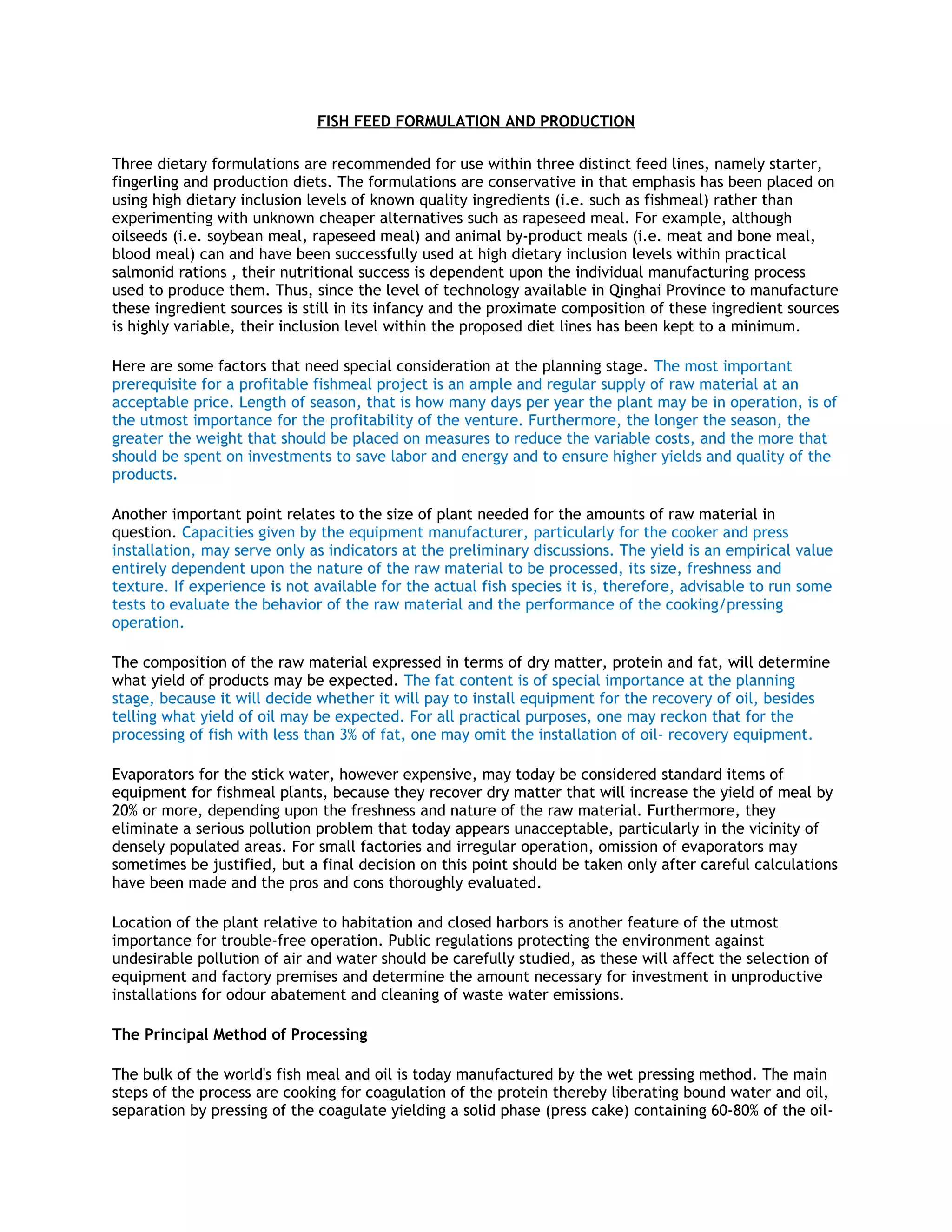
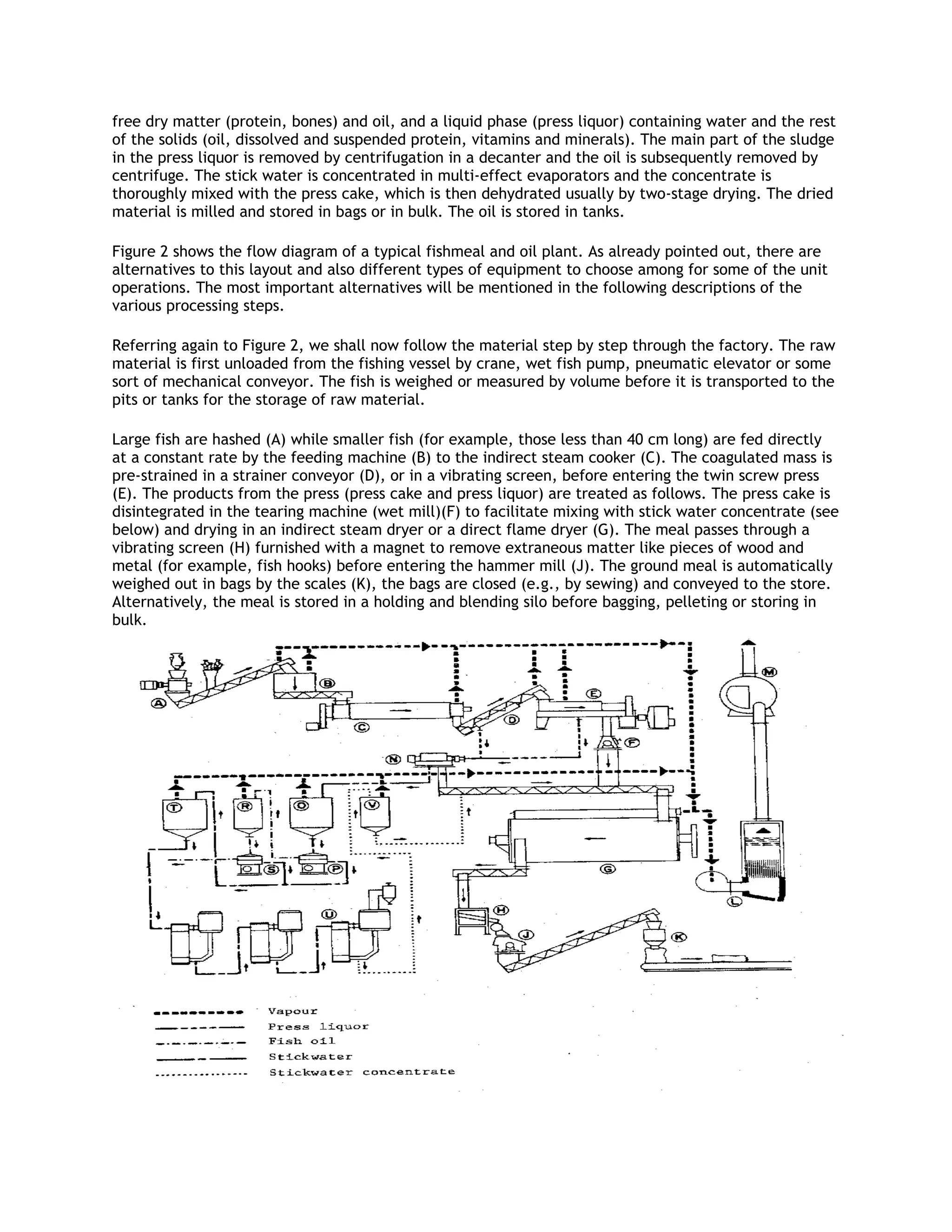
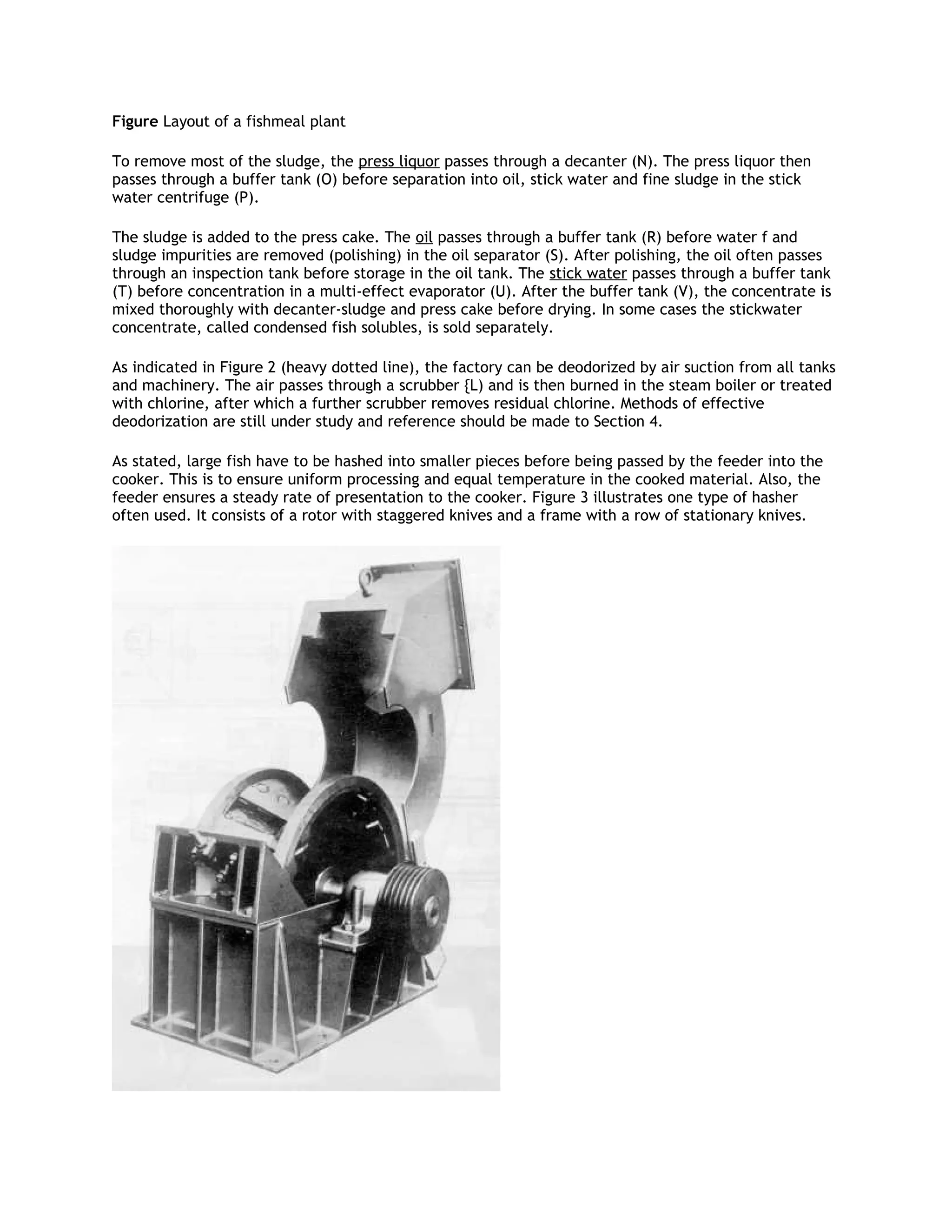
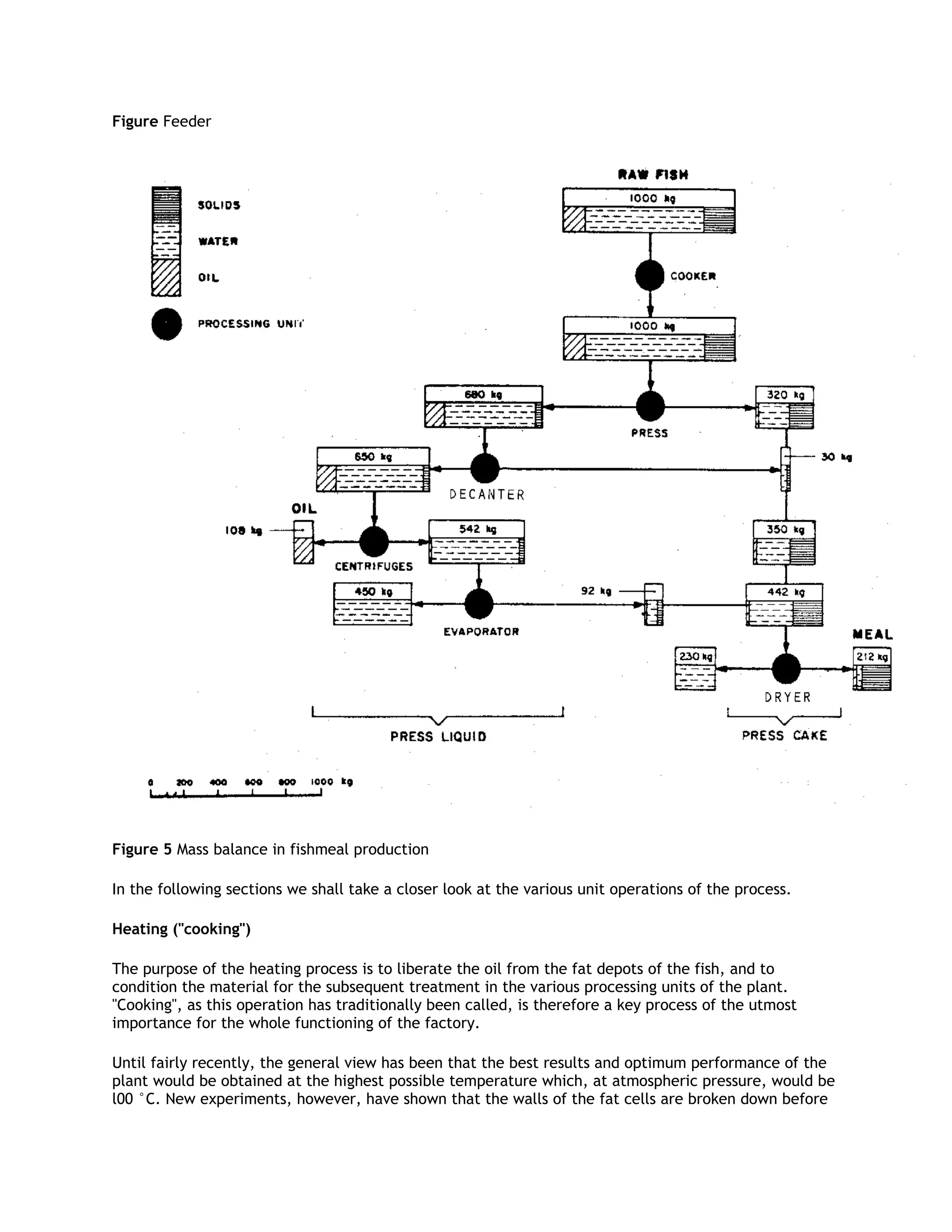
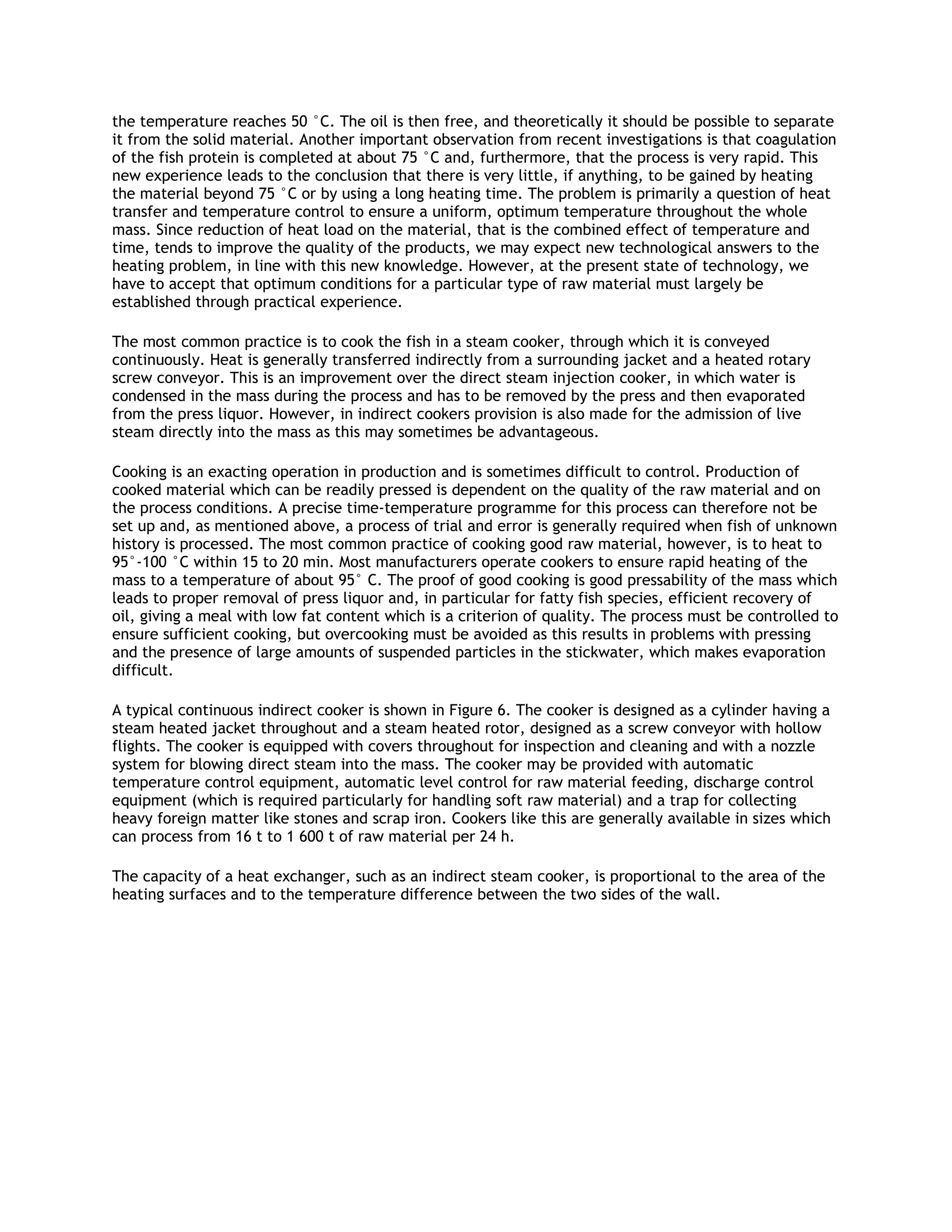
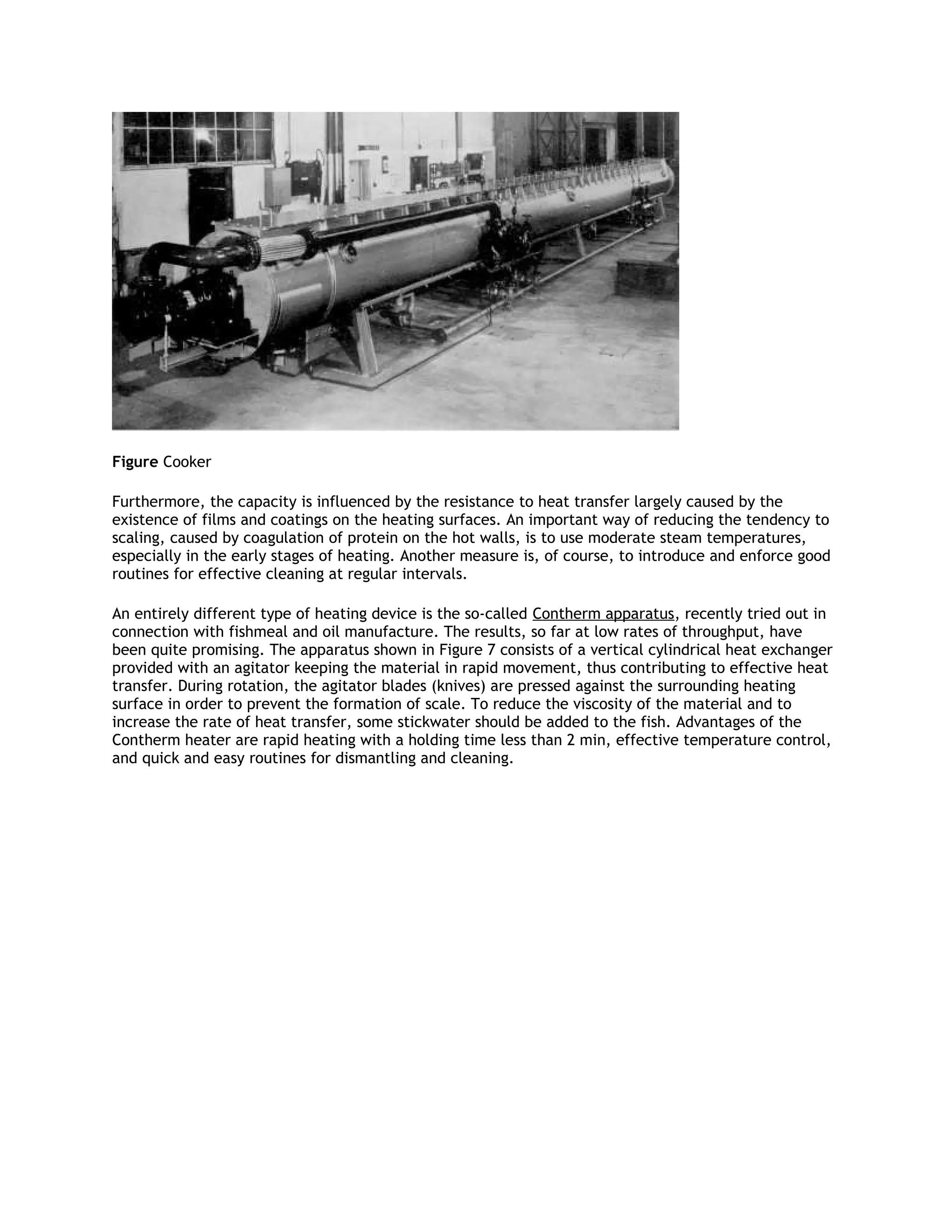
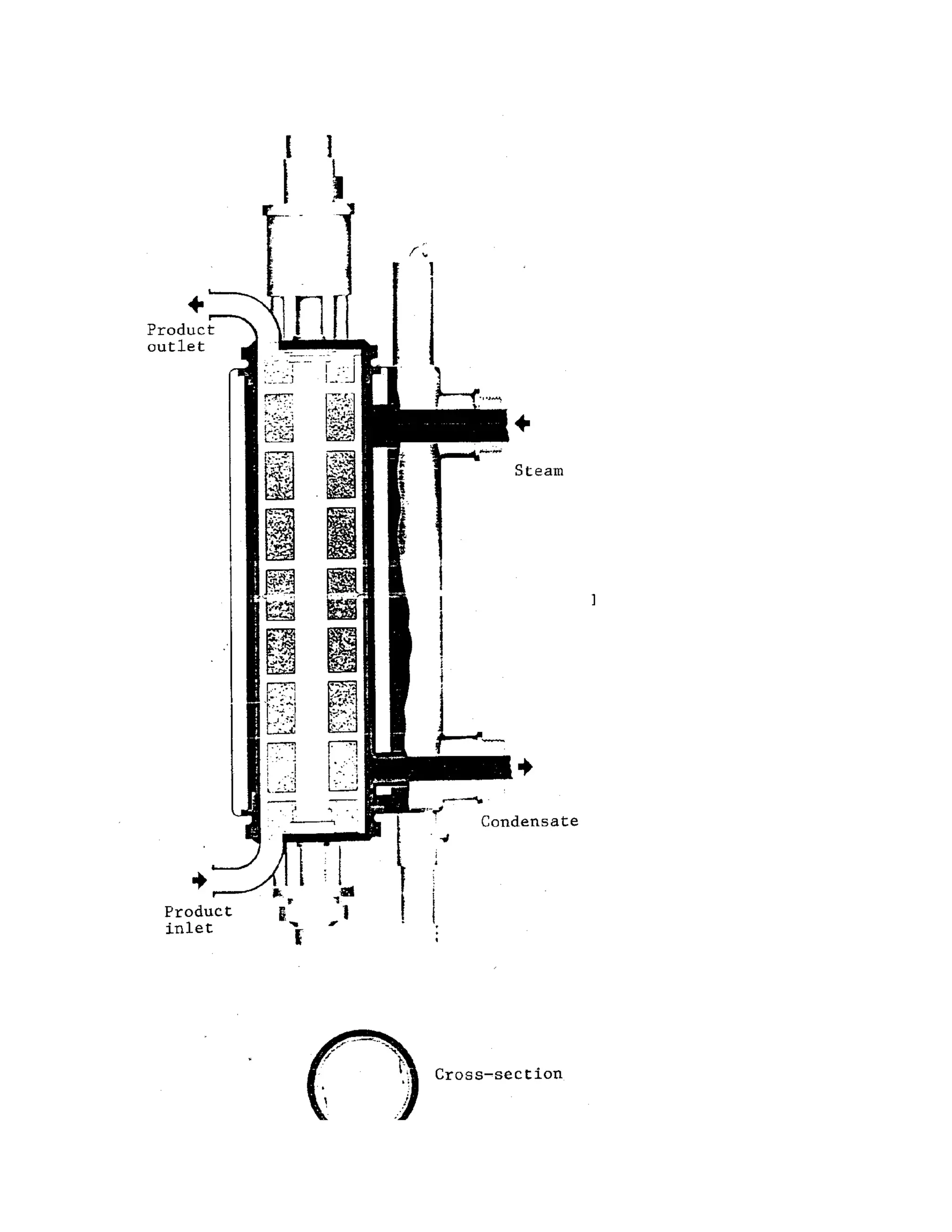
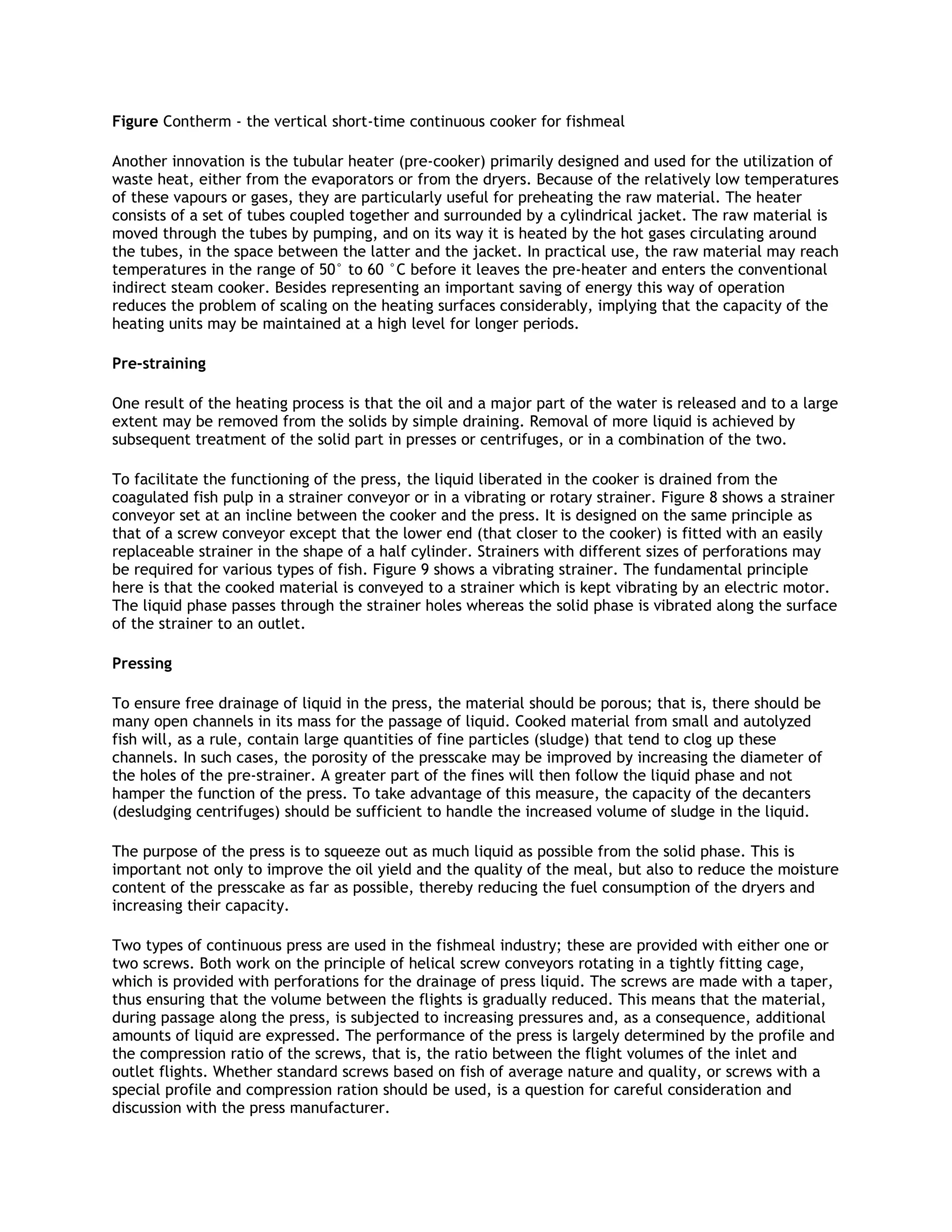
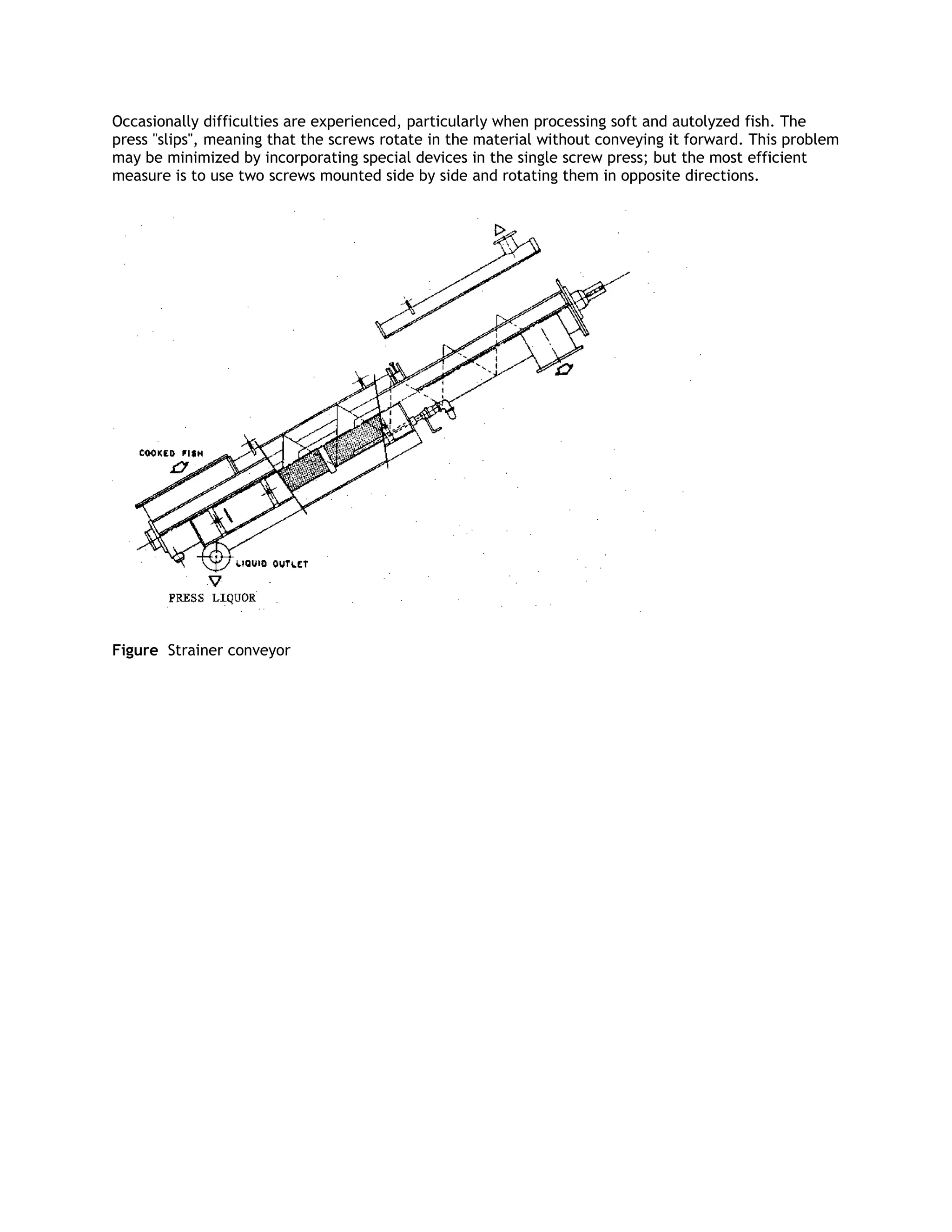
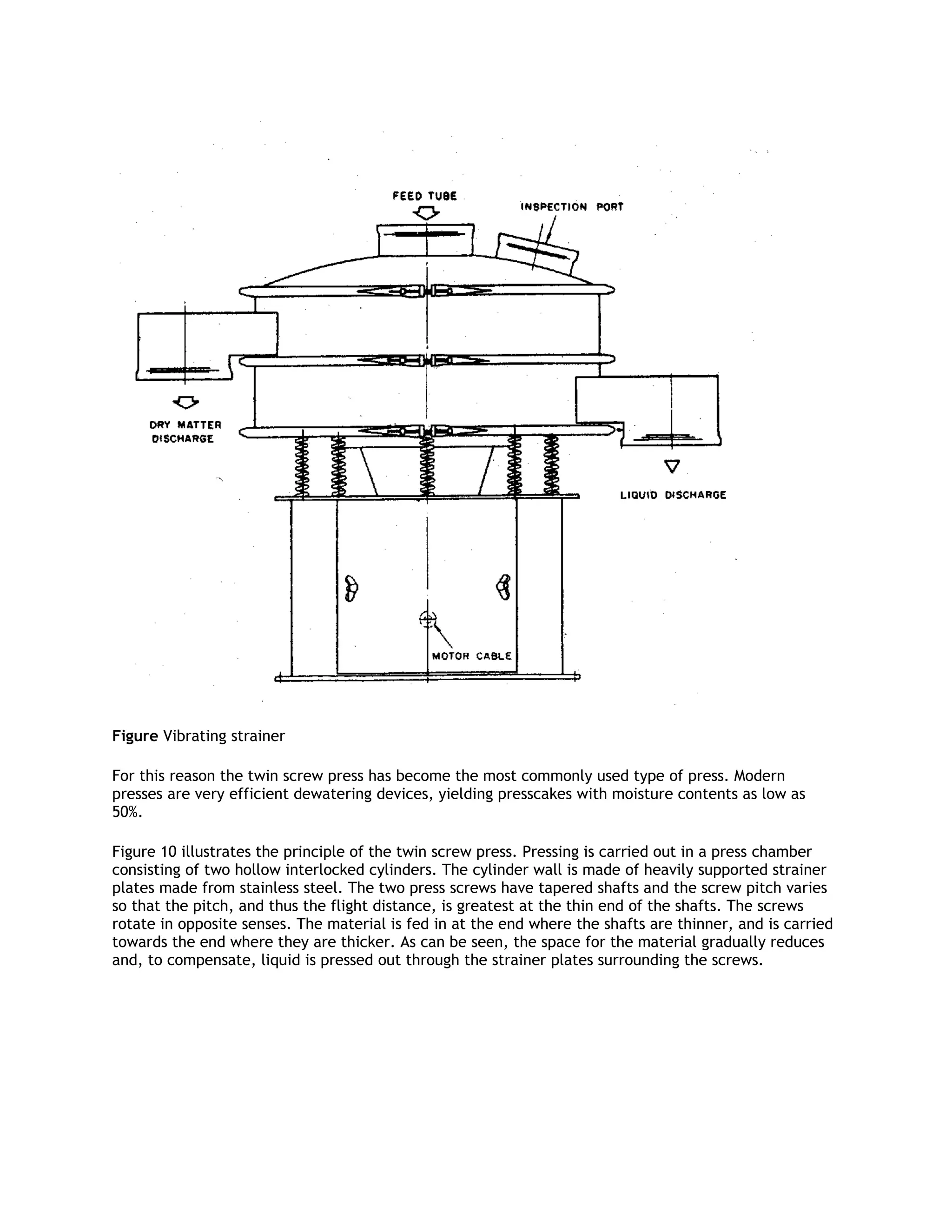
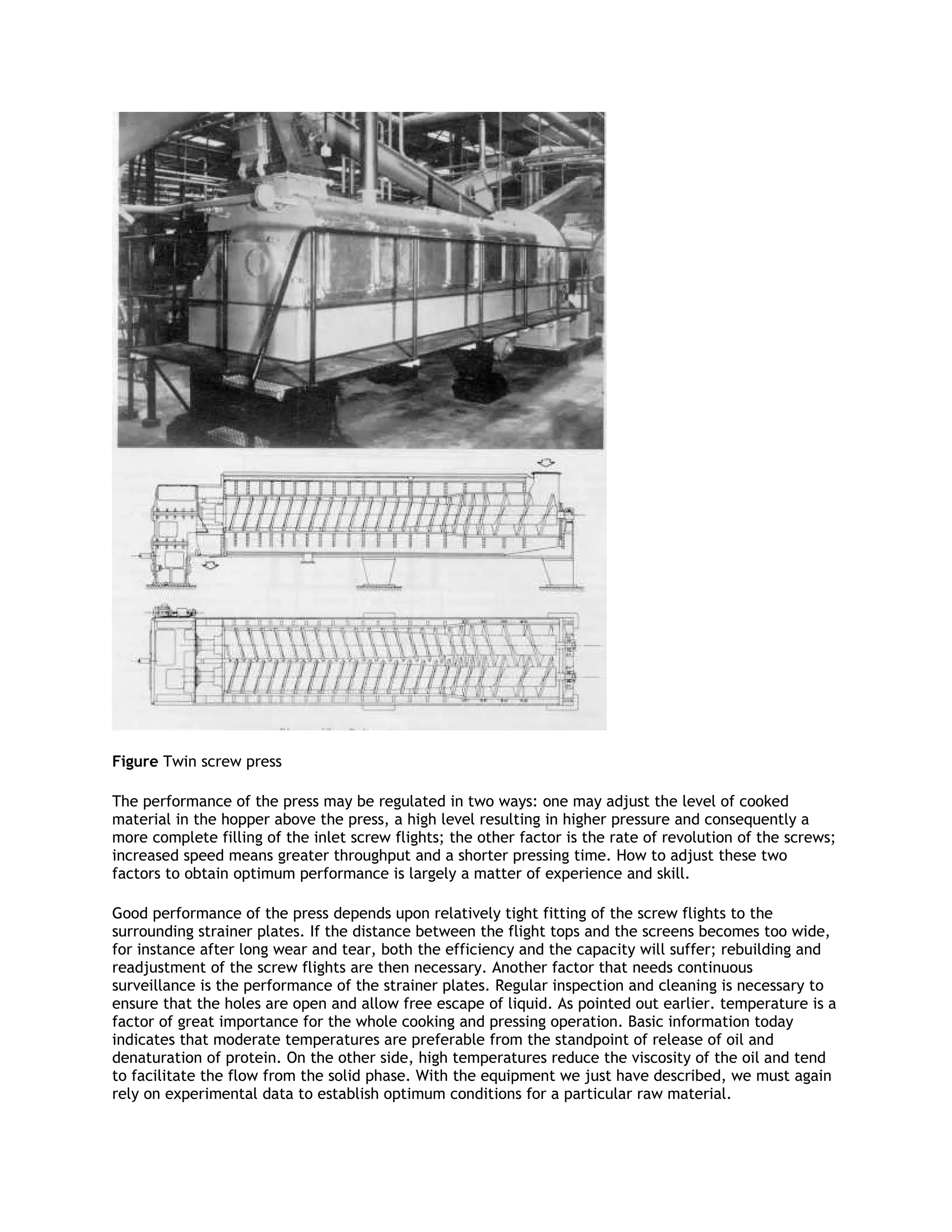
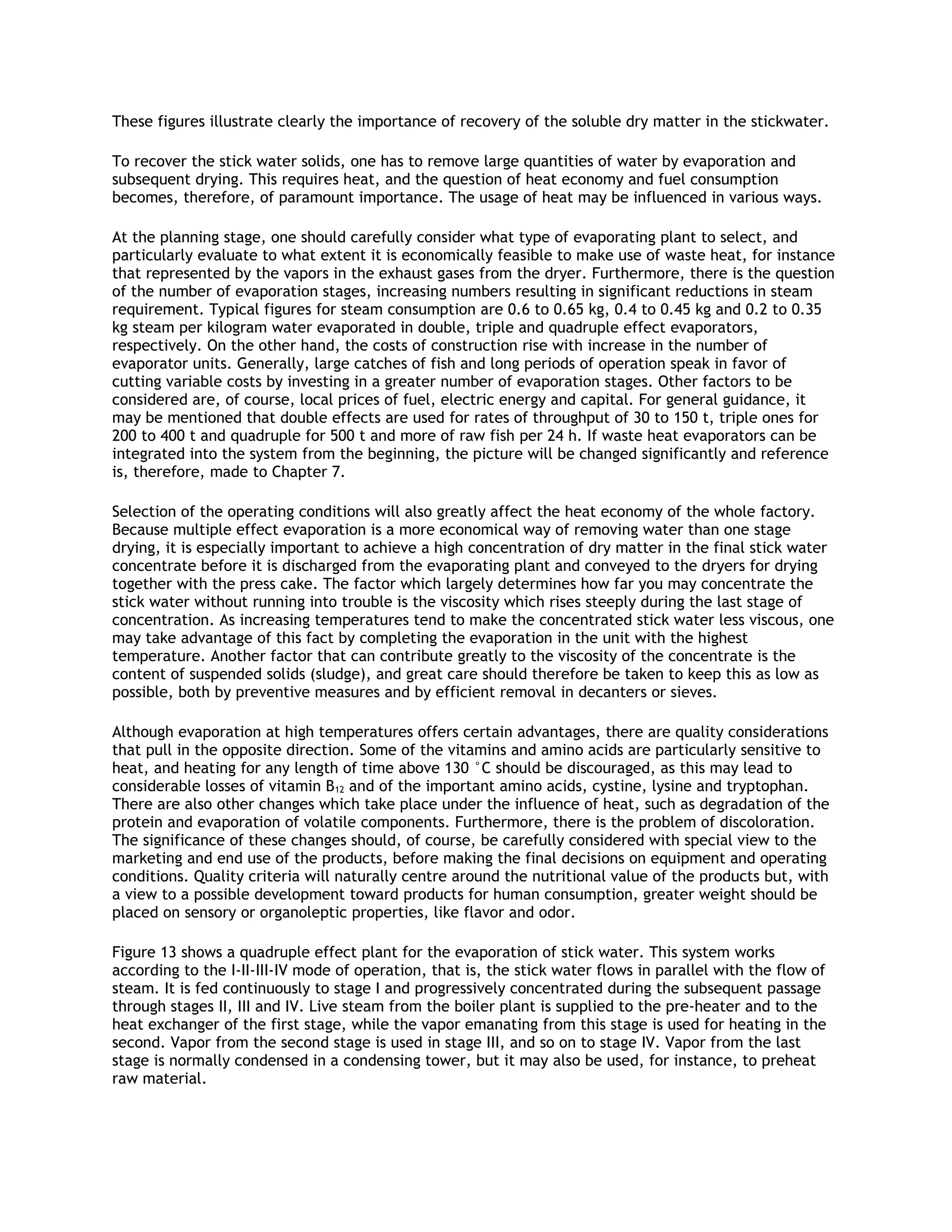
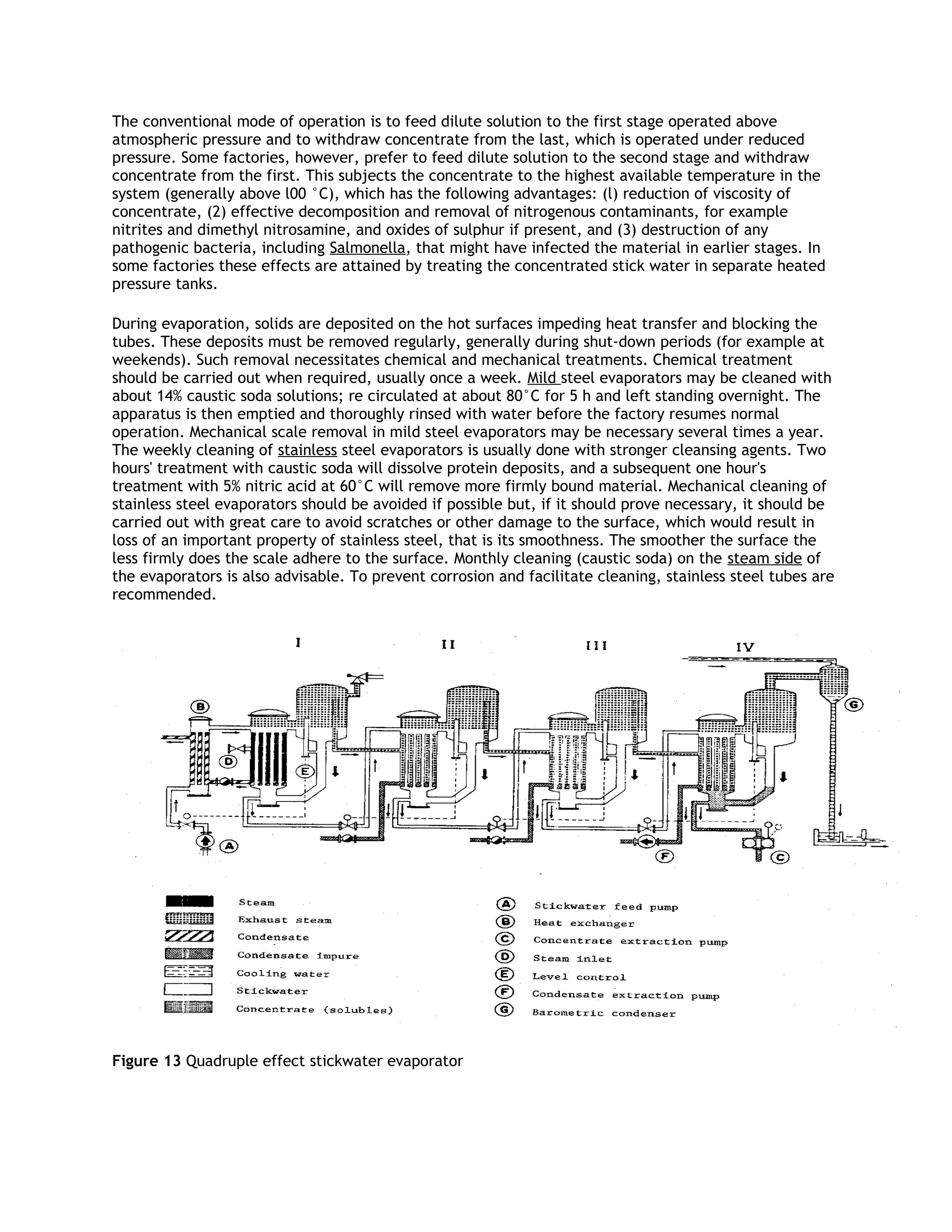
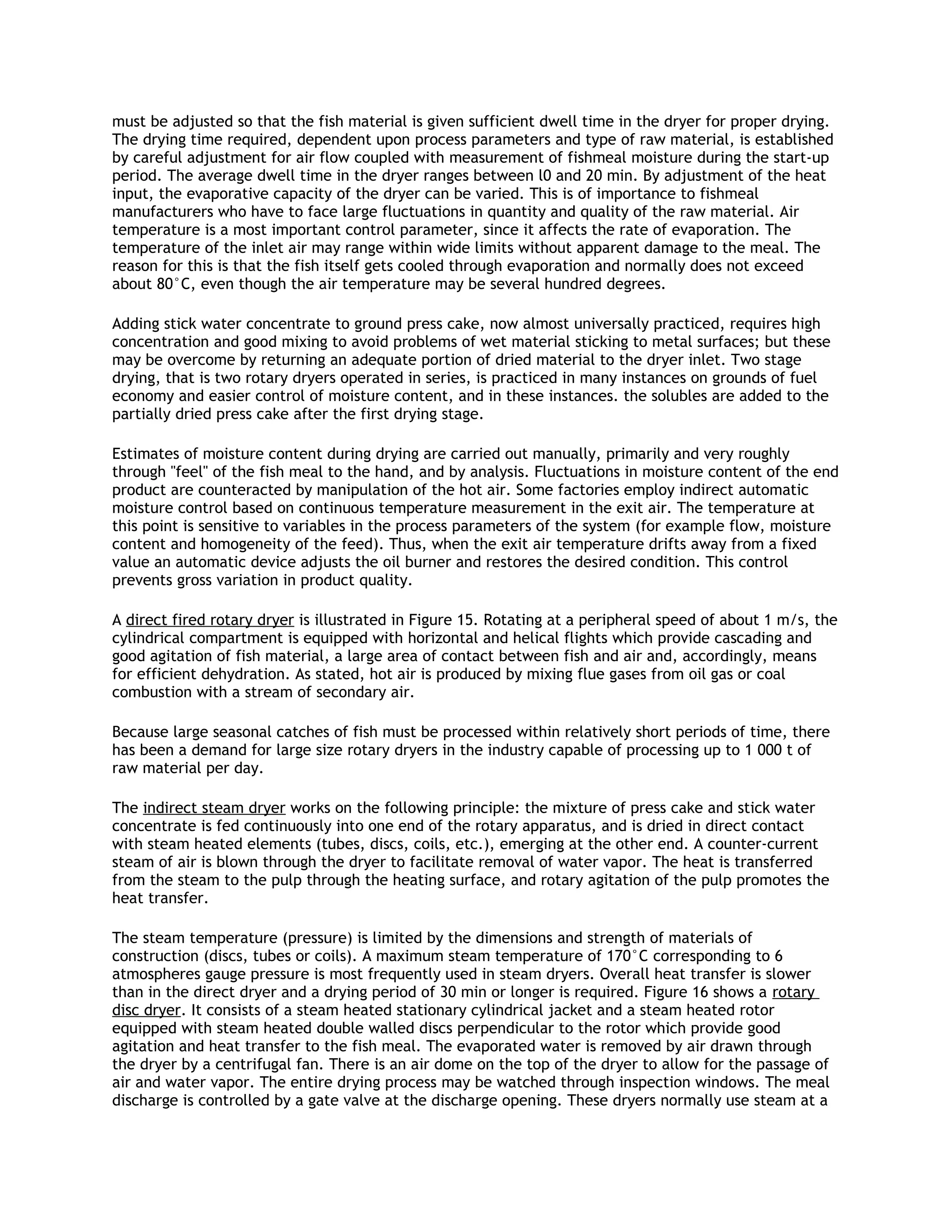
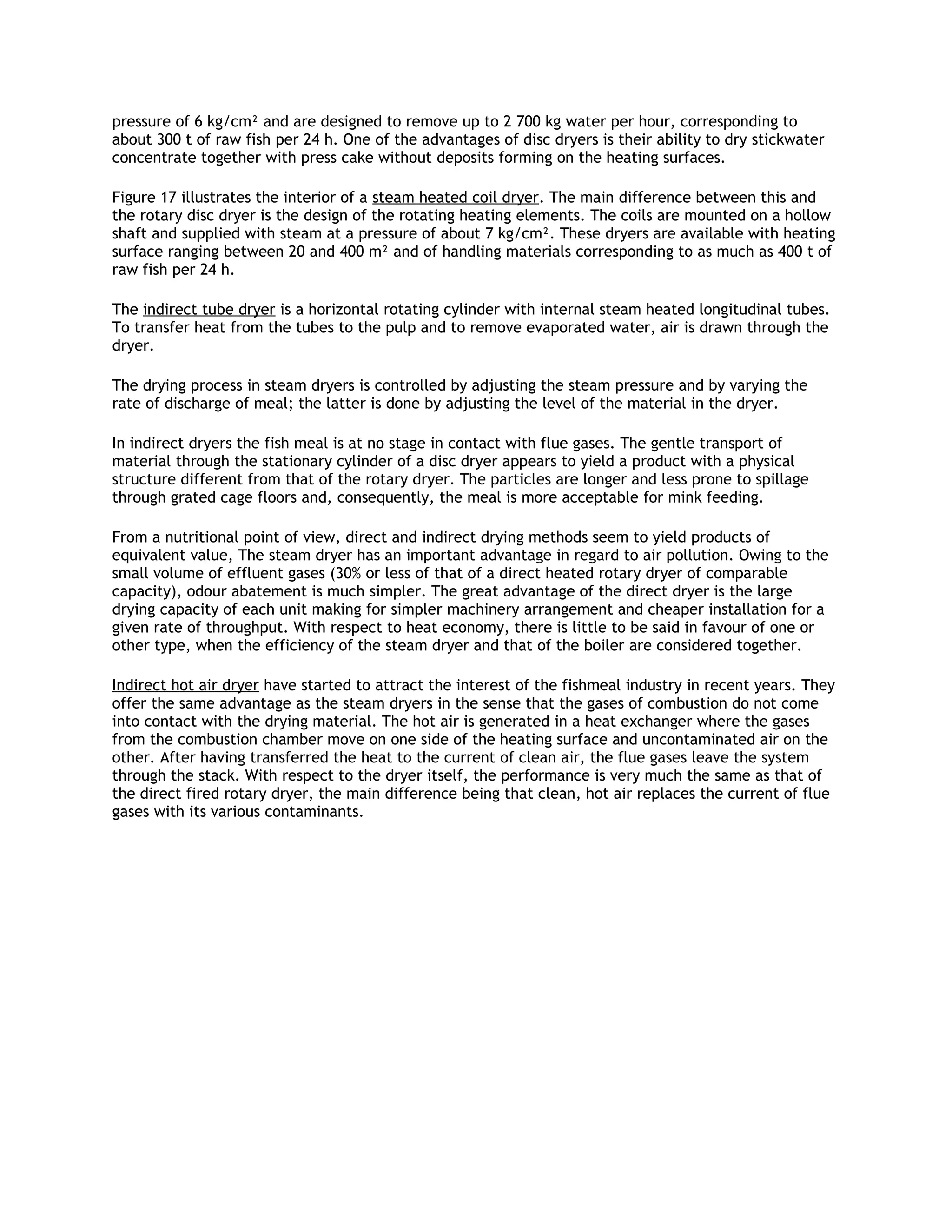
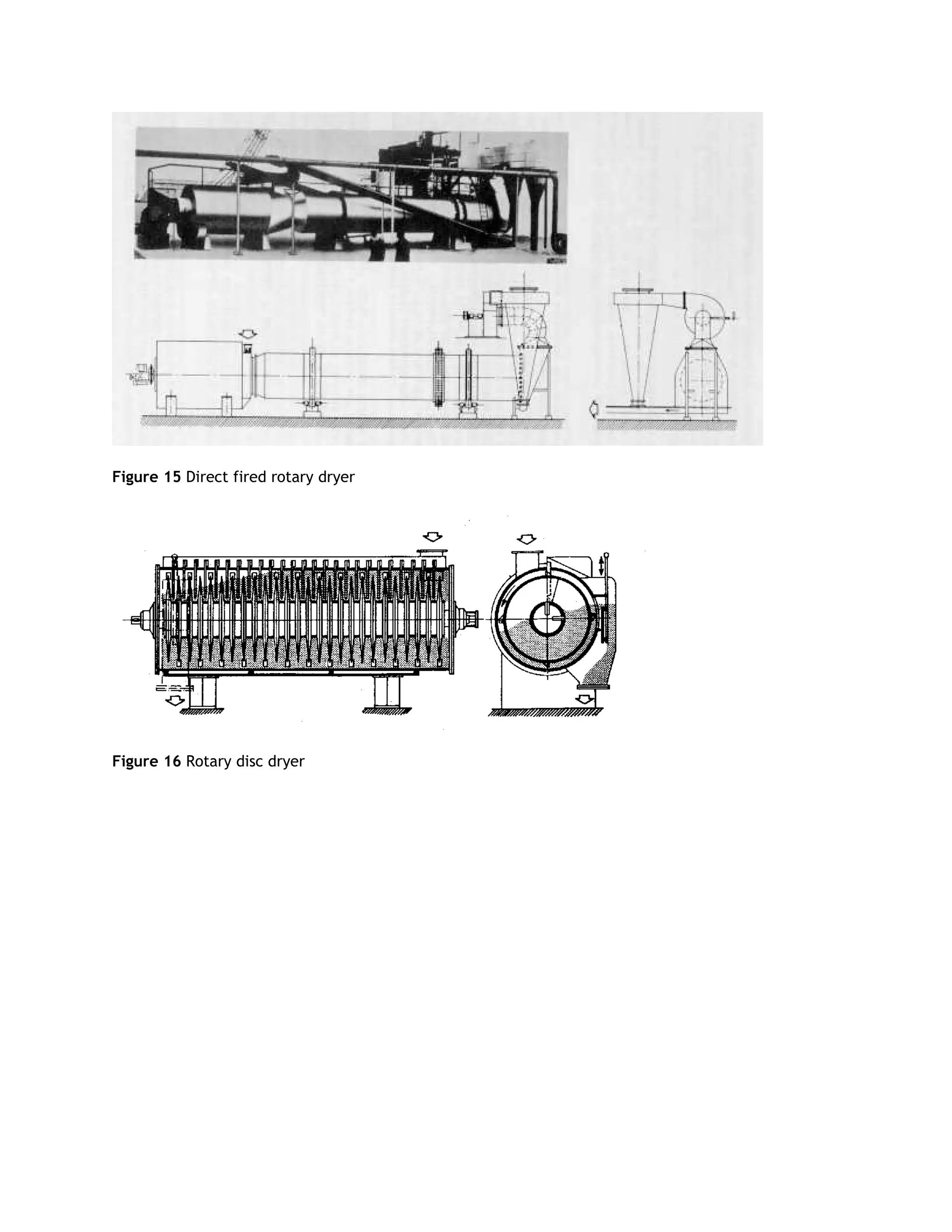
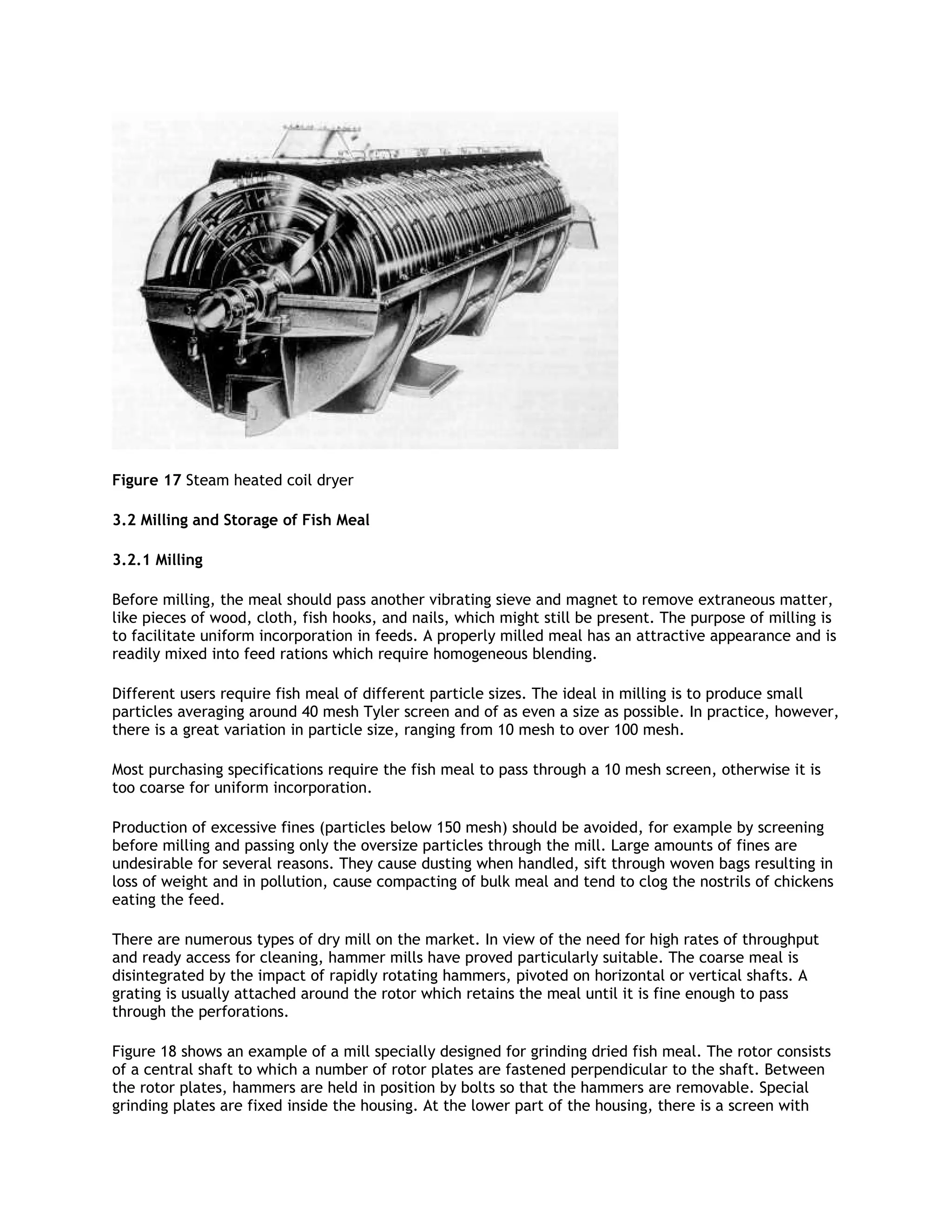
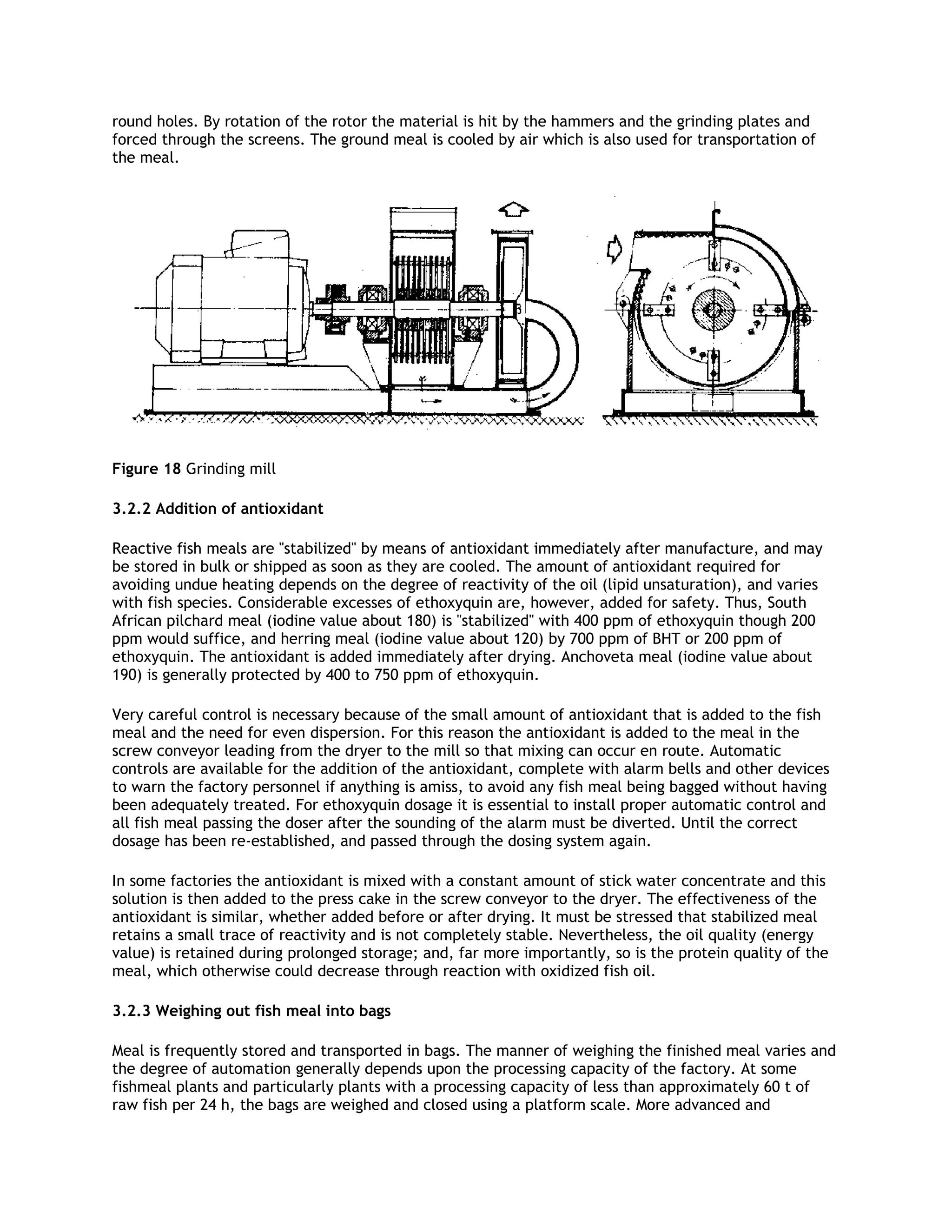
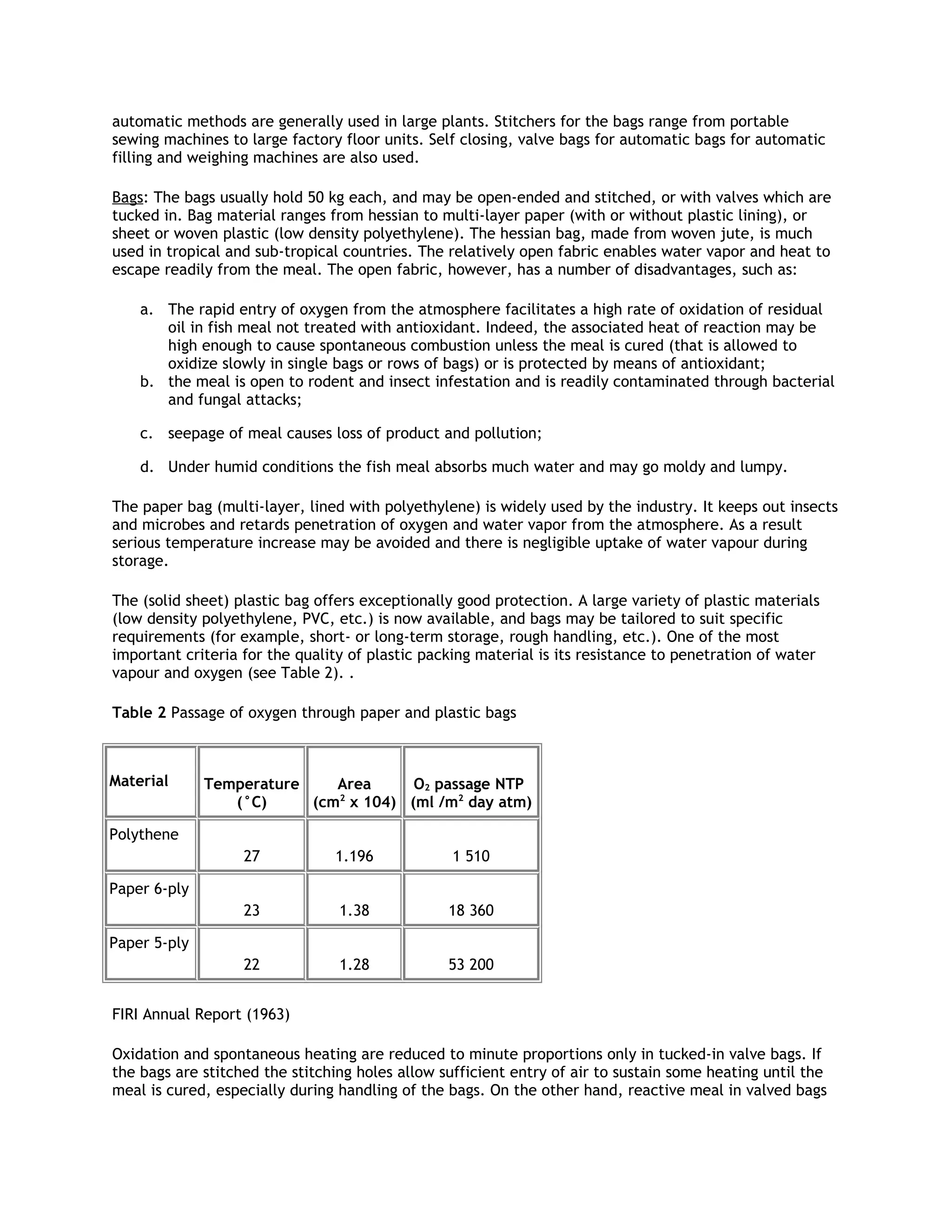
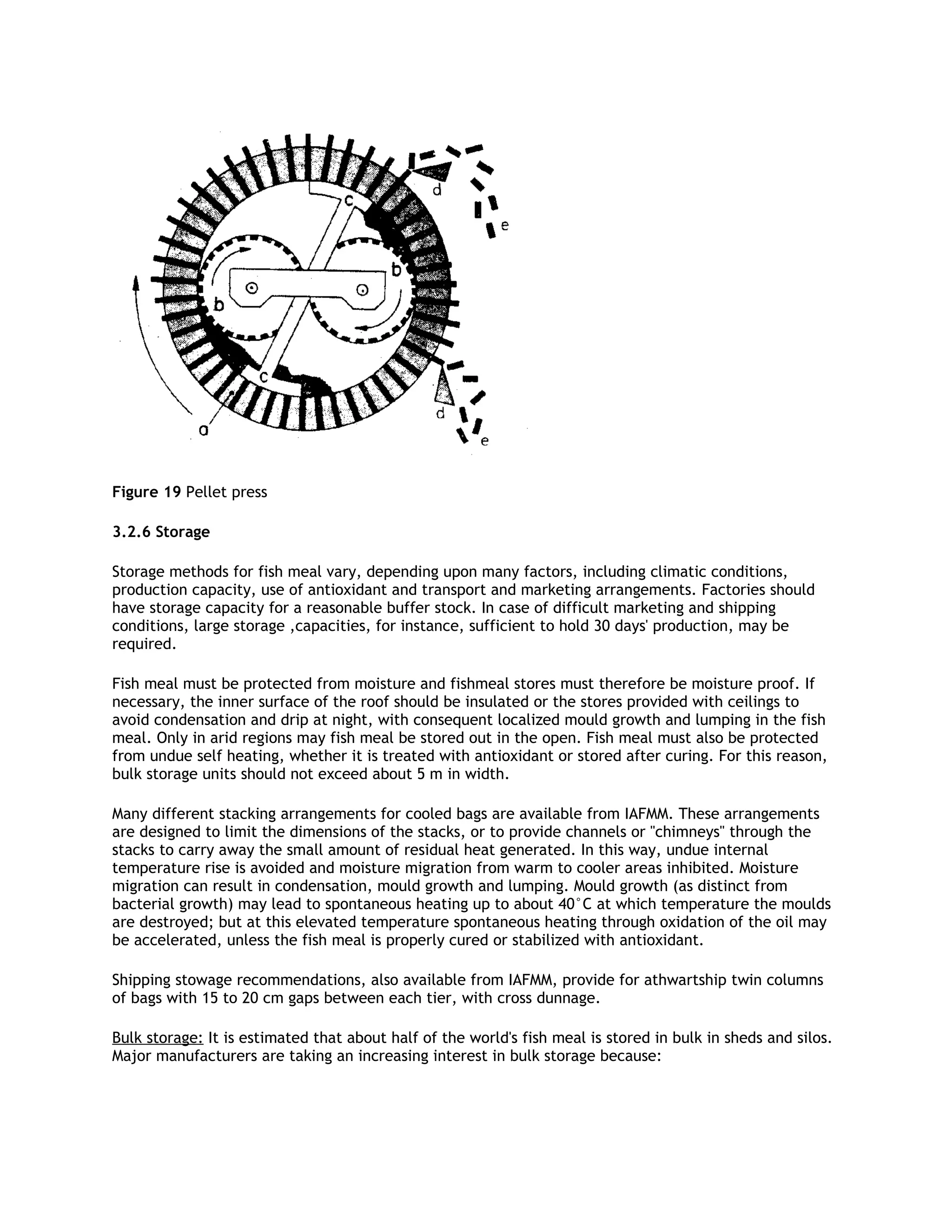


The document outlines fish feed formulation and production, recommending three dietary formulations for starter, fingerling, and production diets that prioritize high-quality ingredients like fishmeal over cheaper alternatives. Key considerations for profitable fishmeal projects include a consistent supply of raw materials, season length, plant size, and adherence to environmental regulations. It details the processing methods, equipment used, and operational guidelines to ensure optimal yields and product quality in fishmeal production.























































































