Downloaded 10 times




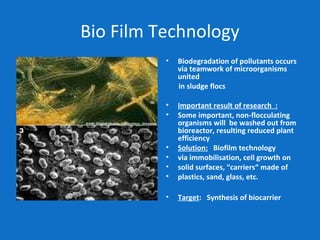


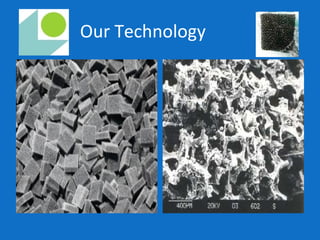







Levapor GmbH specializes in bioprocess improvement through the development of innovative solutions for treating complex effluents, including high ammonia wastewater and landfill leachate. Their proprietary bio carrier technology enhances biodegradation by utilizing porous, adsorbing materials that optimize microbial growth and efficiency in various industrial applications. The company focuses on serving multiple industries and offers tailored treatments, demonstrating a significant efficiency increase compared to traditional methods.










































































