Downloaded 275 times


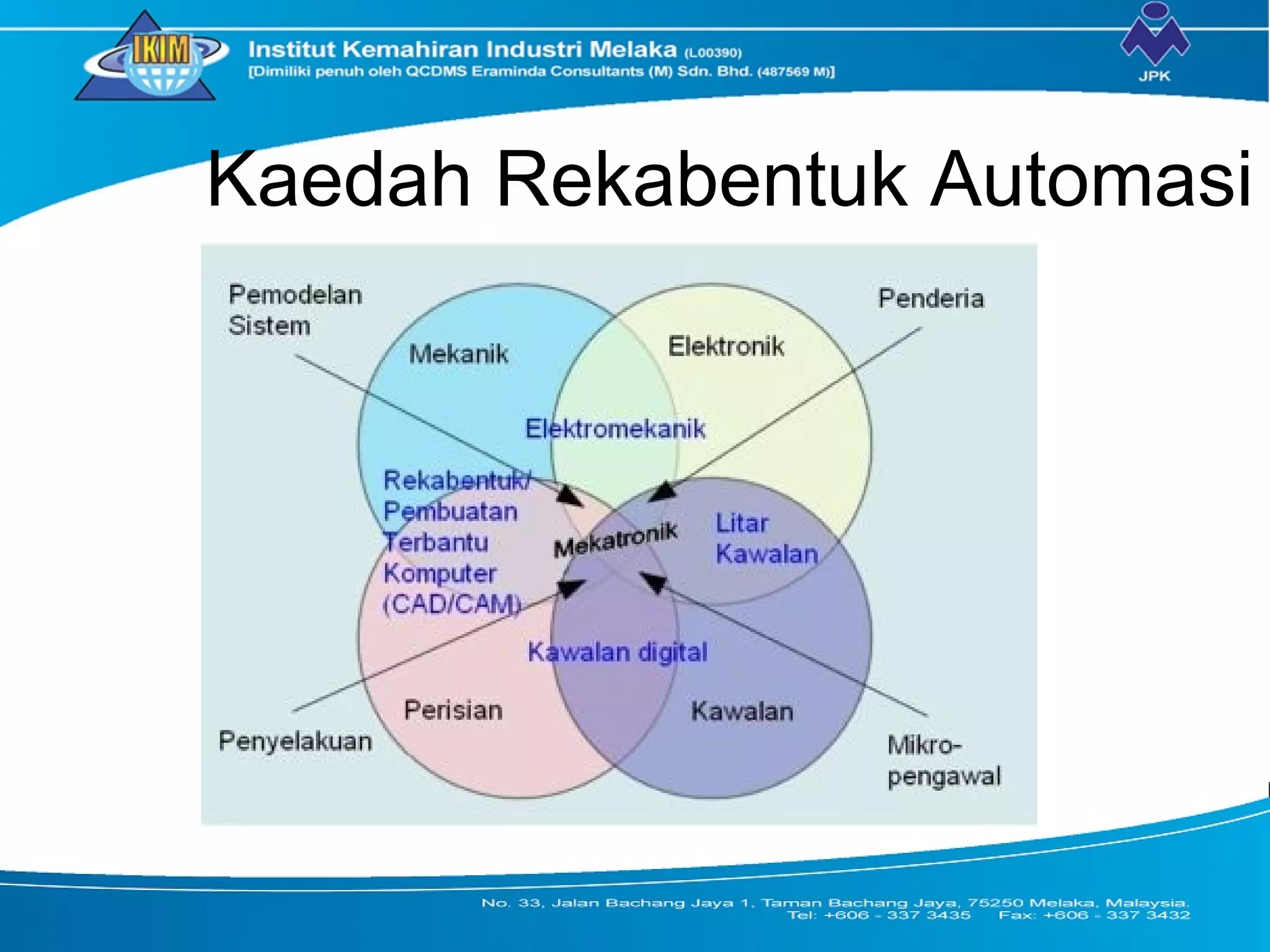
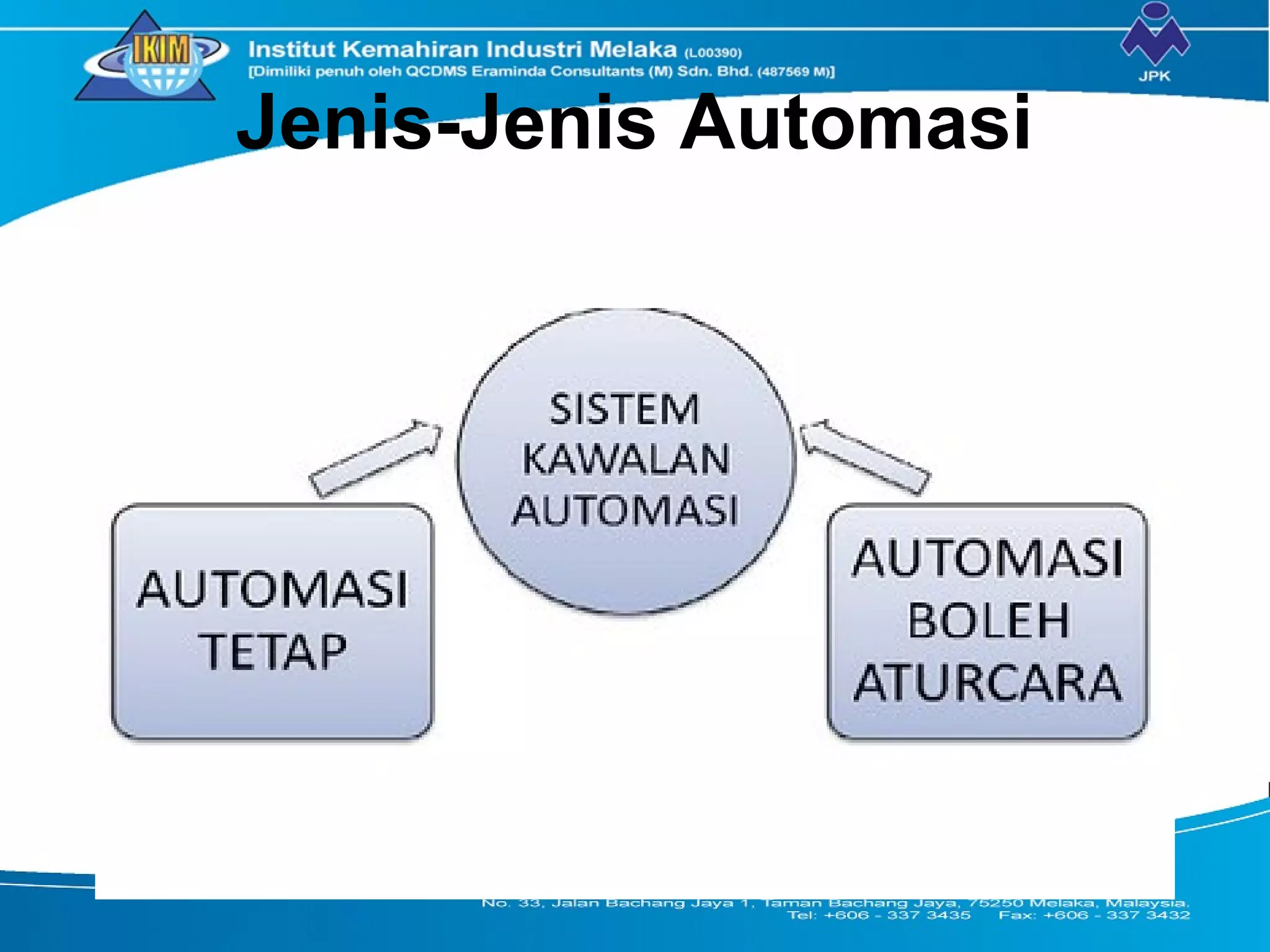
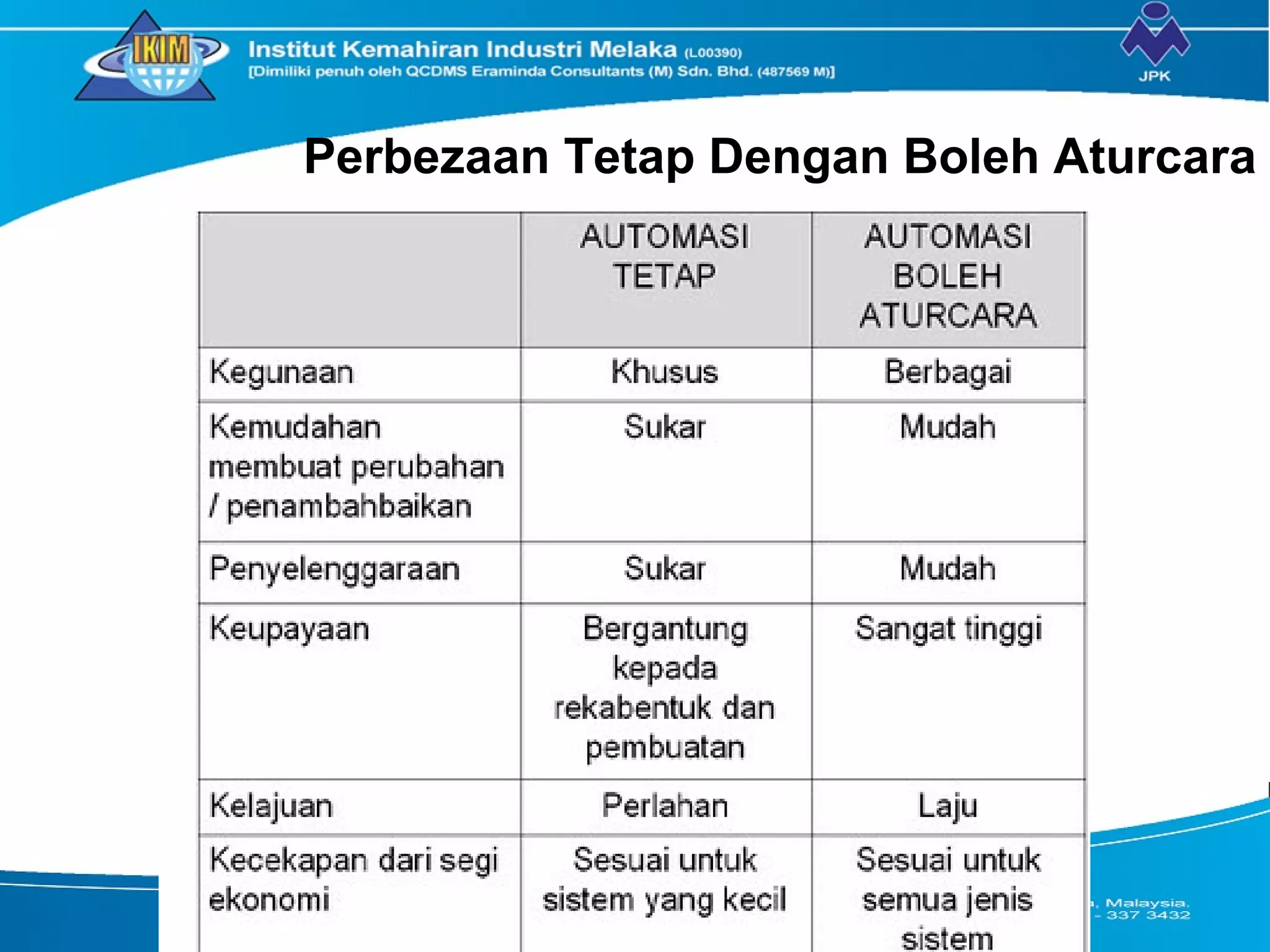

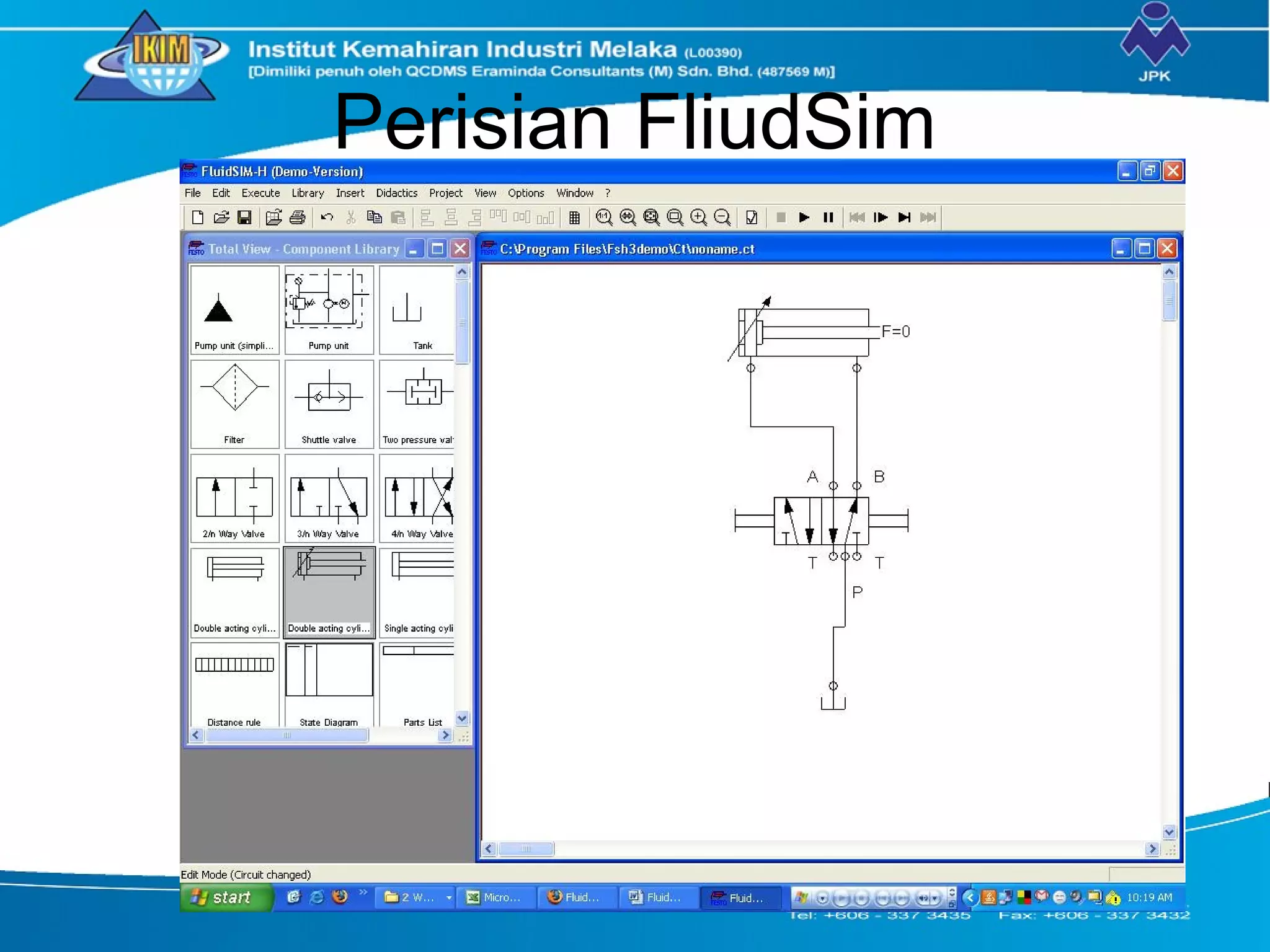

Dokumen ini membahas mengenai reka bentuk sistem automasi perindustrian yang melibatkan pengenalan kepada sistem, perancangan, pelaksanaan, dan penyediaan dokumen seperti bill of material (BOM). Ia mencakup penggunaan teknologi seperti CAD dan CIM dalam merancang sistem automasi serta proses pembuatan yang dibantu komputer. Teks ini juga menerangkan pelbagai jenis sistem kawalan automasi dan keperluan spesifikasi yang diperlukan dalam proses tersebut.






























































































