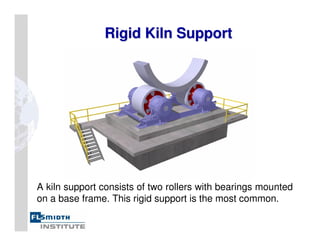
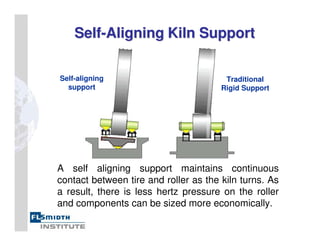
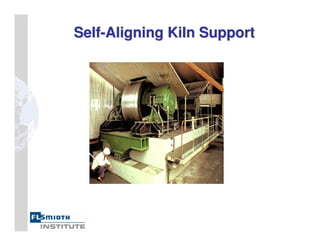
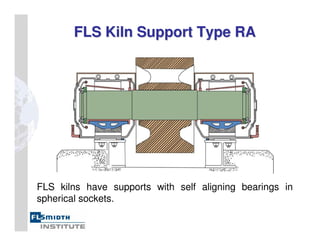
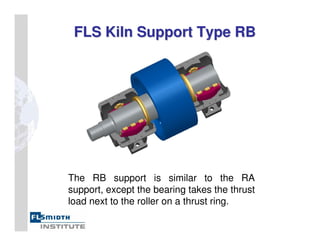
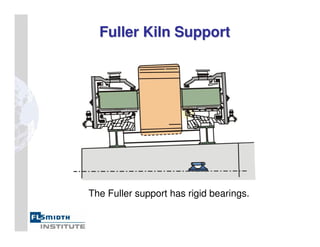
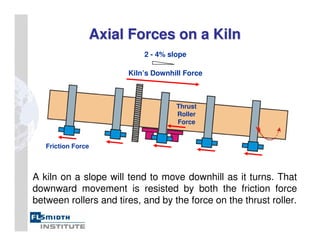
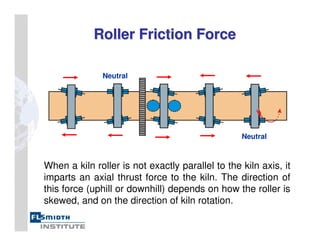
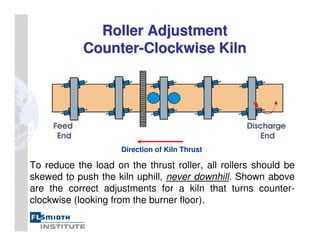
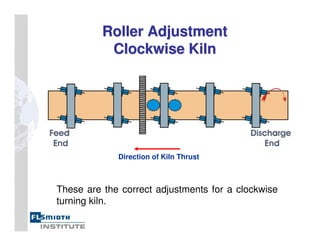
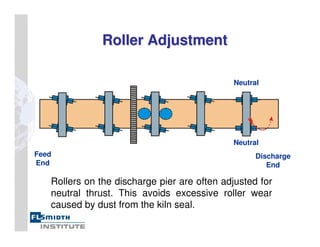
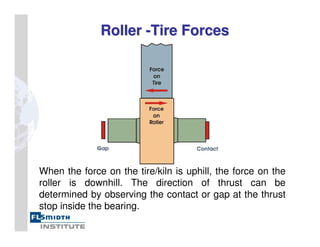
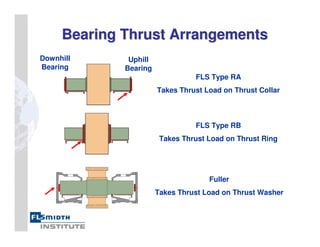
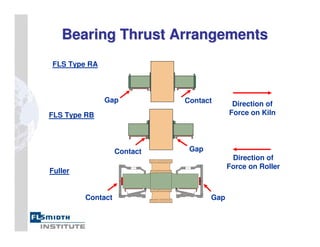
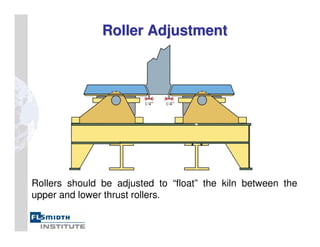
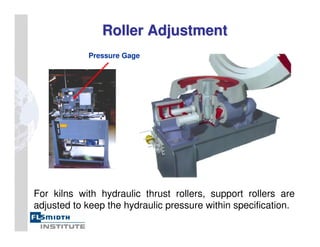
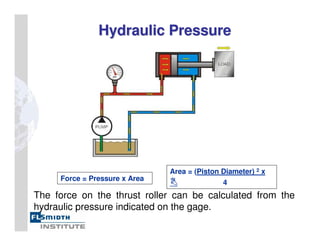
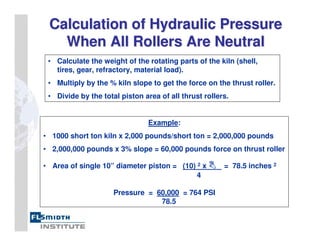
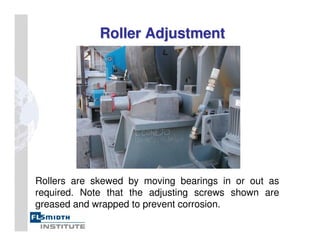
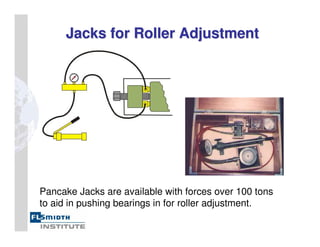
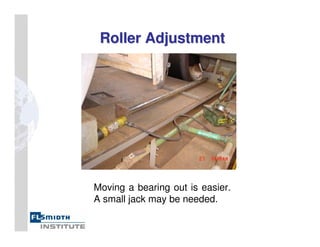
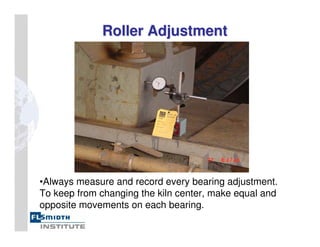
This document discusses rotary kiln maintenance, focusing on kiln supports and roller adjustments. It describes different types of kiln supports, including rigid, pivoting, and self-aligning supports. It explains how to properly adjust the rollers to push the kiln uphill and avoid overloading the thrust roller. Methods for measuring roller thrust and inclination are provided. Precise roller adjustments and monitoring of thrust forces are important for optimal kiln operation.