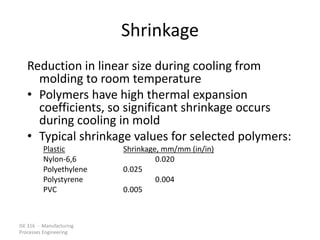
The document provides an overview of manufacturing processes for shaping plastics, focusing on polymer melts, extrusion, molding, and casting techniques. It highlights the significance of plastic shaping due to its versatility, energy efficiency compared to metals, and variety in produced geometries. Additionally, it discusses different types of plastics (thermoplastics and thermosets), their processing properties, and specific processes like injection molding and compression molding.