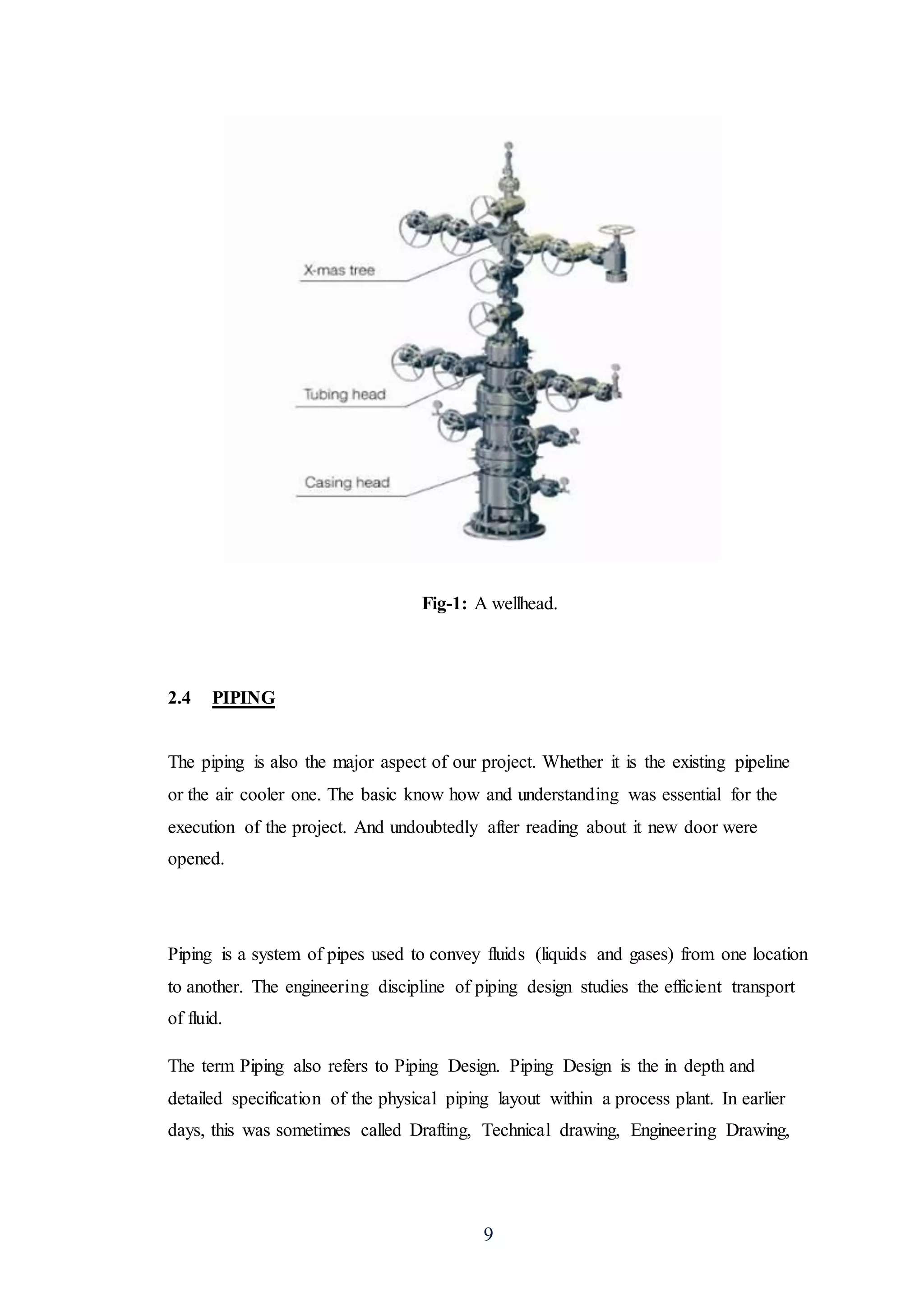
This document provides an overview of a project to install an air cooler on an existing well head facility. It discusses the project scope, aims, and objectives which are to reduce costs by allowing gas transfer through carbon steel piping using an air cooler. It then describes research conducted on air coolers, the different types including shell and tube, plate, regenerative, and adiabatic wheel heat exchangers. Finally, it discusses wellheads, their main components such as the casing head, tubing head, and Christmas tree, and their functions in regulating extraction of hydrocarbons from underground formations.