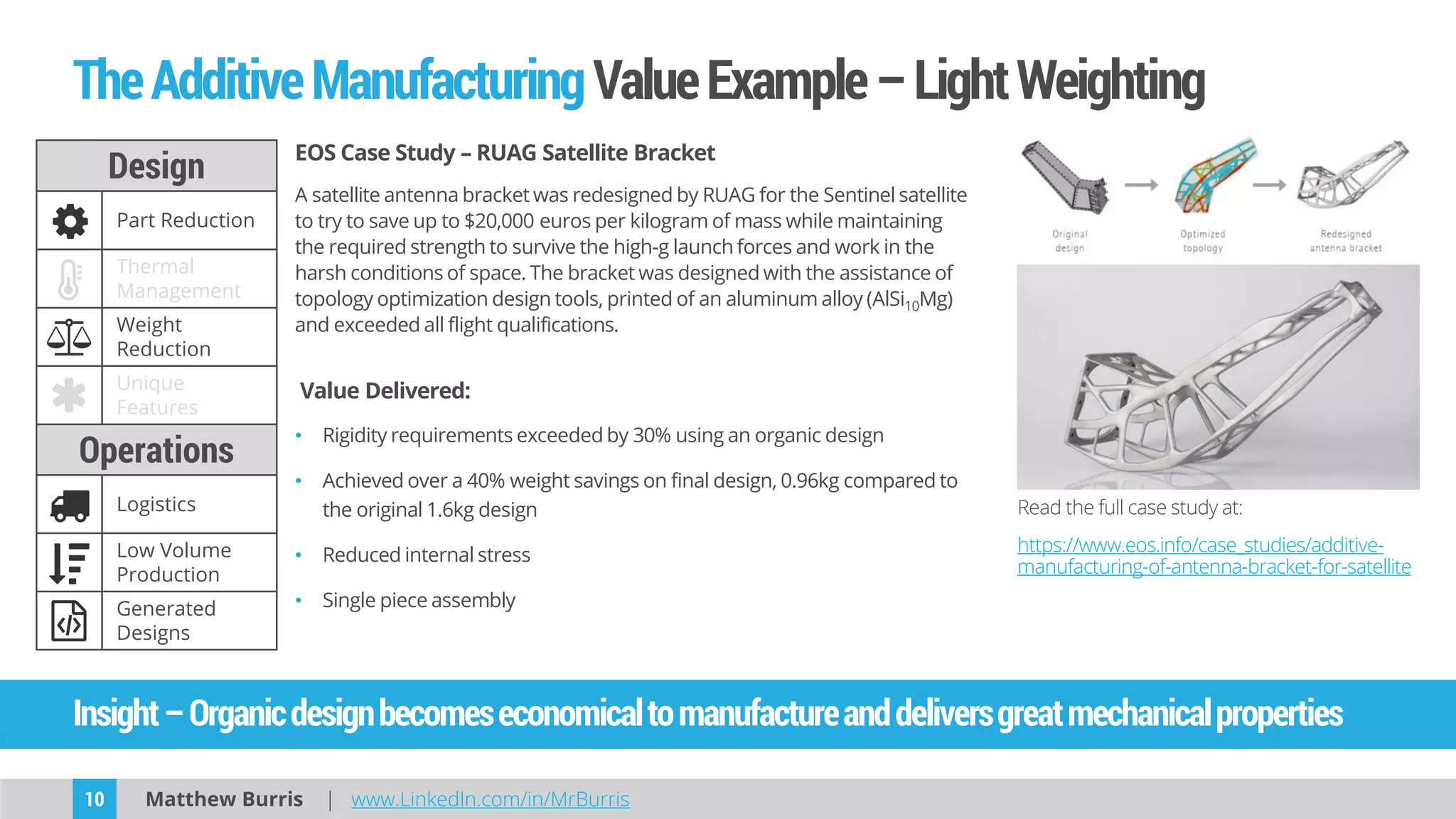
















Metal additive manufacturing (AM) is complex, with significant potential to reshape industries like aerospace, but faces challenges such as high costs and a steep learning curve. It has an average growth rate of over 45% and is projected to become a substantial part of the manufacturing market, driven by major companies like GE and Airbus adopting the technology. While the hype surrounding AM is strong, its real value is emerging through practical applications and performance improvements in production processes.


































































