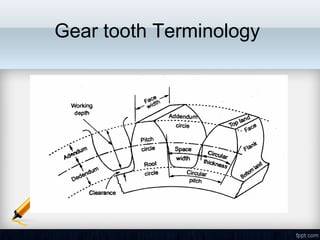
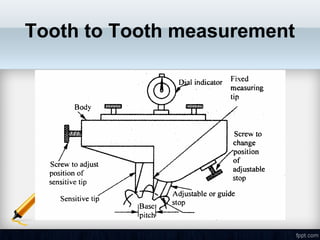
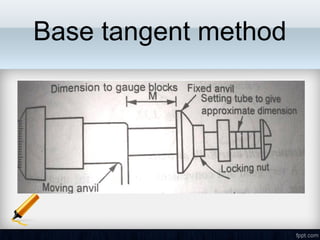
This document provides information on measuring various geometric features of screw threads and gears. It discusses measuring the major diameter, minor diameter, pitch, and other elements of threads using instruments like micrometers, thread gauges, and comparators. For gears, it describes measuring runout, pitch, profile, backlash, tooth thickness, and alignment using devices like dial indicators, involute measuring machines, and angular measurement techniques. The document also defines common terminology for screw thread and gear geometry.