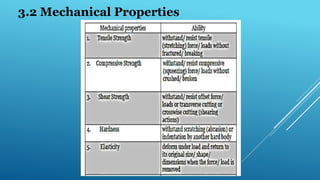
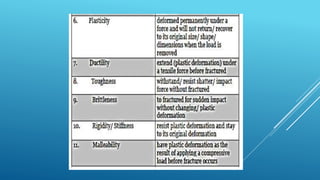
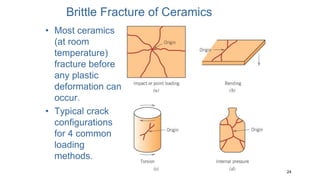
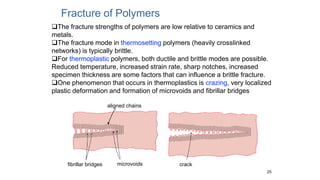
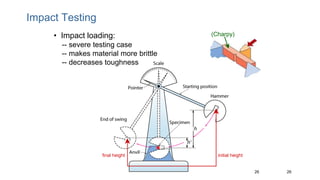
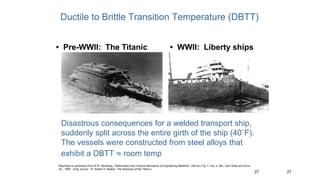
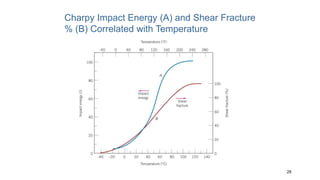
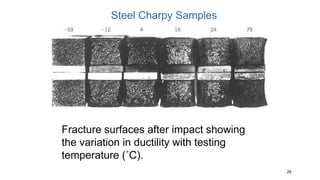
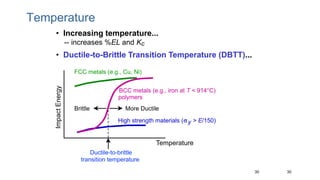
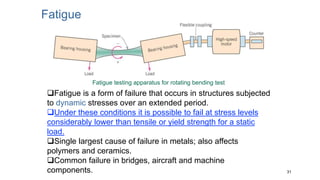
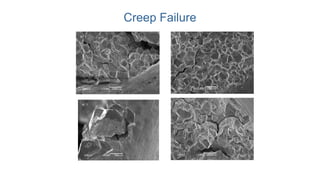
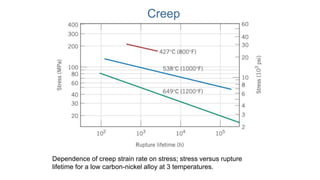
This document summarizes various mechanical properties and failure modes of materials. It defines physical, thermal, and mechanical properties. Thermal properties describe a material's response to heat, such as heat capacity and thermal expansion. Mechanical properties describe how a material reacts to forces and include properties like toughness, hardness, and elasticity. Failure modes like fracture, fatigue, and creep are also discussed. The document contrasts ductile and brittle failure, and describes how properties vary with temperature for different materials. It provides examples of different fracture surfaces and discusses fracture mechanics concepts.