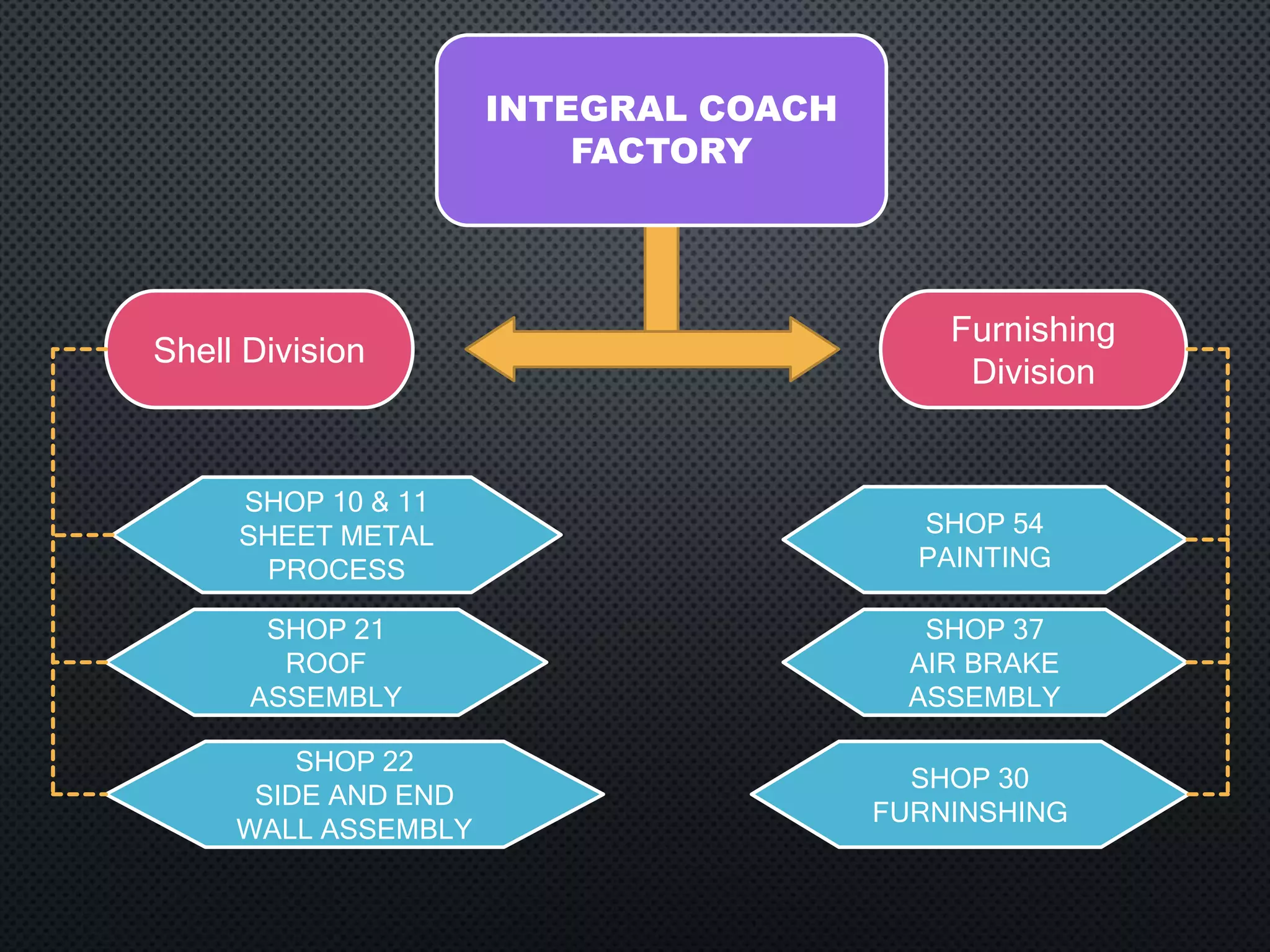
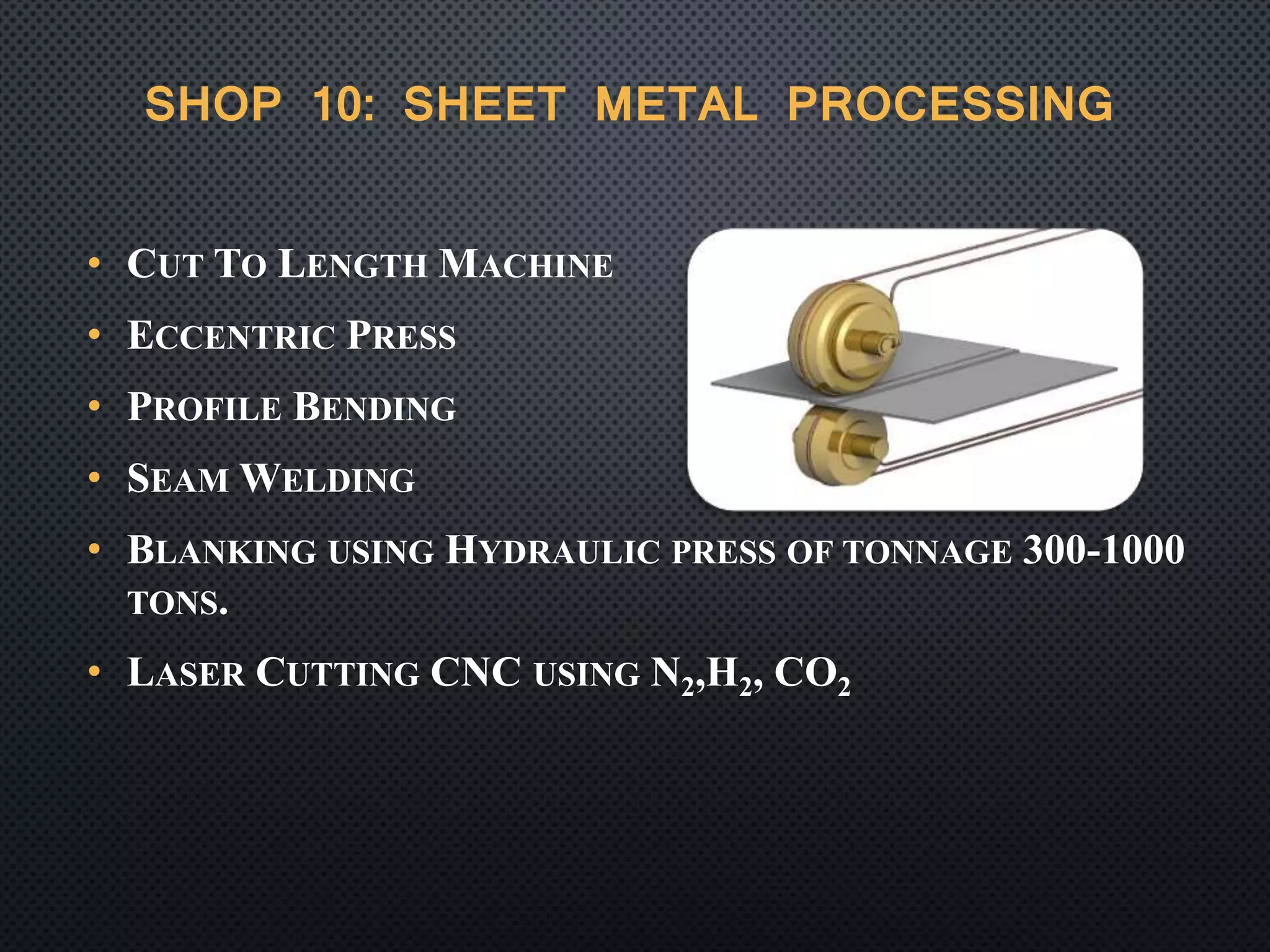
The Integral Coach Factory (ICF) in Chennai, established in 1951, is the sole manufacturer of rail coaches for Indian Railways, producing around 1,500 coaches annually. It employs approximately 13,000 people and has manufactured a total of 50,000 coaches as of August 2015. The document details various manufacturing processes and assembly shops involved in the production of different railway coach types, including metal processing, assembly, furnishing, braking systems, and painting.