Downloaded 25 times
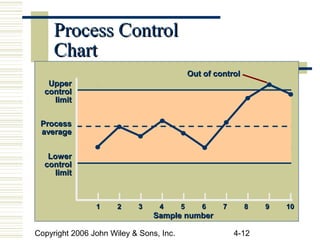
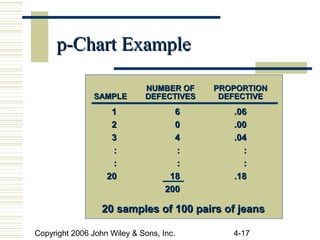
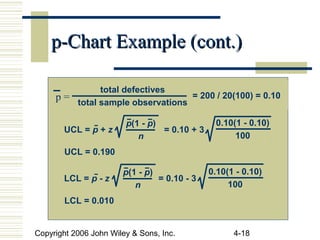
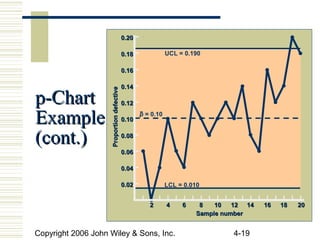
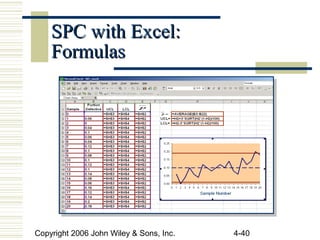

This document provides an overview of statistical process control (SPC) techniques. It discusses the basics of SPC and how it is used to monitor production processes to detect and prevent poor quality. Different types of control charts are introduced for attributes (p-charts and c-charts) and variables (x-bar charts and R-charts). Examples of each type of control chart are provided and explained. The document also discusses how SPC can be applied to service industries and where control charts are most useful.


![[Roberta s. russell,_bernard_w._taylor]_operations(bookos.org)](https://cdn.slidesharecdn.com/ss_thumbnails/robertas-160331154007-thumbnail.jpg?width=640&height=640&fit=bounds)