The document provides an introduction to predictive maintenance. It outlines the objectives of the course, which are to define predictive maintenance programs and various condition monitoring techniques, including vibration analysis, lubrication analysis, ultrasonic analysis, and thermographic analysis. The agenda covers topics such as predictive maintenance, maintenance planning, vibration analysis, and thermal analysis. The document then begins discussing predictive maintenance in more detail, defining preventative maintenance, predictive maintenance, and condition monitoring. It explores patterns of equipment failure and how to monitor equipment condition.






























































































































































































































![Lubrication Check Example
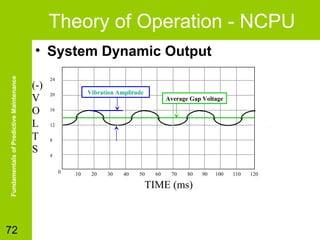
Fundamentals of Predictive Maintenance
Ejercicios de ¿Qué Pasa Si? y de Diagnóstico y Solución de Problemas
226
Hand
grease
square slide
shaft and
worm shaft
(Monthly)
1 to 2
pumps per
shaft of
(Mobil
XHP222)
Grease
support
wheel
bearings
(Quarterly)
1 to 2
pumps with
(Mobil
XHP222)
Grease Variable Pitch Pulley
(Quarterly) 1 to 2 Pumps of
(Mobil XHP222)
Hand Oil Roller Chain,
[behind guard] (Quarterly)
(LPS) (24810)
Check
Windup
Gear Boxes
(Quarterly)
Oil type
ISO360
(Mobil Gear
636)](https://image.slidesharecdn.com/predictivemaintenance-140114170533-phpapp02/85/Predictive-maintenance-226-320.jpg)