The document provides information on heat treatment processes for steel, including:
- TTT diagrams show the relationship between temperature and time for decomposition transformations under isothermal conditions.
- Construction of TTT diagrams involves isothermally heating and quenching many small steel specimens to determine reaction curves.
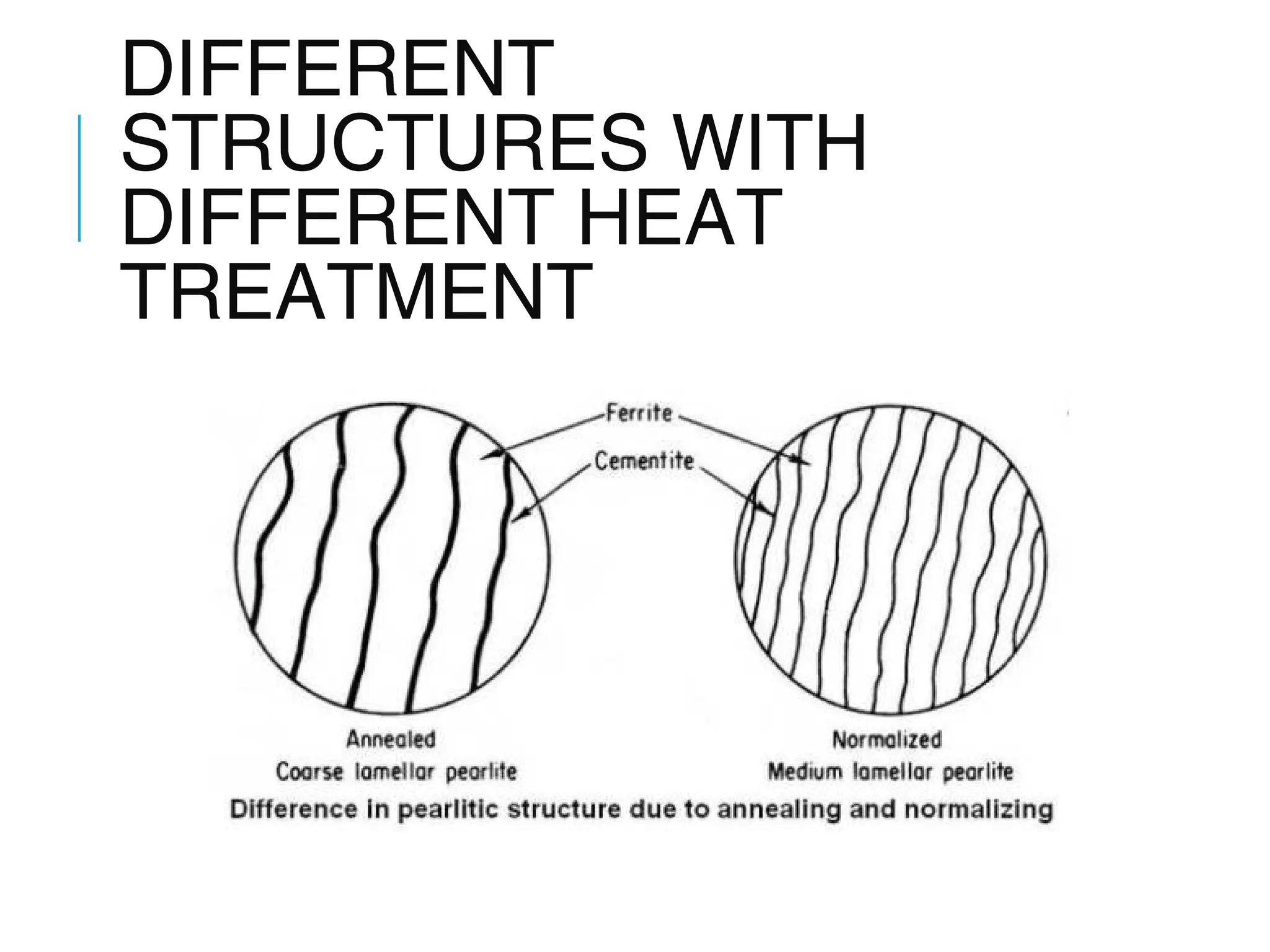
- Common heat treatments include annealing, normalizing, hardening and tempering. Annealing relieves stresses while normalizing refines grains. Hardening forms martensite to increase hardness but tempering is required afterwards to improve properties.