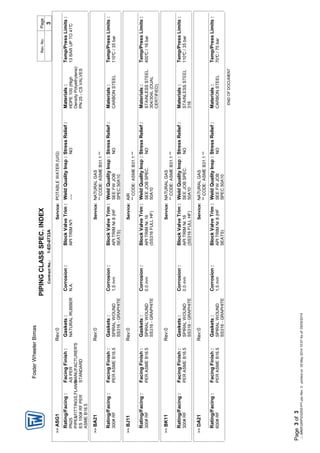
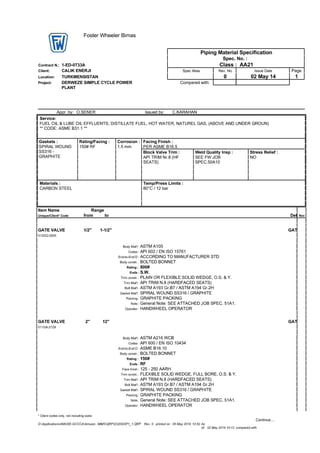
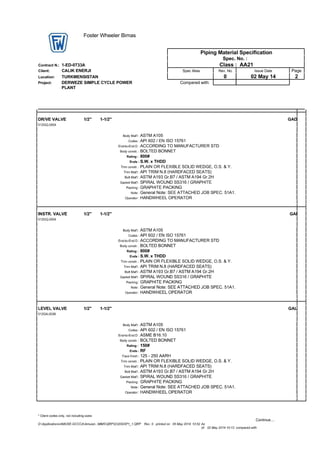
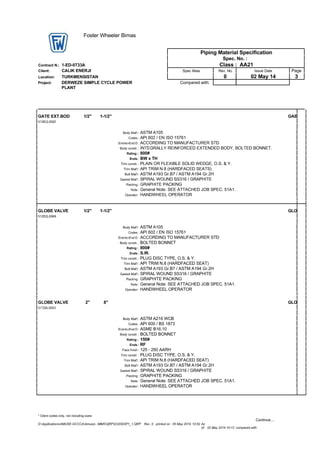
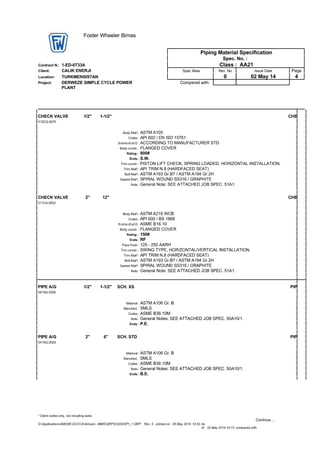
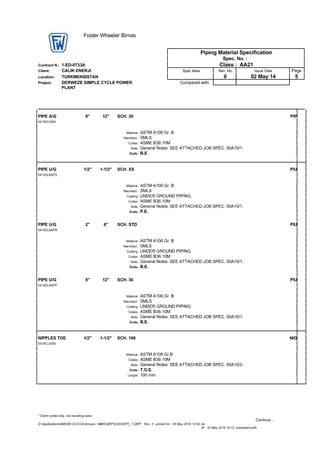
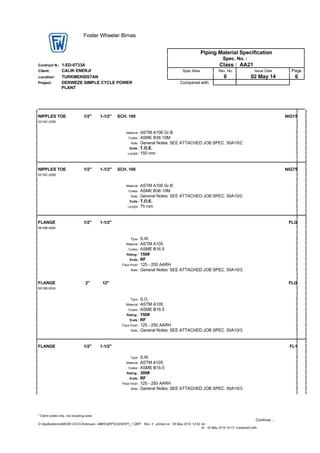
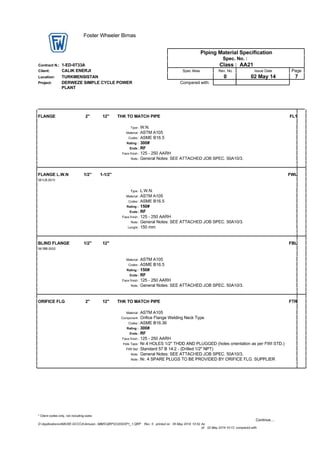
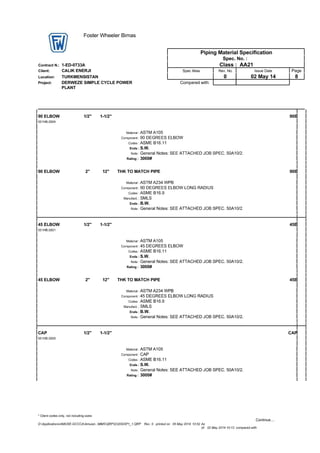
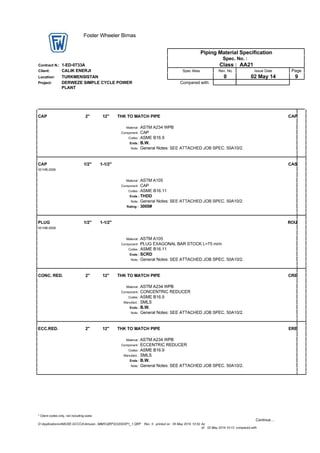
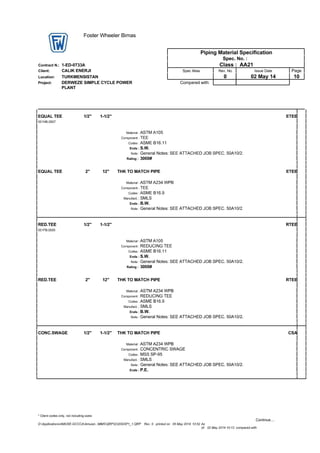
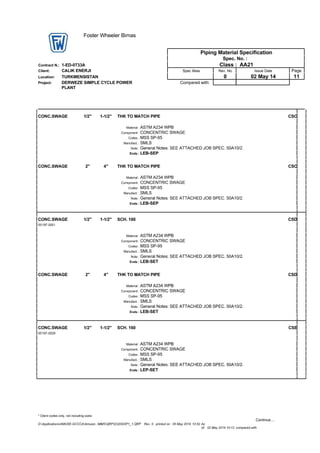
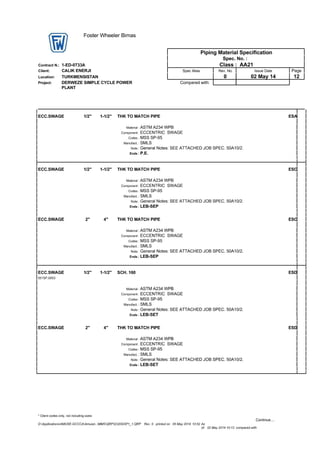
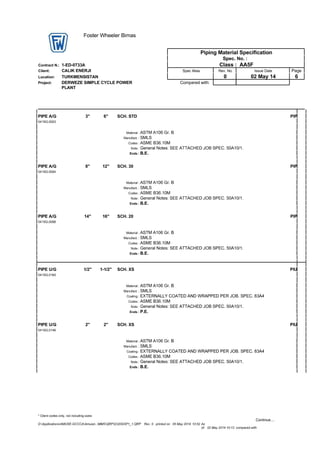
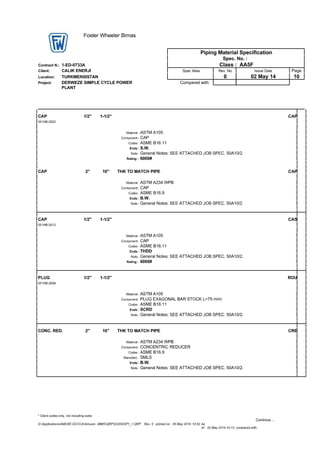
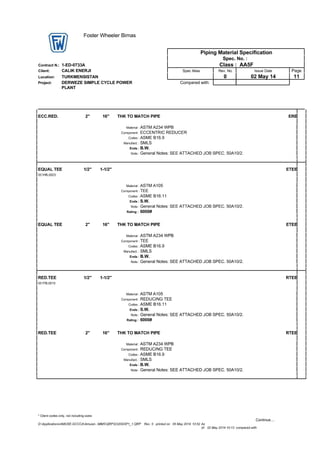
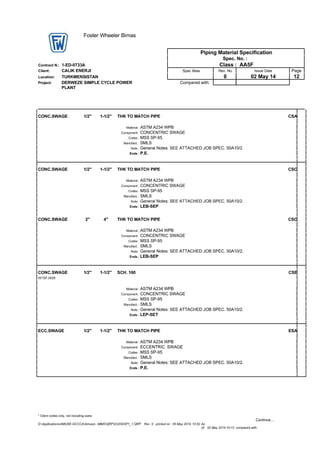
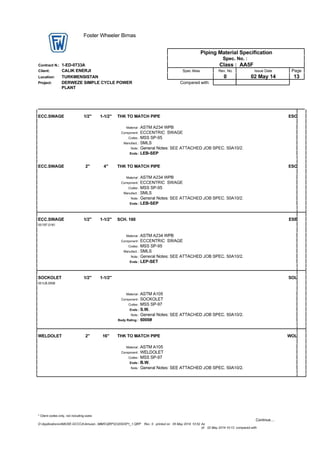
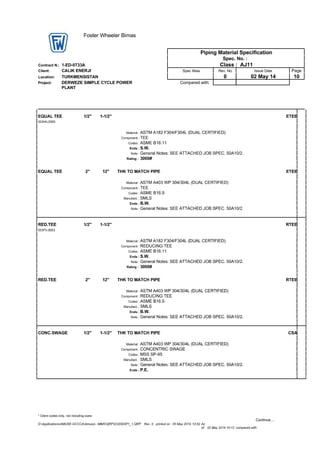
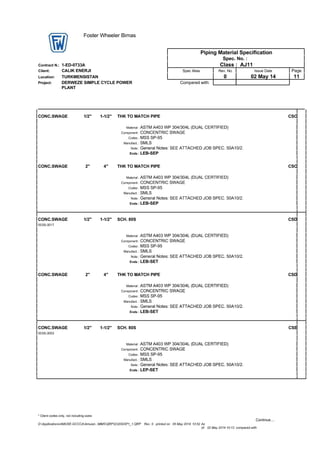
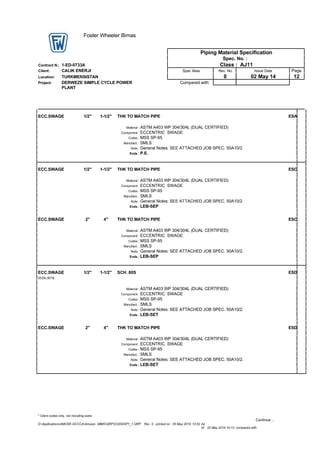
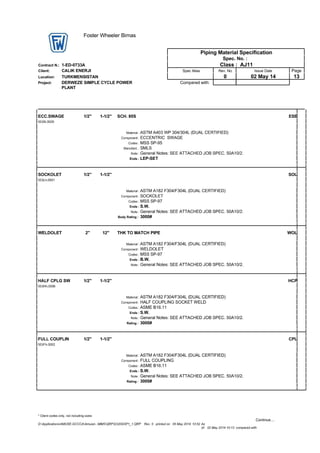
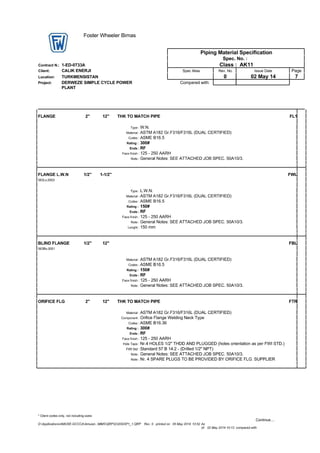
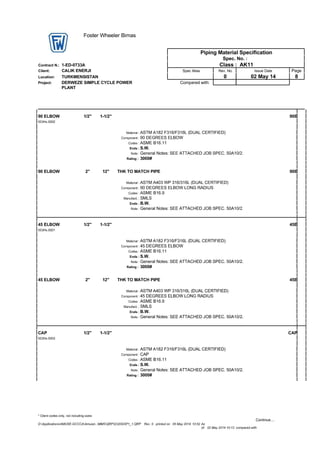
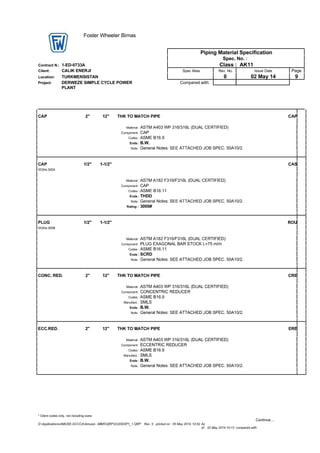
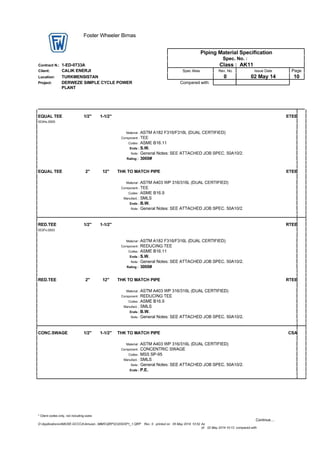
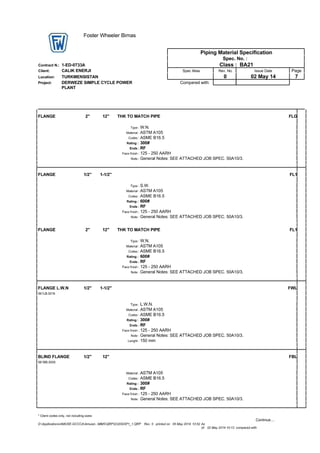
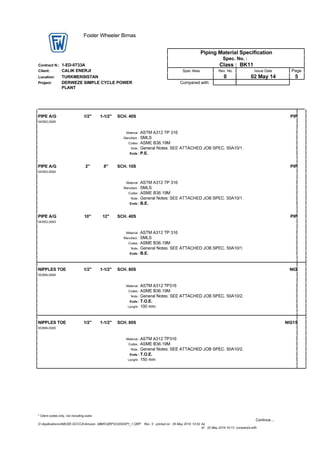
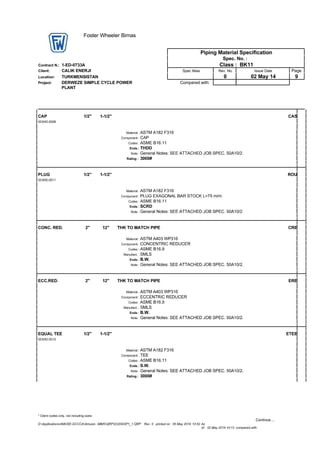
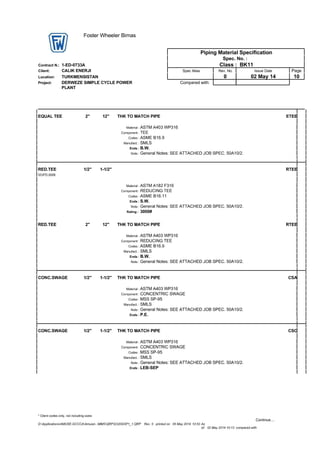
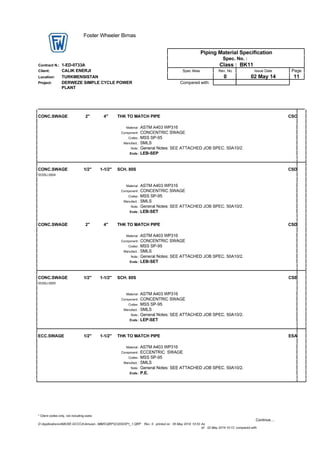
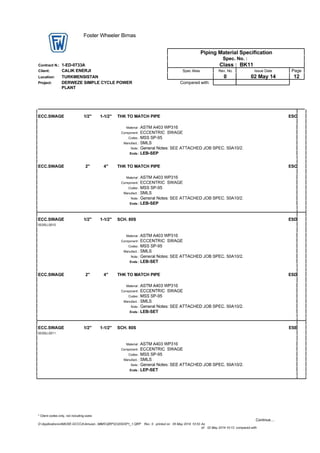
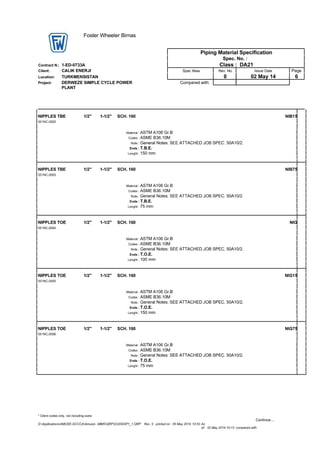
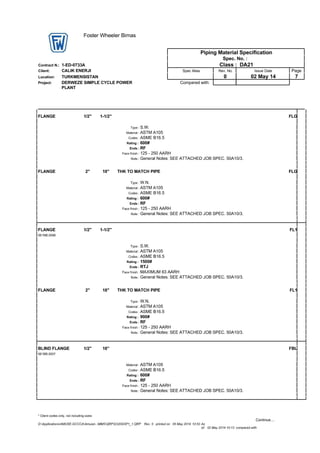
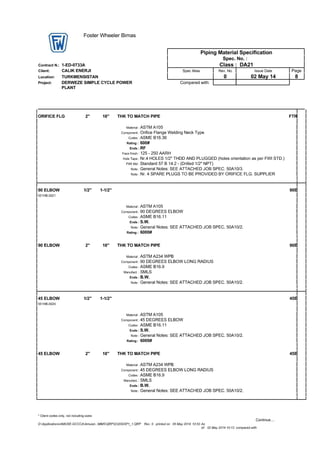
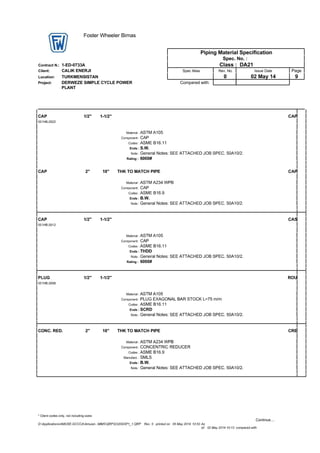
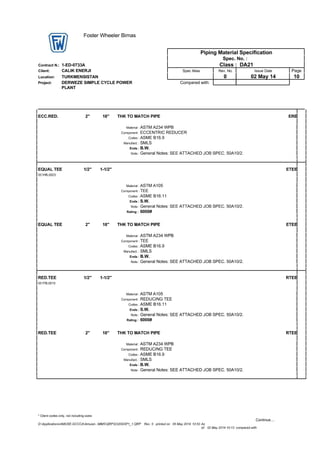
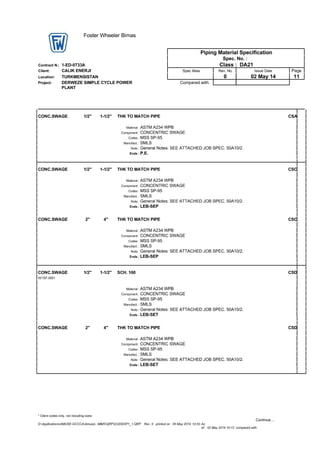
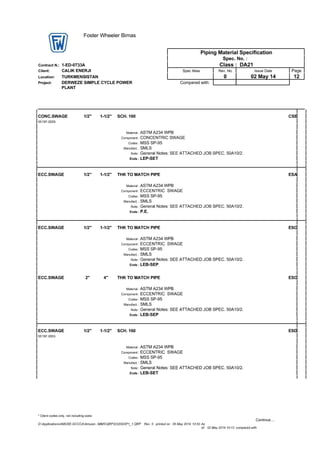
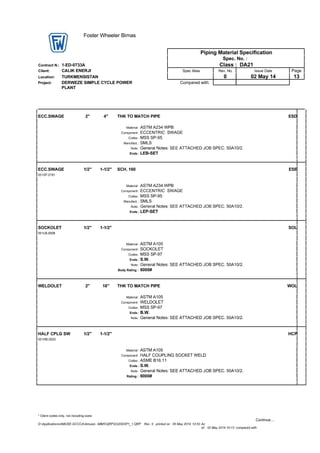
This document provides requirements for piping materials for a simple cycle power plant project. It specifies codes and standards that govern material selection and design. Piping material specifications use a coding system consisting of four digits indicating class, material, corrosion resistance and special requirements. General requirements specify that welds requiring stress relief per the material index and bi-metallic welds should be avoided. Minimum non-destructive testing requirements are outlined for various piping components according to applicable standards.