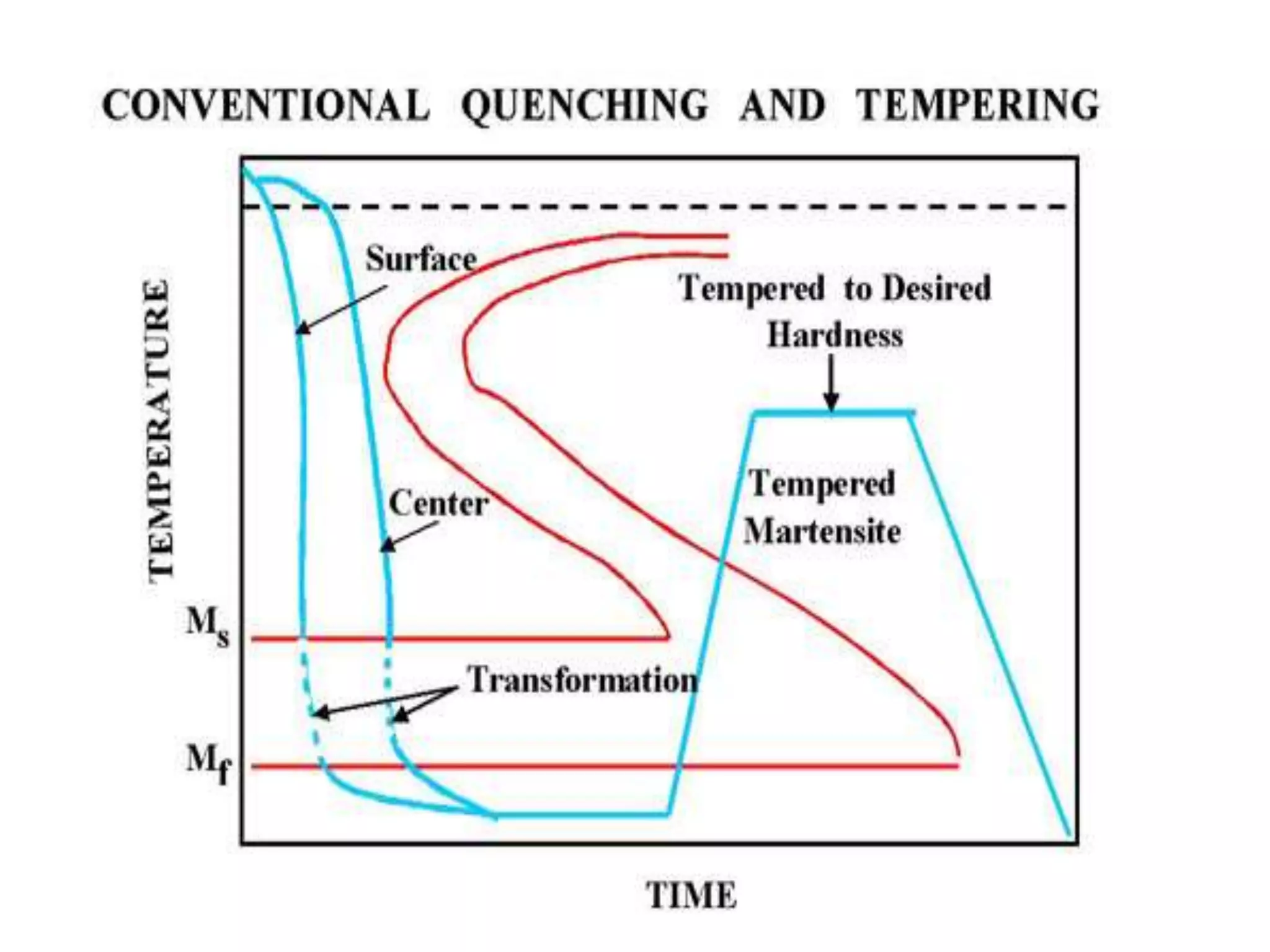
The document discusses various heat treatment processes used to alter the properties of metals and alloys. It describes processes like annealing, normalizing, hardening, and tempering. Annealing is used to relieve stress, soften metals, and refine grain size. Normalizing produces a uniform structure and relieves stresses. Hardening involves heating metal and rapidly cooling to produce martensite for hardness. Tempering is then used to reduce brittleness caused by hardening. The document also discusses diagrams like TTT and CCT that are used to determine the effects of different cooling rates on microstructure formation.