Downloaded 1,272 times





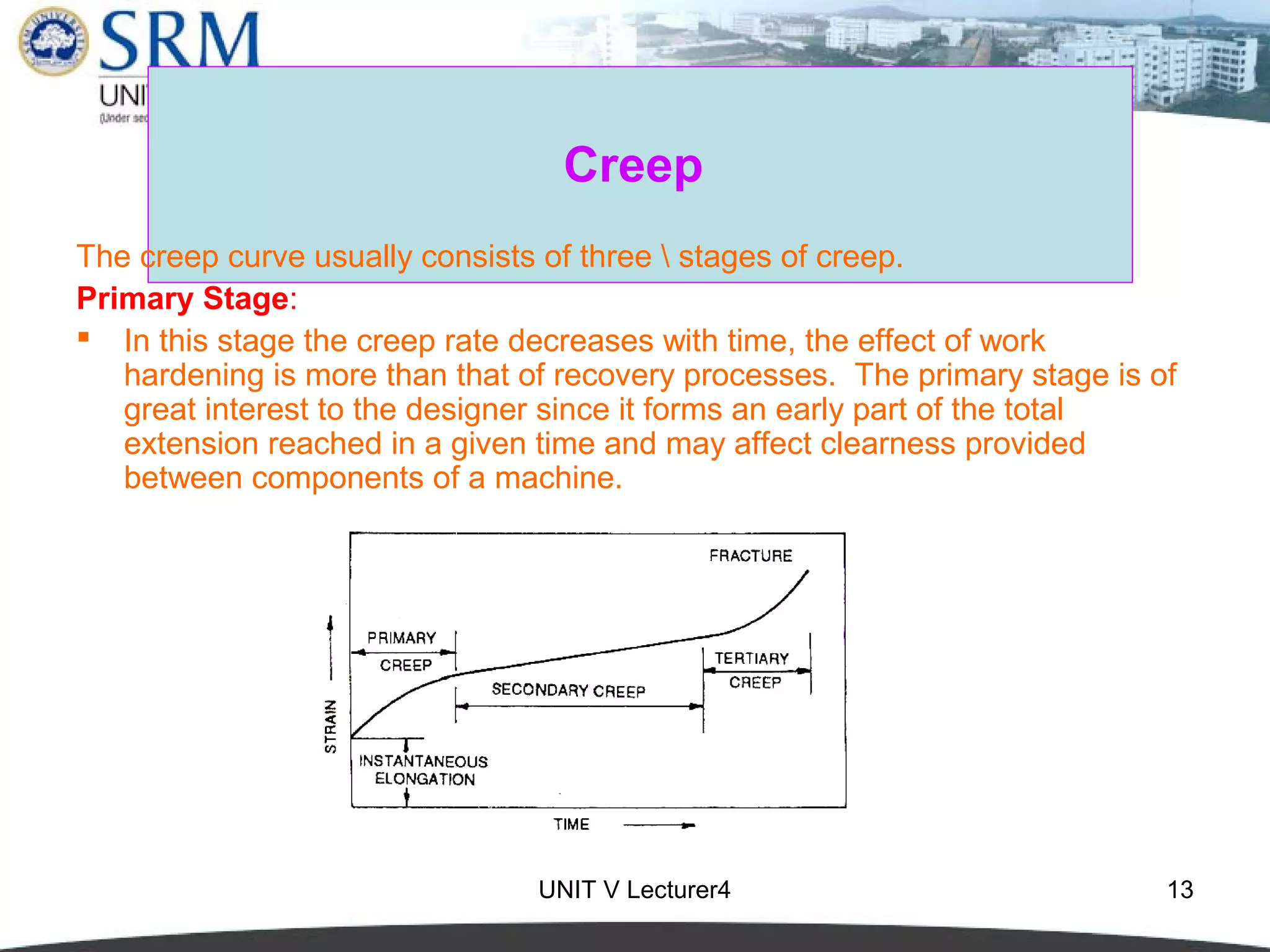



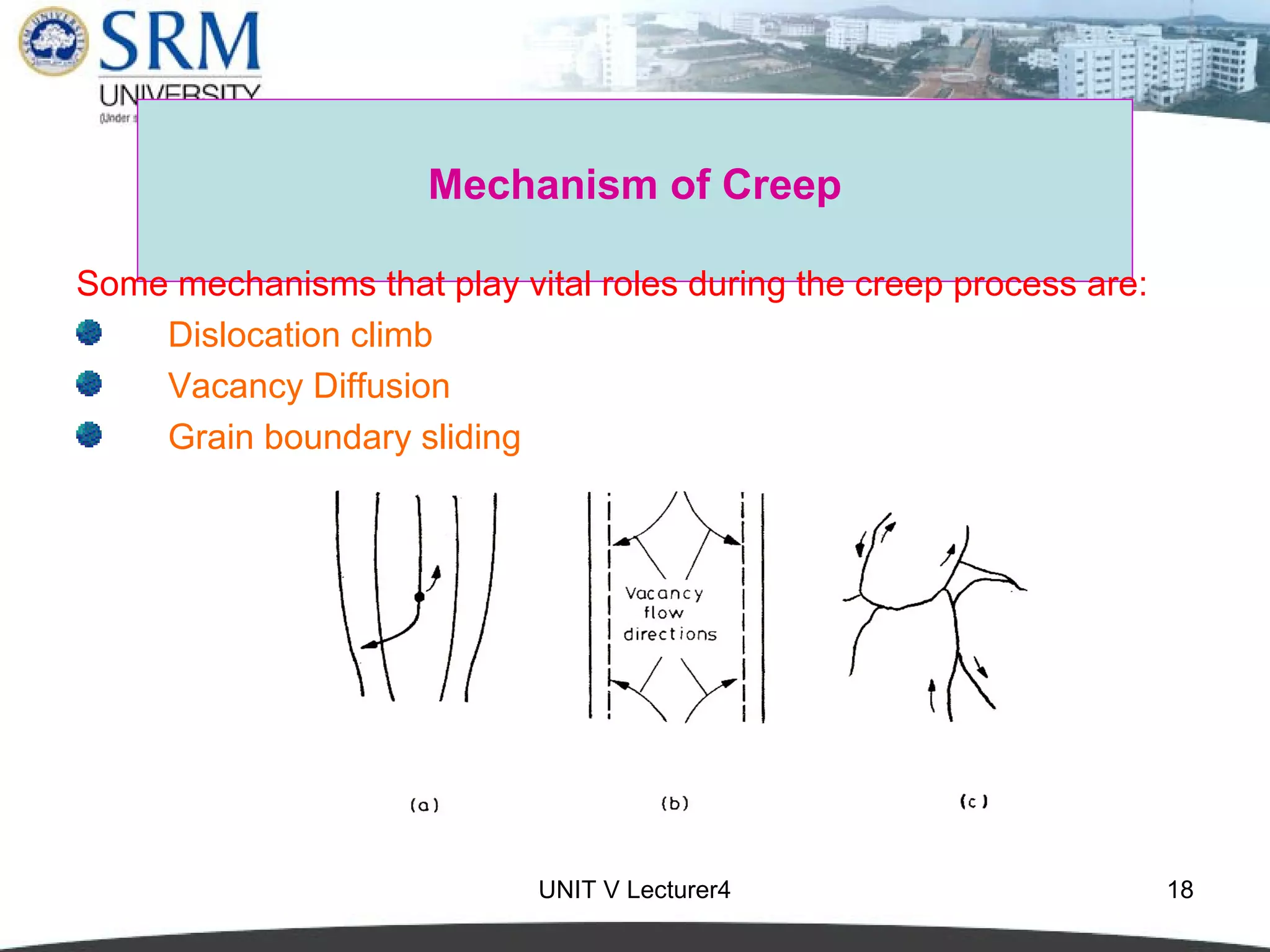

Fatigue and creep are fundamental mechanical properties of materials. Fatigue is the failure of a material caused by repeated application of cyclic stresses, even if the stresses are below the yield strength of the material. It can lead to loss of strength, ductility, and uncertainty in service life. Creep is the slow deformation of materials under a constant load at high temperatures. Creep deformation occurs in three stages - primary, secondary, and tertiary. Factors like temperature, grain size, heat treatment, and alloying elements affect the fatigue and creep properties of materials. Mechanisms like dislocation climb, vacancy diffusion, and grain boundary sliding contribute to creep deformation at high temperatures.



































































