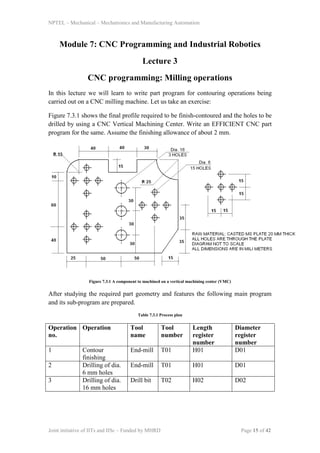
The document discusses CNC programming for drilling operations. It provides a sample CNC program to drill 35 holes of 0.5 inch diameter in a steel plate as shown in the figure. The program uses G-codes and M-codes to perform functions like selecting coordinate systems, tool changes, drilling cycles, and returning to reference positions. It explains the purpose and meaning of each block of code in the sample program.