Downloaded 41 times


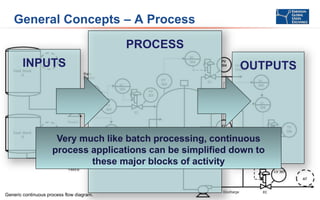
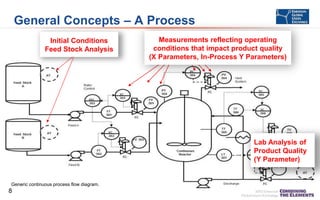
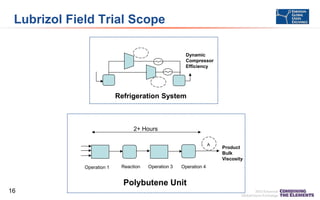
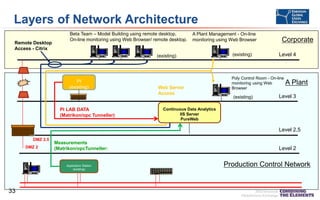
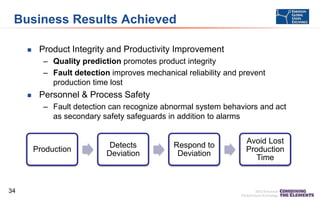


The document discusses the application of continuous data analytics (CDA) in a polybutene production unit, focusing on model building and the implementation of an online analytics platform for quality parameter prediction and fault detection. Key objectives include evaluating the performance of quality predictions compared to on-line analyzers, enhancing CDA prototypes, and providing operators with tools for improved decision-making in continuous processes. Successful collaboration between Lubrizol and Emerson has led to the development of analytical models that enhance product integrity and operational efficiency.