Downloaded 932 times












































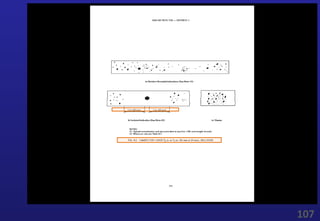
![UW – 12 :WELDED JOINT EFFICIENCY
RT – 1 : Full Radiography ( E=1) :
Full length radiography of all butt welds
RT – 2 : Full Radiography ( E=1):
Cat – A: Full length radiography
Cat – B: Spot RT per [UW – 11 (a) 5 (b)]
RT – 3 : Spot radiography ( E= 0.85)
RT – 4 : No radiography ( E= 0.7)](https://image.slidesharecdn.com/asmesecviiidiv1designtraining-160326052029/85/ASME-Section-VIII-Div-1-design-training-49-320.jpg)



































































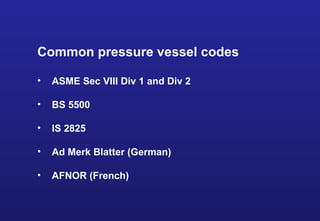
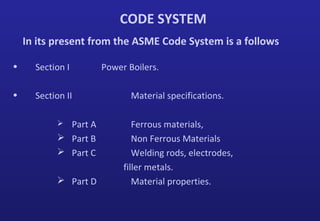
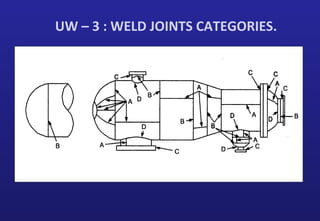
This document provides an overview of ASME Boiler and Pressure Vessel Codes. It discusses the objectives and benefits of codes and standards, and describes the ASME Code system and some of its key sections. It focuses on introducing ASME Section VIII Division 1, covering the scope and exclusions of this section. Key topics covered include design requirements, material specifications, fabrication methods, weld joint categories, non-destructive examination methods, and hydrostatic and pneumatic testing requirements.



















































































