
Downloaded 31 times




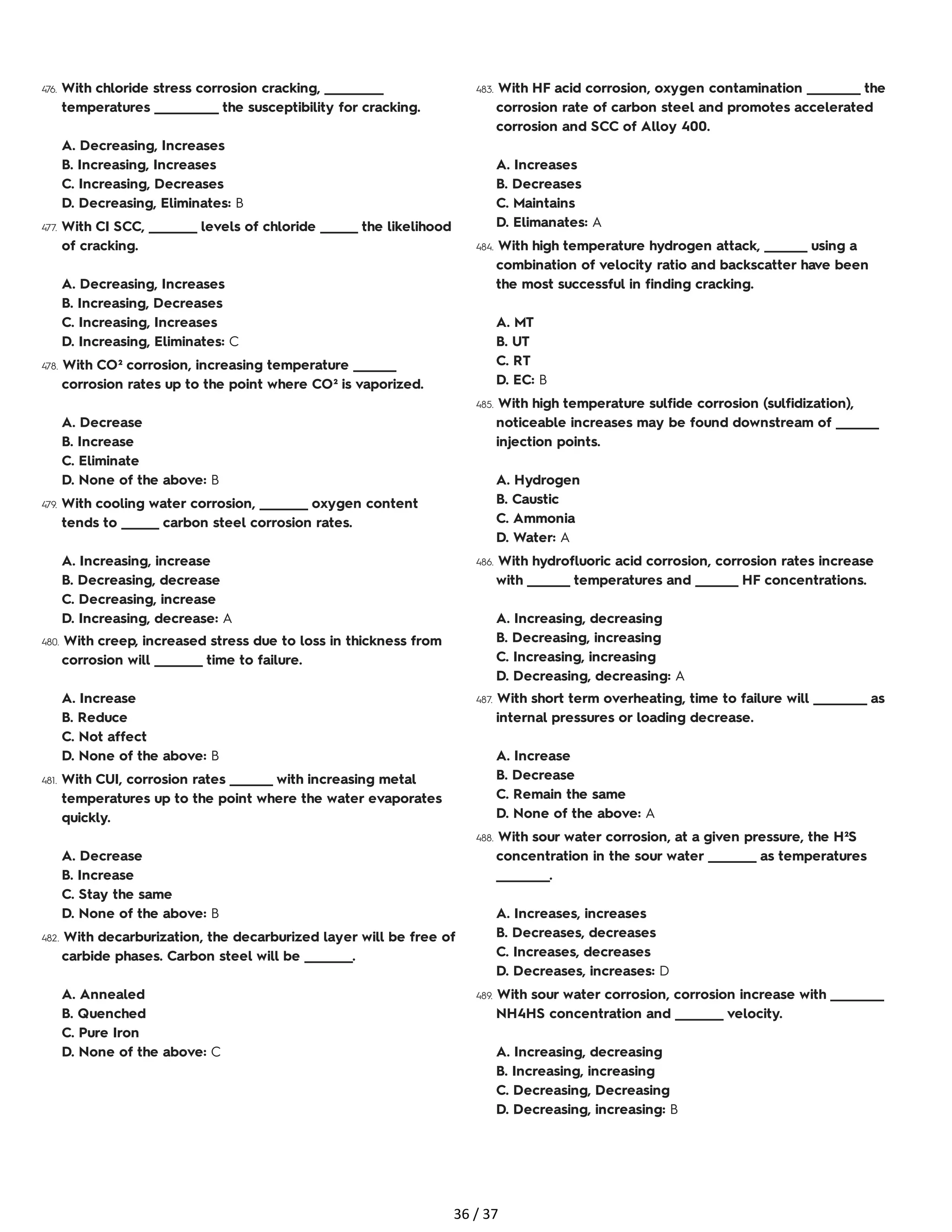


The document provides a sample exam with questions for the API 571 certification exam. It includes 14 multiple choice questions covering various corrosion and failure mechanisms that can impact piping and equipment in refineries and petrochemical plants such as CO2 corrosion, hydrogen cracking, amine cracking, and more. The questions assess knowledge of materials selection, corrosion prevention methods, and identification of causes of failures.
Introduction to API 571 exam questions prepared by DSc Dževad Hadžihafizović, 2023.
Questions about internal corrosion, wall loss, and material selection, emphasizing on stainless steels, caustic, and environmental impacts.
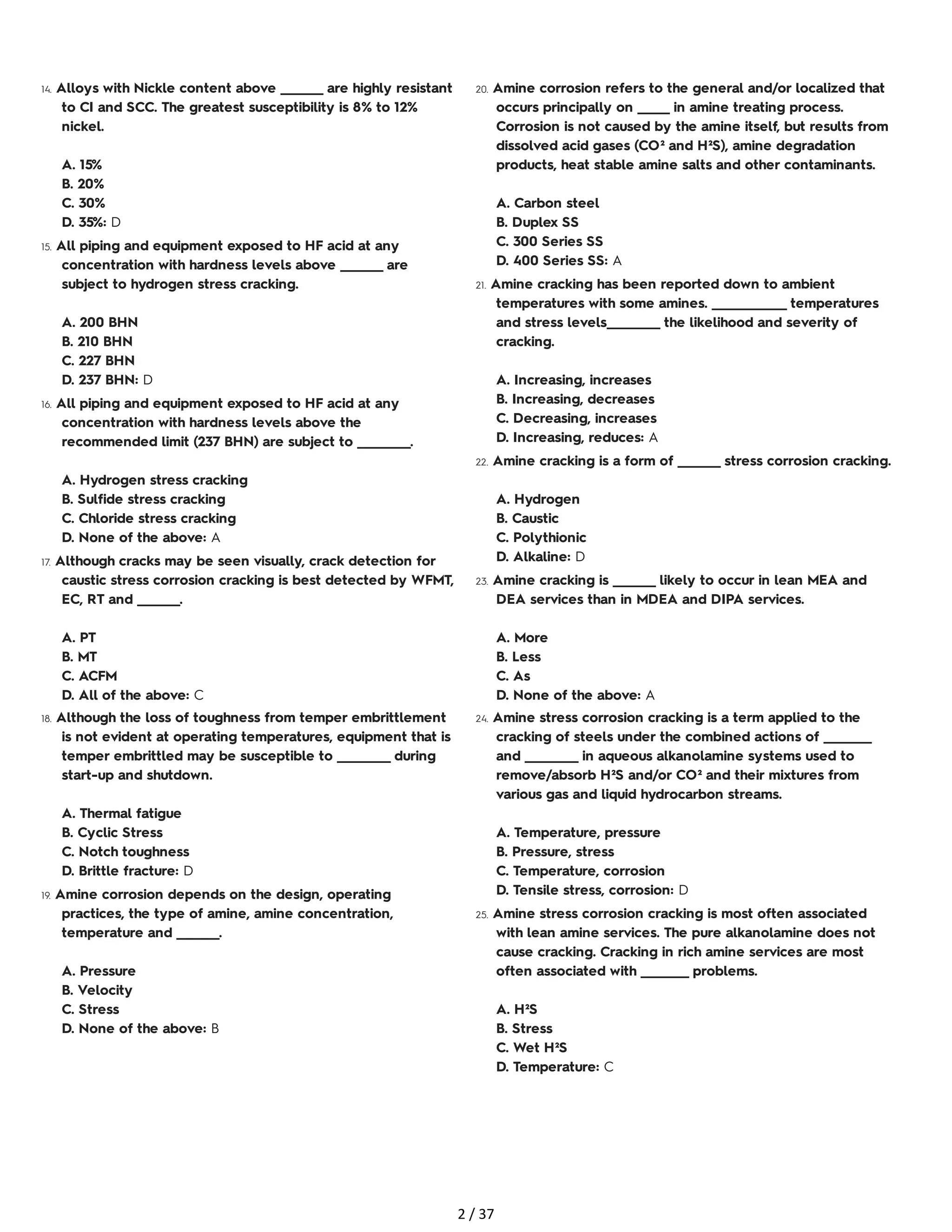
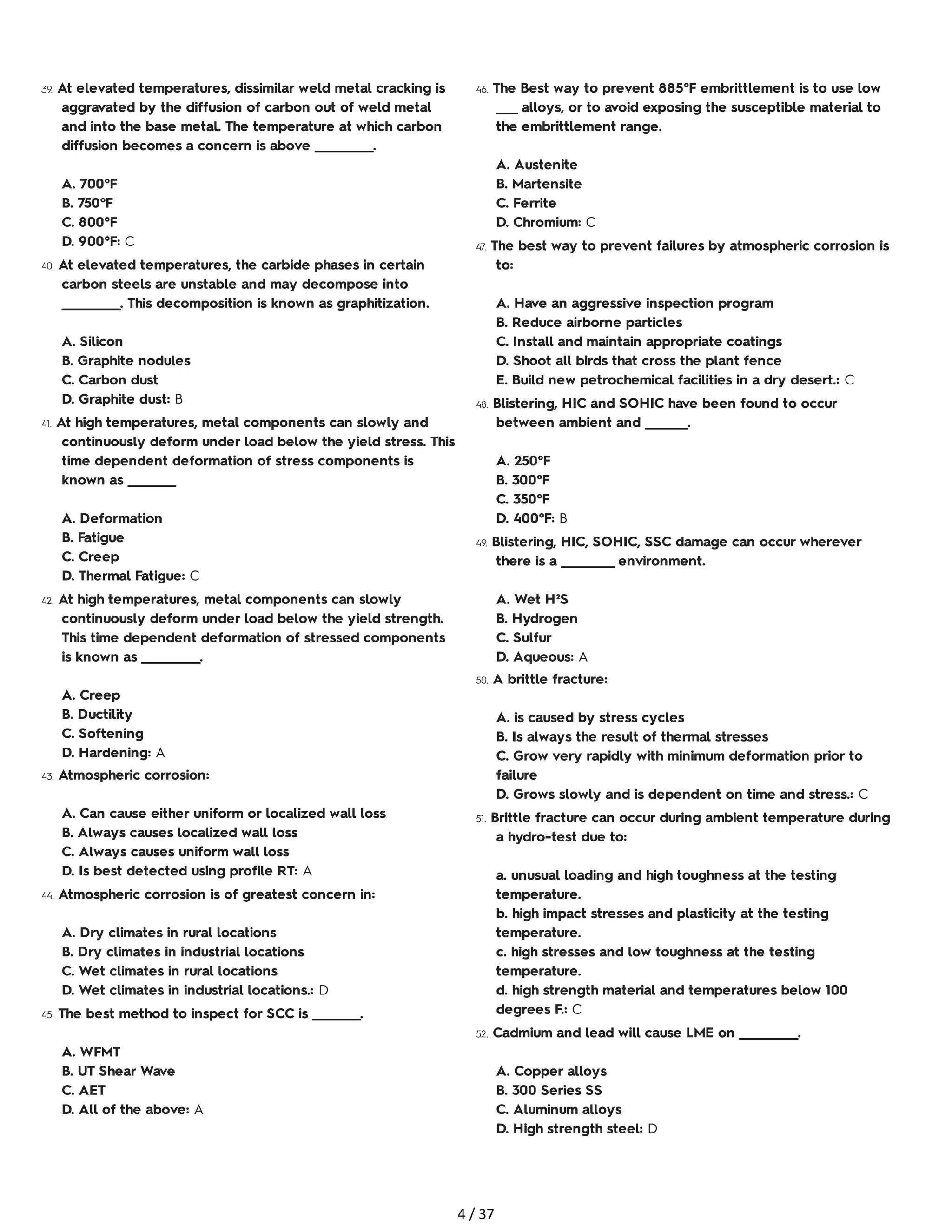
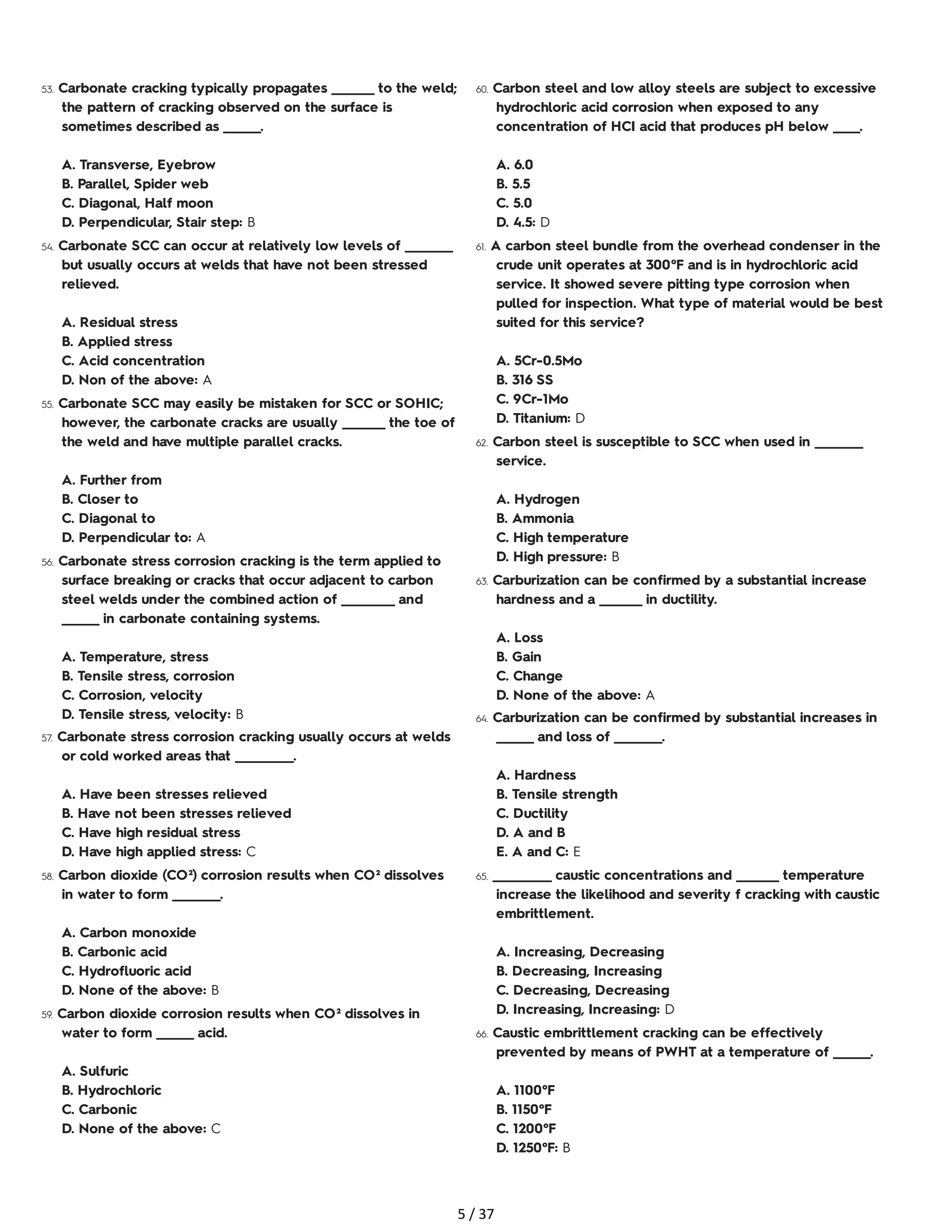
Discussions on stress corrosion cracking (SCC), detection methods, and the effects of temperature and pressure on SCC in various materials.
Amine-related corrosion types such as SCC, influences of temperature, pressure, and various chemical environments.
Insights into corrosion mechanisms including ammonium chloride, hydrogen sulfide environments, high temperature impacts, and specific damage patterns.
Focus on corrosion under insulation (CUI), evaluating inspection techniques and examples of locations susceptible to such corrosion.
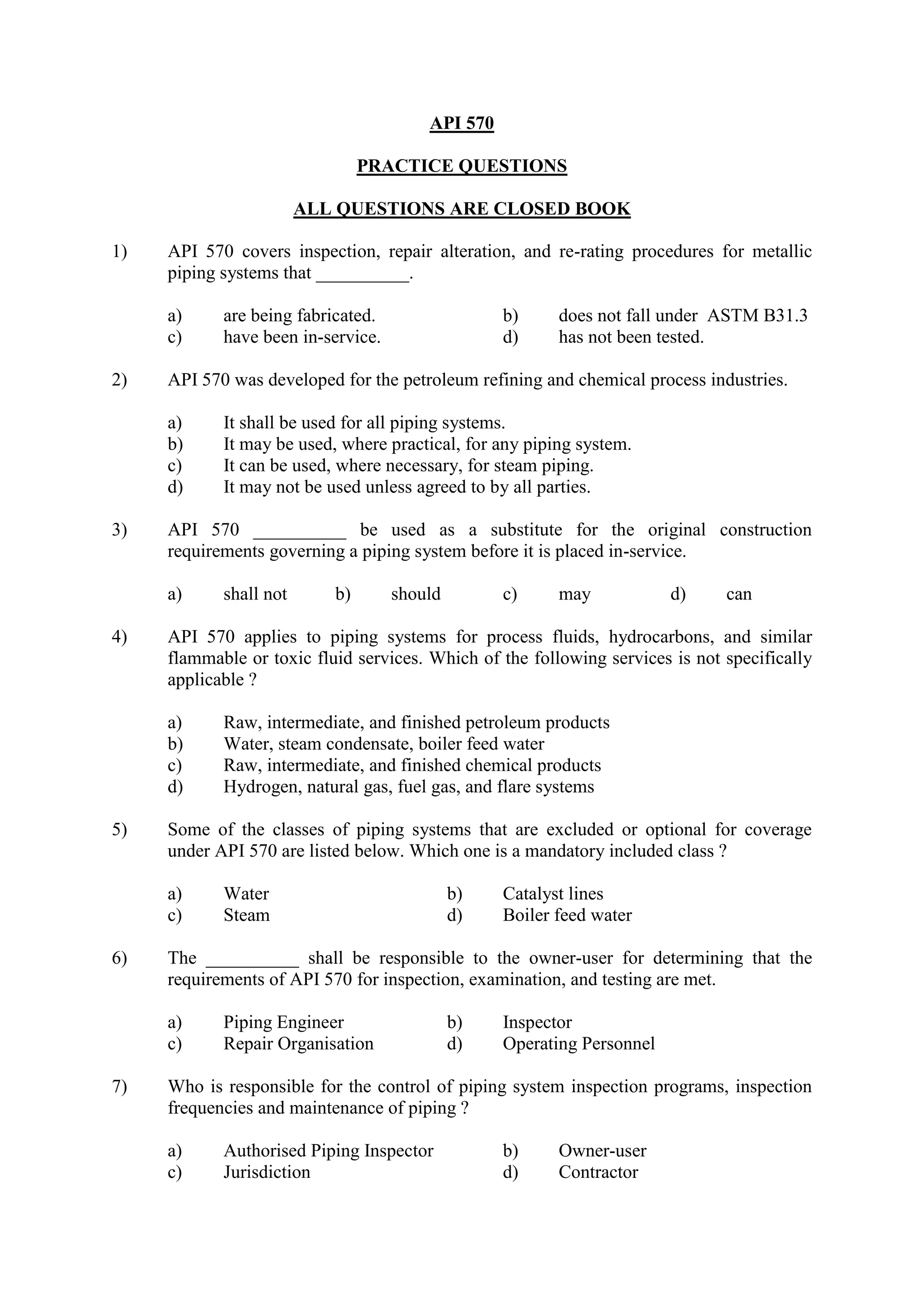
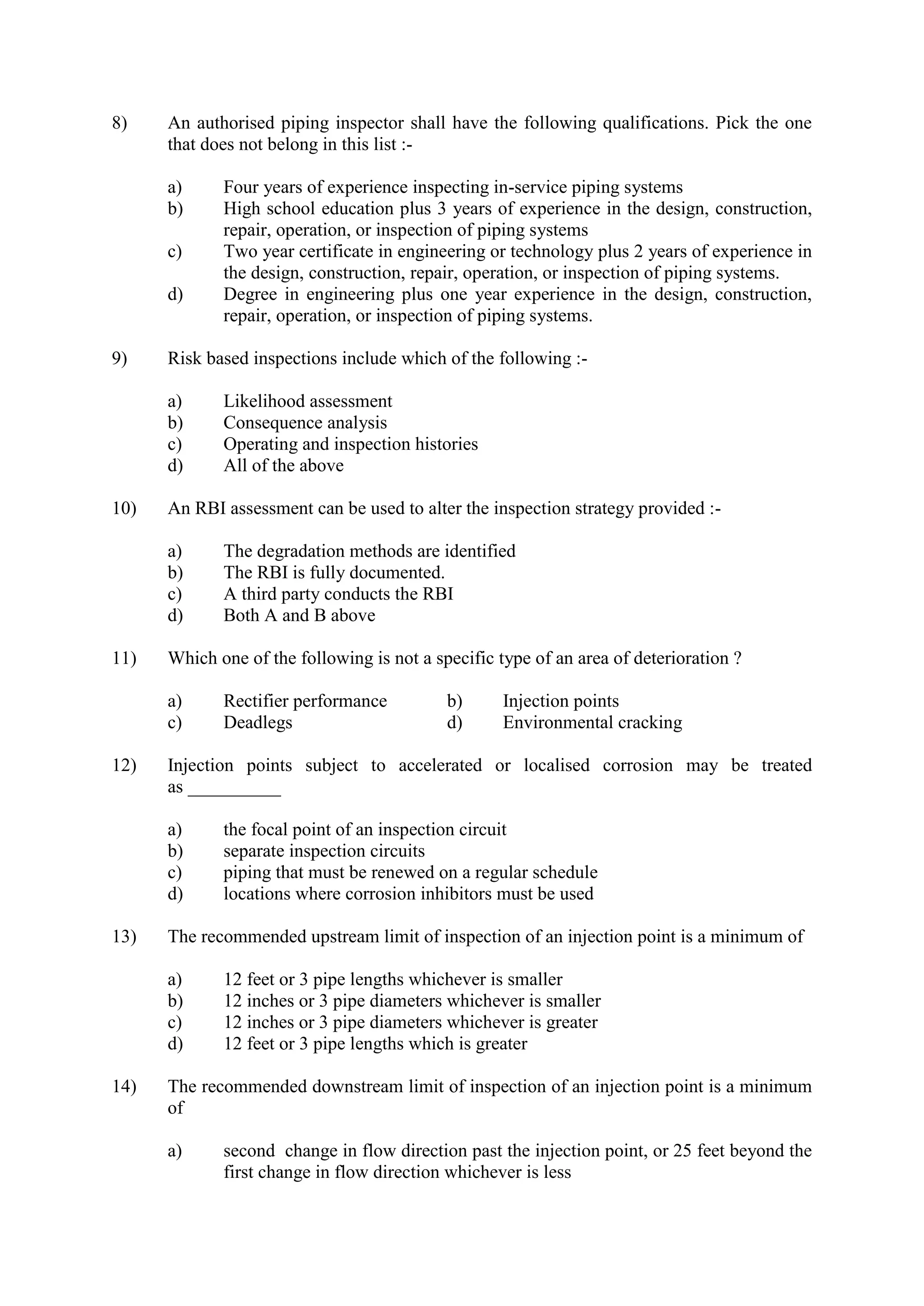
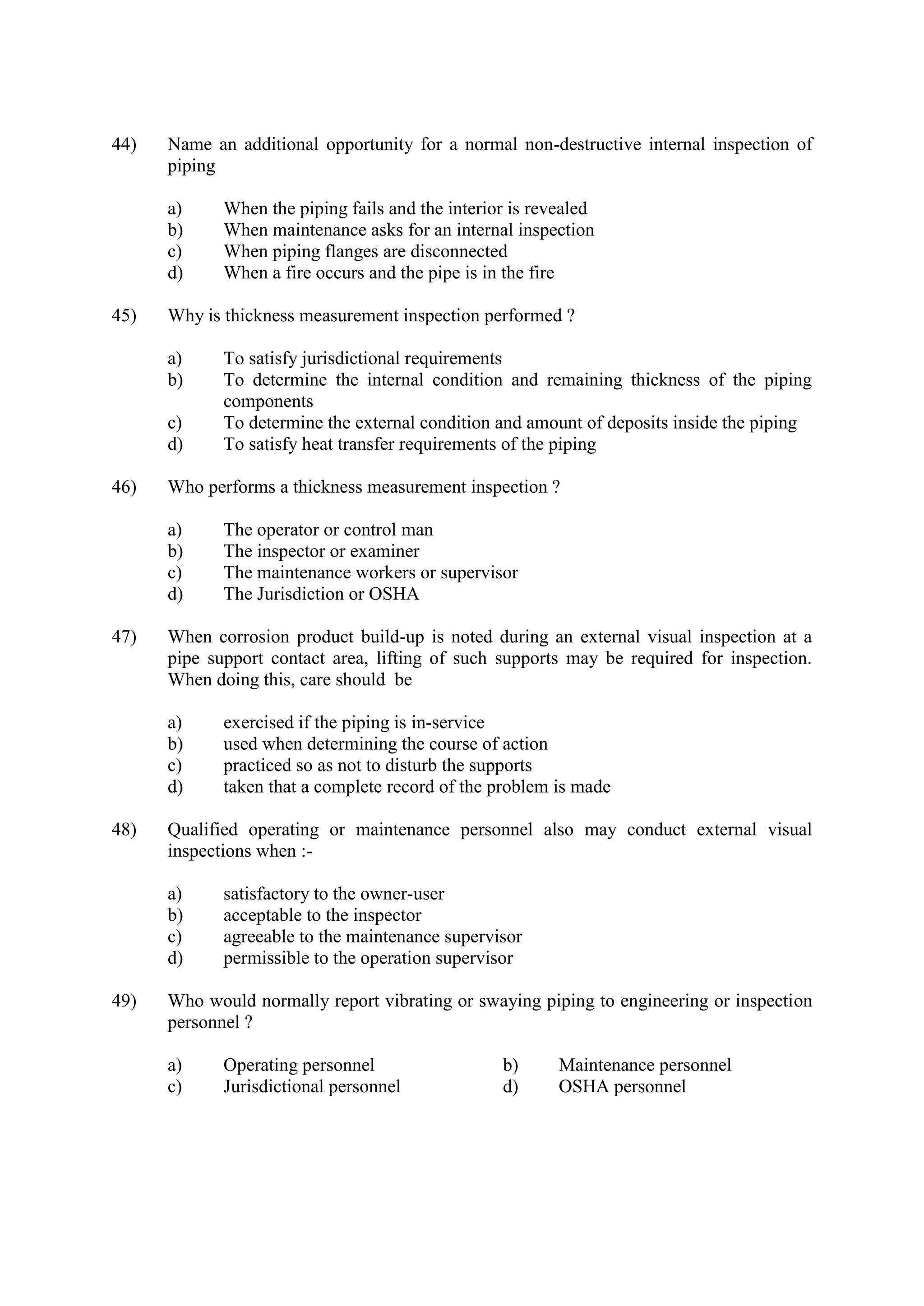
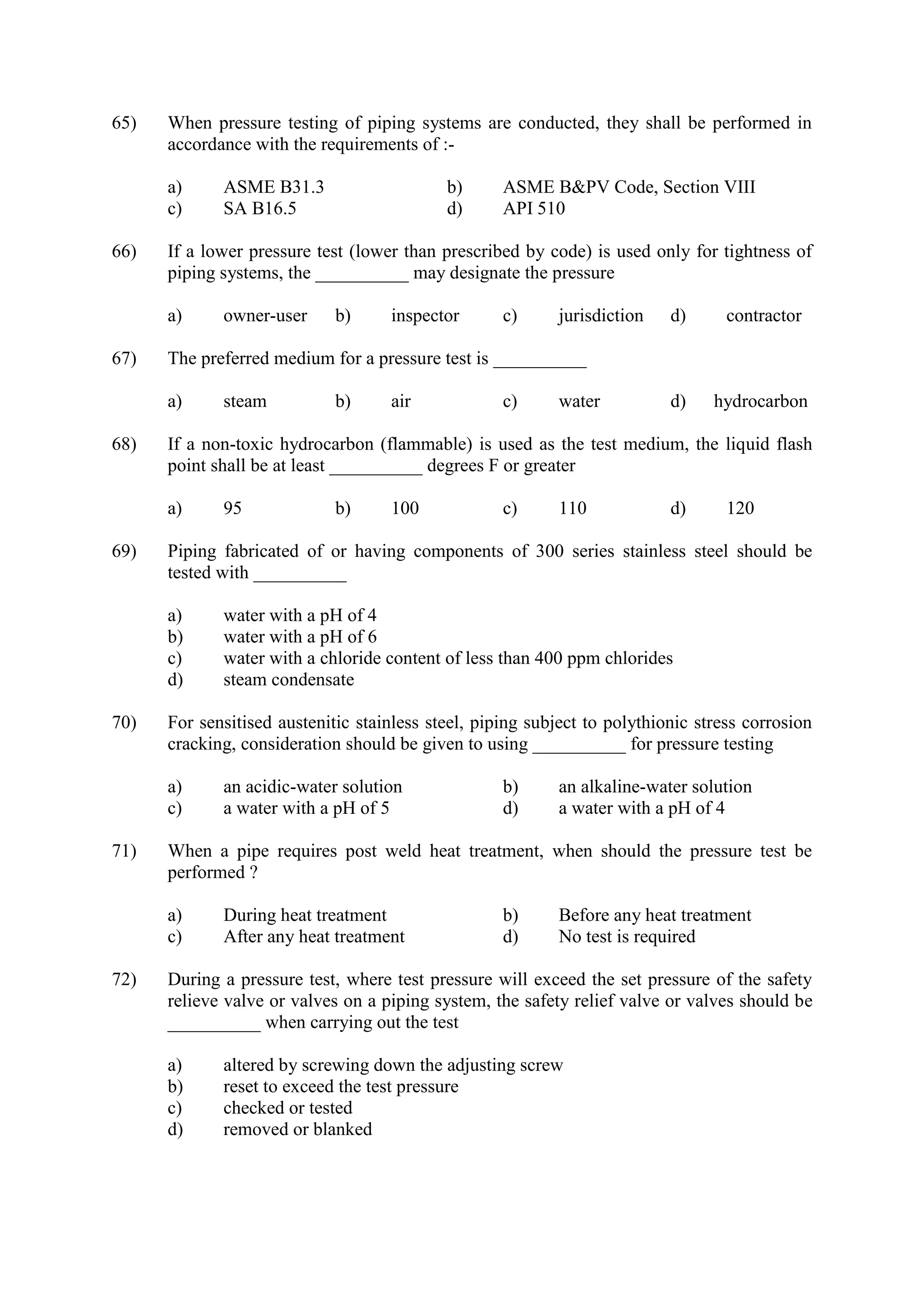
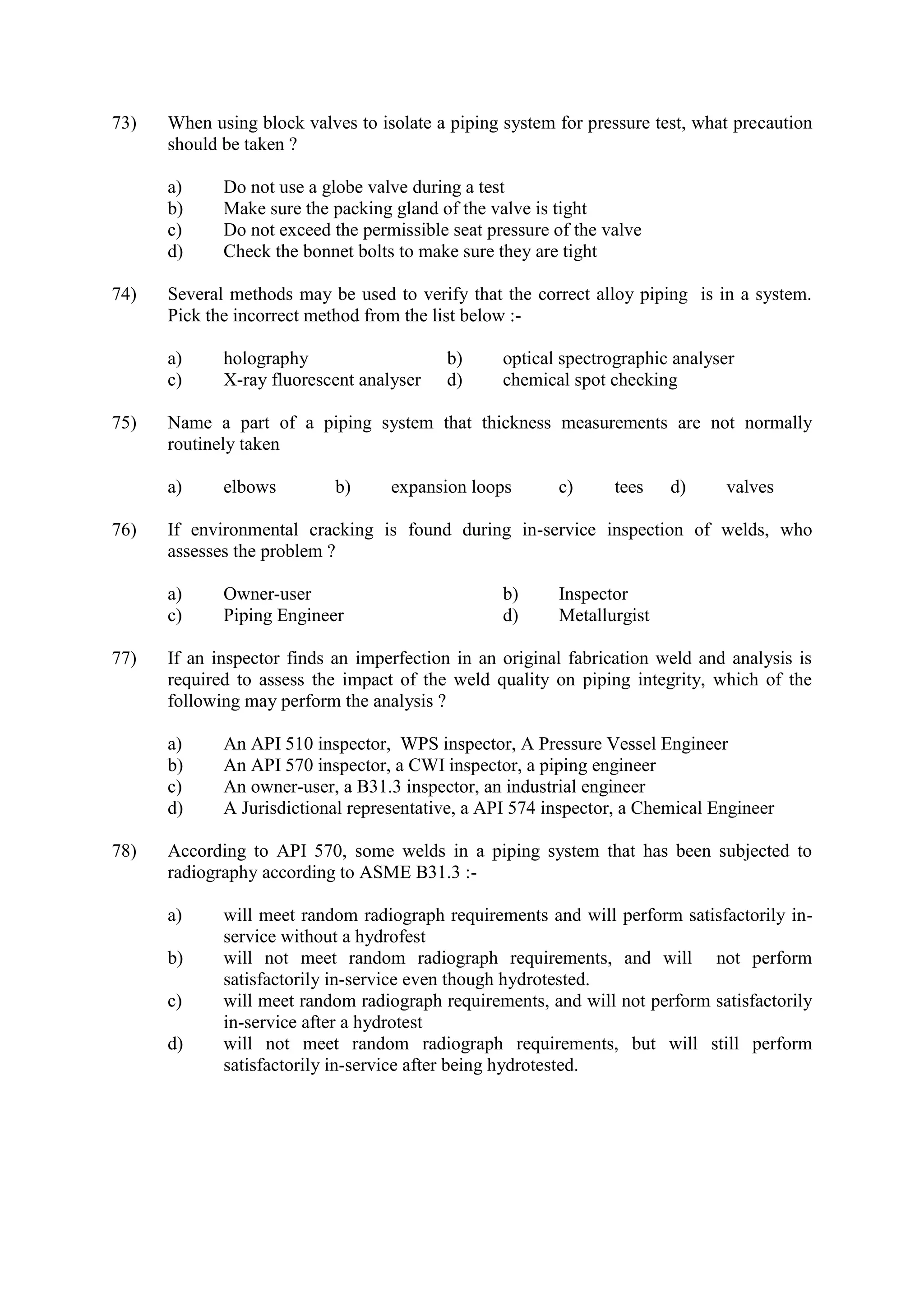
API 570 standards addressing the inspection, maintenance, and operational safety of piping systems in hazardous conditions.
Emergency procedures for repairs, inspection criteria, and requirements for fabricating piping materials.
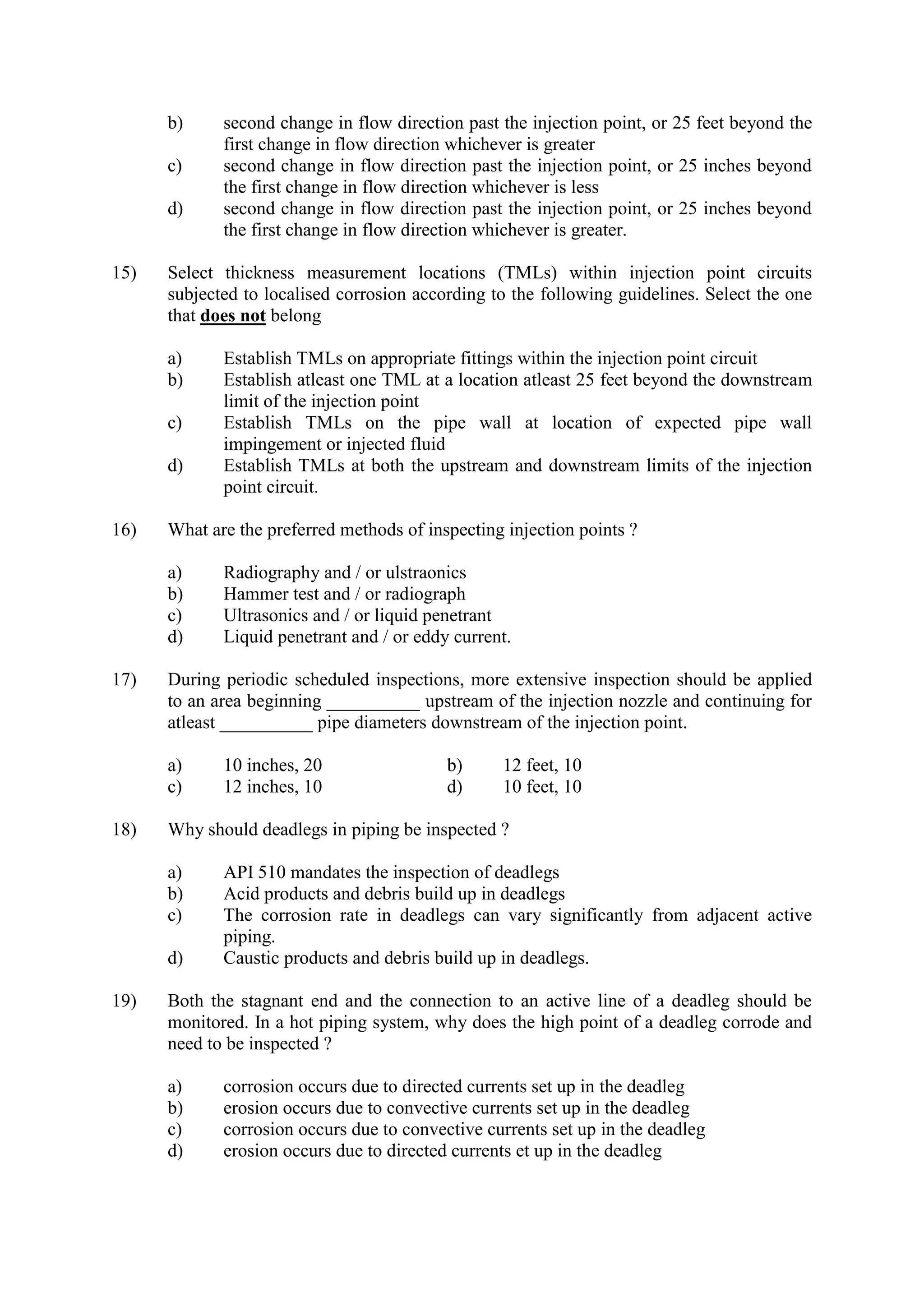
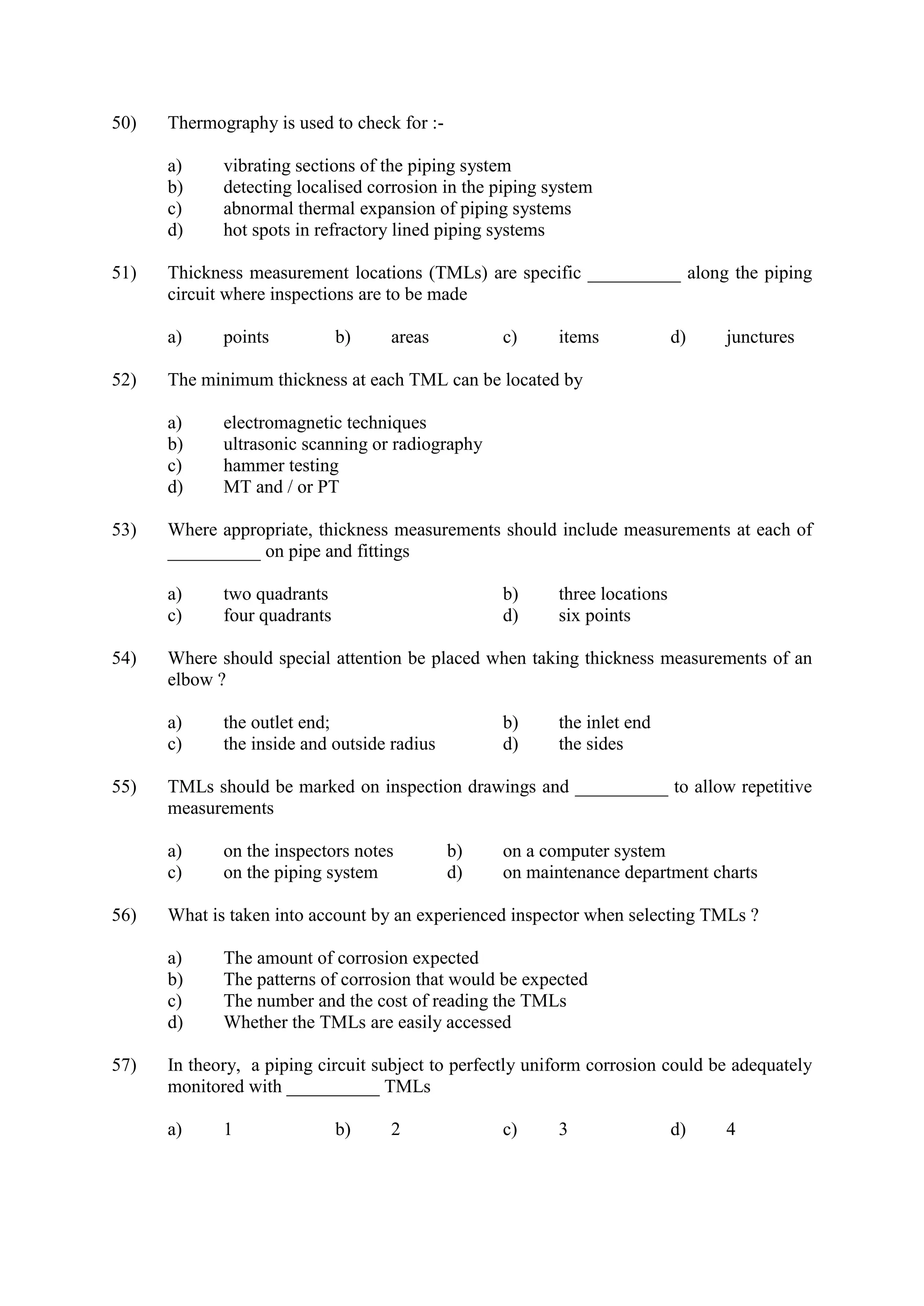
Inspection methods including thickness measurement, visual inspections, and monitoring strategies for corrosion detection.
Comprehensive guidelines for maintaining piping integrity, safety protocols, and corrosion prevention measures.























































































