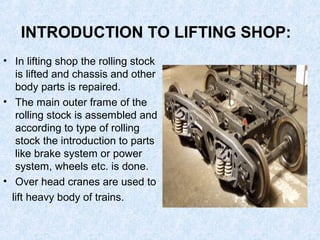
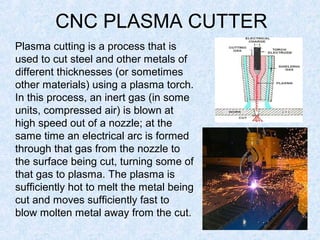
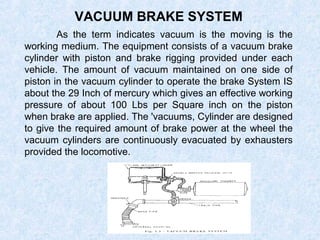
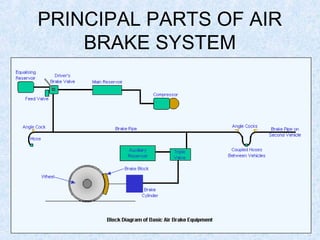
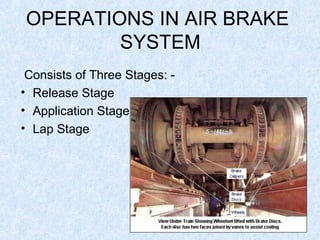
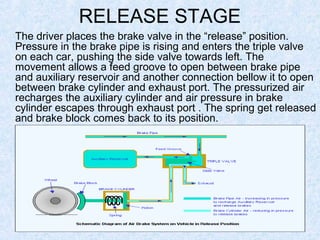
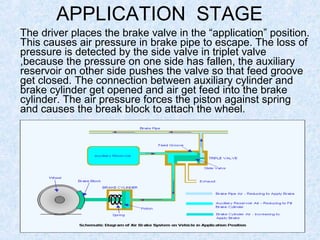
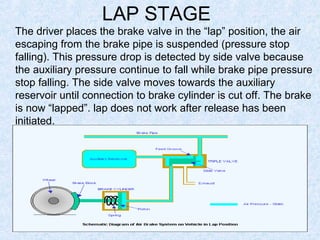
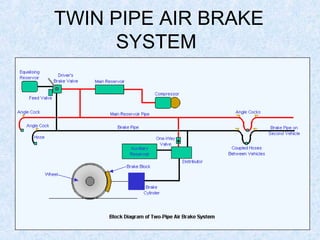
This document provides a summary of a training report presentation on the Carriage & Wagon Workshop in Jagadhri. It introduces the workshop, describing its founding in 1952 and responsibilities of repairing rolling stock. It then describes some of the main shops on the workshop including bogie, wheel, and paint shops. It further discusses the lifting shop and how rolling stock is assembled and parts introduced. It classifies different types of rolling stock and describes braking systems, focusing on vacuum and air brakes including their principal parts and operations in release, application, and lap stages. CNC plasma cutting is also introduced.