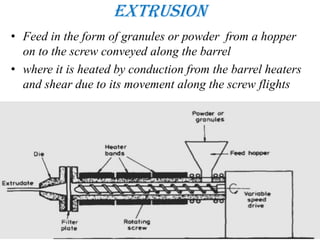
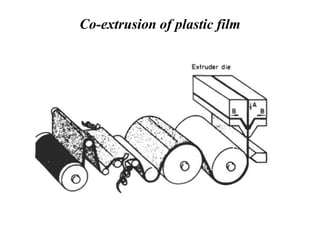
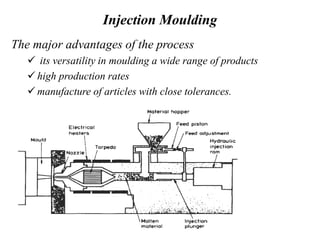
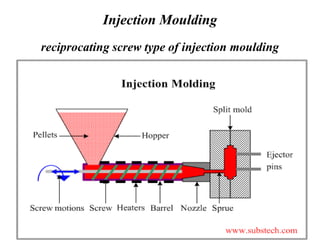
This document provides an overview of plastic processing techniques. It discusses extrusion and injection molding in detail. For extrusion, it describes the single screw and twin screw extruder mechanisms, as well as various extrusion processes like profile production, film blowing, and blow molding. For injection molding, it outlines the process which involves melting plastic and injecting it into a mold cavity. It also describes the main components of injection molding machines like barrels, screws, nozzles, molds, runners, and vents.