Pressure Vessel InspectionCode:-
Maintenance Inspection, Rating,
Repair, and Alteration
API 510
An Introduction Course
PUSPATRI
5th – 9th October 2007
2.
Course Outlines
1. SCOPE
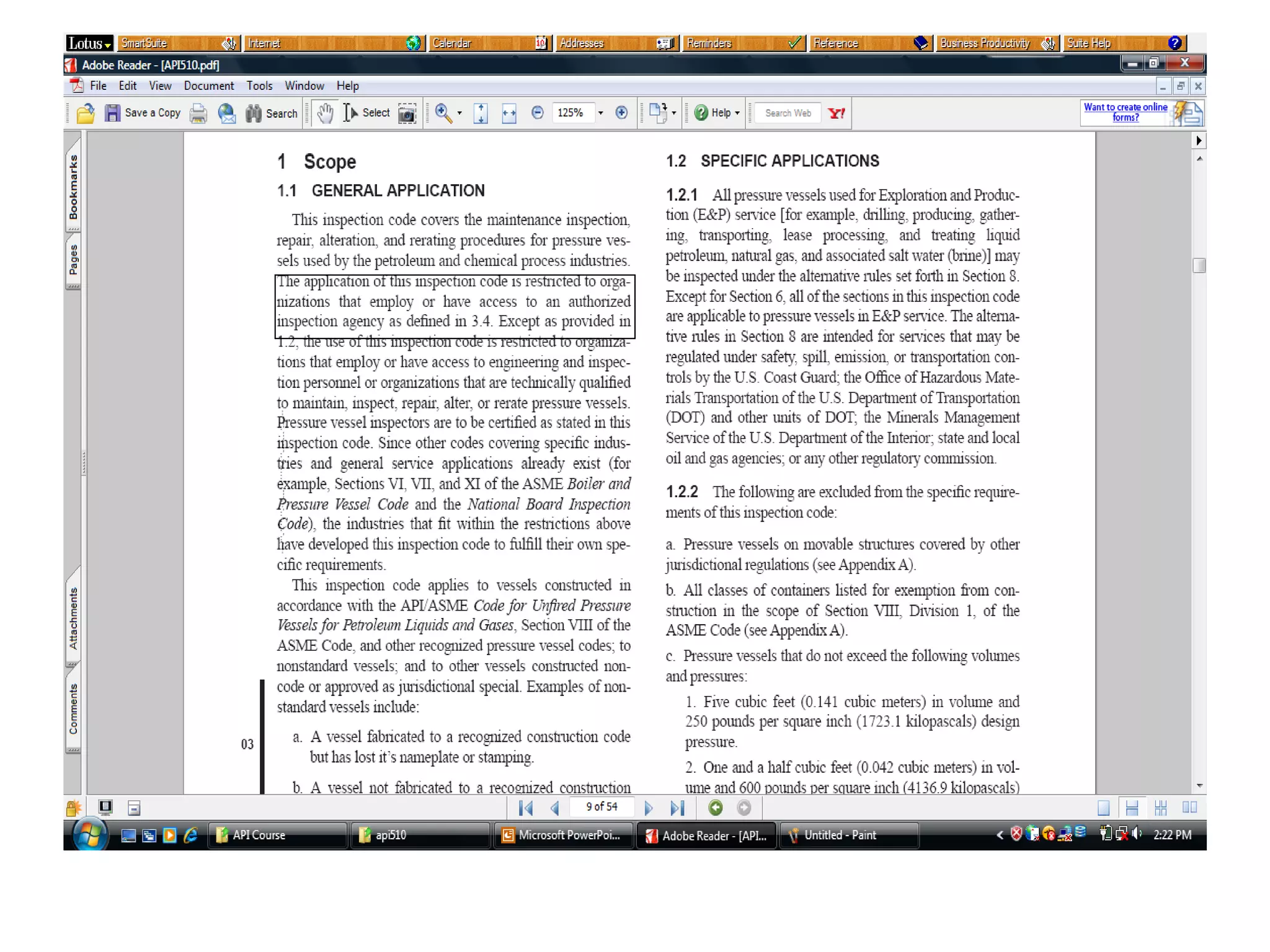
1.1General Application
1.2 Specific Application
1.3 Fitness For Service
2. REFERENCES
3. DEFINITIONS
4. OWNER USER INSPECTIONS ORGANIZATION
4.1 General
4.2 API Authorized Pressure Vessel Inspector Qualification and
Certification
4.3 Owner-User Organization Responsibilities
4.4 API Authorized Pressure Vessel Inspector Responsibilities
4.5 Repair Organization
3.
Course Outlines
5. INSPECTIONSPRACTICES
5.1 Preparatory Work
5.2 Modes of Deterioration and Failure
5.3 Corrosion Rate Determination
5.4 Maximum Allowable Working Pressure Determination
5.6 Defect Inspection
5.7 Inspection of Parts
5.8 Fitness for Service Evaluation
4.
Course Outlines
6. INSPECTIONAND TESTING OF PRESSURE VESSELS AND
PRESSURE RELIEVING DEVICES
6.1 General
6.2 Risk Based Inspection
6.3 External Inspection
6.4 Internal and On Stream Inspection
6.5 Pressure Test
6.6 Pressure Relieving Devices
6.7 Records
7. REPAIRS, ALTERATIONS AND RERATING OF PRESSURE VESSELS
7.1 General
7.2 Welding
7.3 Rerating
5.
SECTION 1
API DocumentPractices Question
1. The application of API 510 is restricted to organization that:
1) Fabricate or build pressure vessel according to ASME B&PV Code
2) Employ or have access to a authorized inspection agency
3) Manufacture or inspect pressure vessel according to NBIC
4) Hire or have access to an unsanctioned inspection agency
(API 510 - 1.1)
7.
SECTION 1
API DocumentPractices Question
1. The application of API 510 is restricted to organization that:
1) Fabricate or build pressure vessel according to ASME B&PV
Code
2) Employ or have access to a authorized inspection agency
3) Manufacture or inspect pressure vessel according to NBIC
4) Hire or have access to an unsanctioned inspection agency
(API 510 - 1.1)
8.
SECTION 1
API DocumentPractices Question
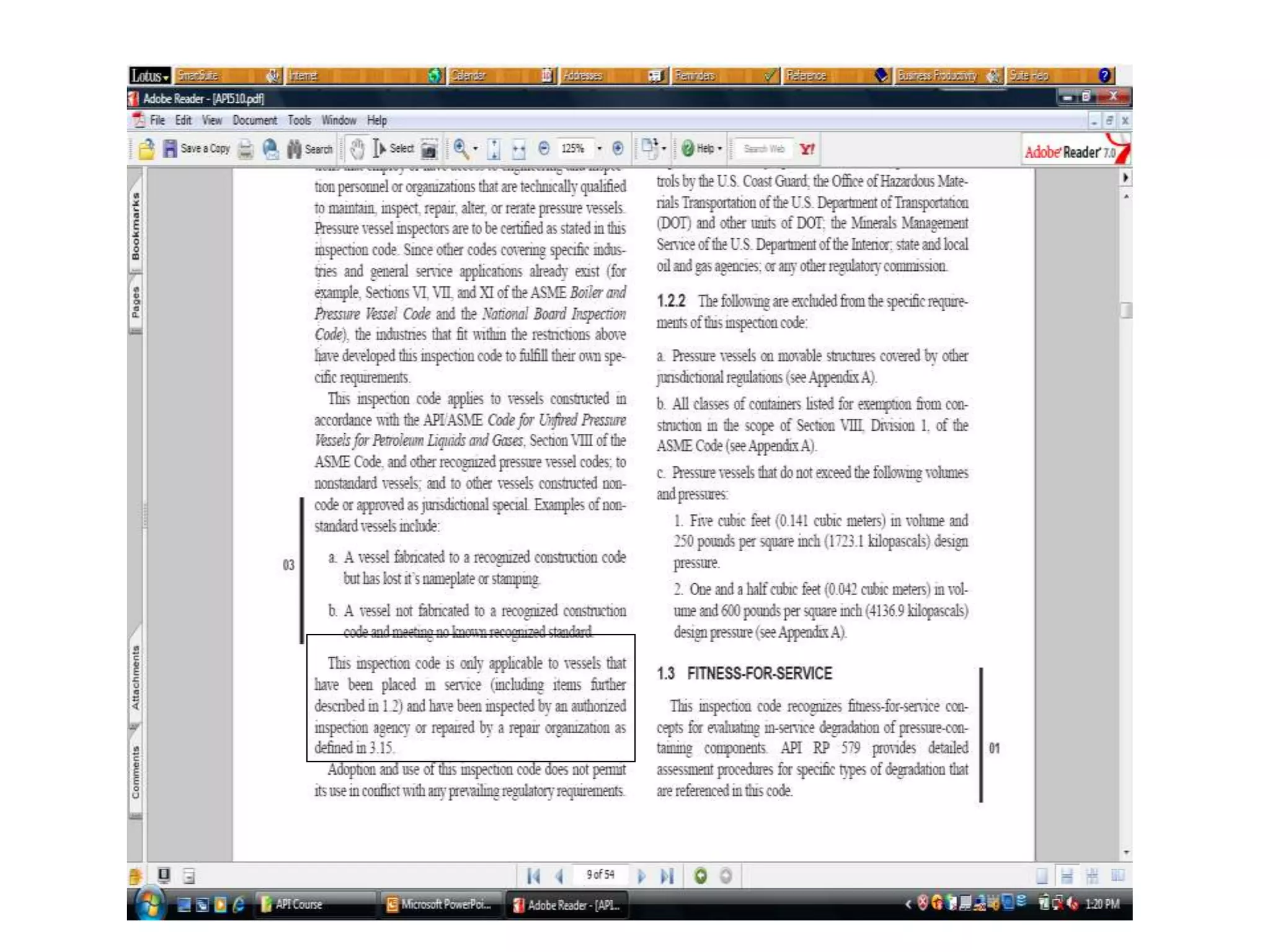
2. API 510 inspection code is only applicable to pressure vessel used by
the petroleum and chemical industries that:
1) Are being fabricated for the petroleum/chemical industries
2) Can be fabricated to ASME B&PV Code and inspected by NBIC
inspectors
3) Will be place in service after fabrication to the ASME B&PV Code
4) Have been placed in service, inspected and/or repaired by an
authorized agency
(API 510 – 1.1)
10.
SECTION 1
API DocumentPractices Question
2. API 510 inspection code is only applicable to pressure vessel used by
the petroleum and chemical industries that:
1) Are being fabricated for the petroleum/chemical industries
2) Can be fabricated to ASME B&PV Code and inspected by NBIC
inspectors
3) Will be place in service after fabrication to the ASME B&PV Code
4) Have been placed in service, inspected and/or repaired by an
authorized agency
(API 510 – 1.1)
11.
SECTION 1
API DocumentPractices Question
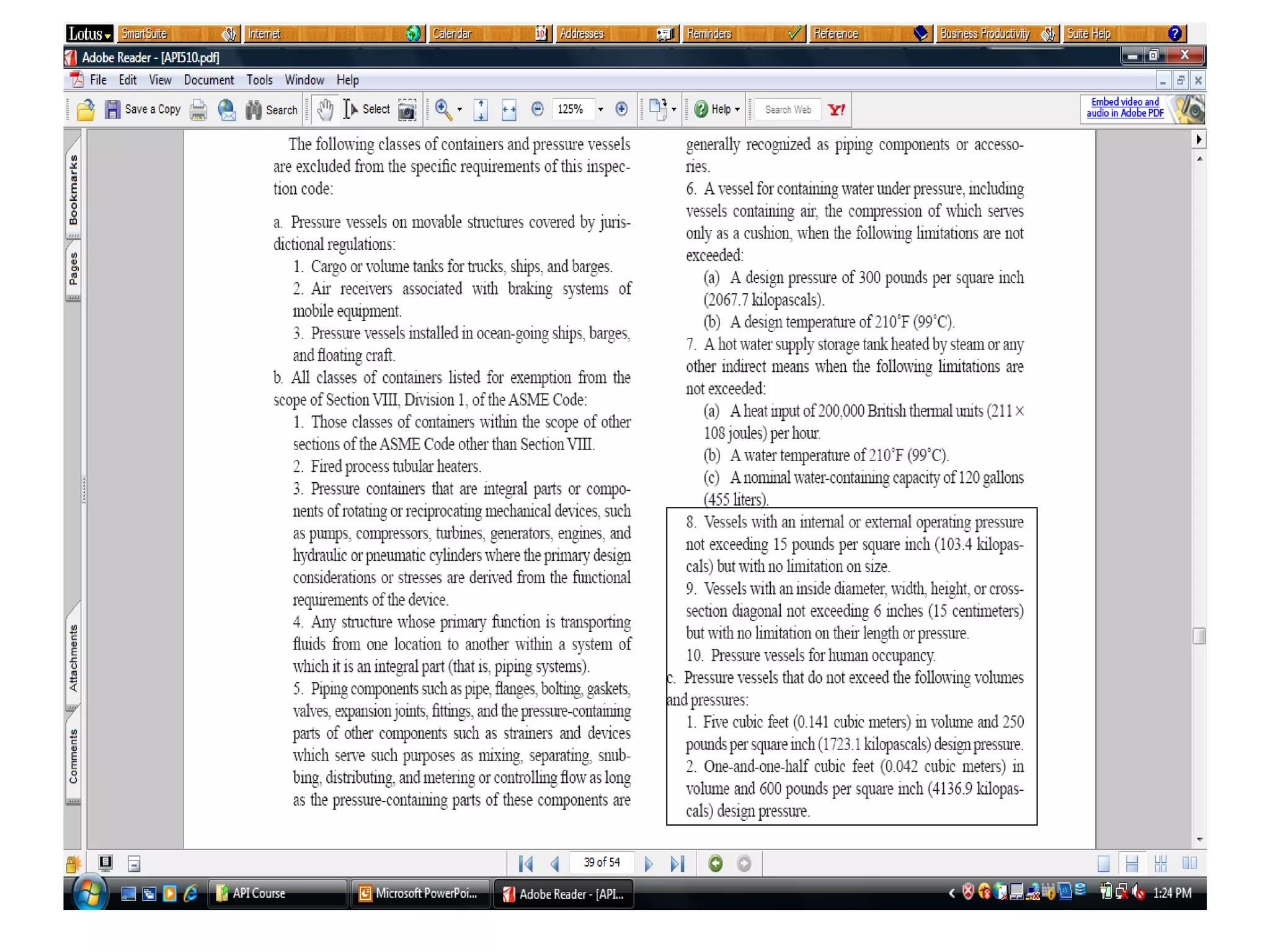
3) Which of the following is an example of a pressure vessel covered by
API 510.
(All of the vessels are in-service).
1) PV on an ocean going ship, operates at 100 psig and 100F
2) PV in a oil refinery, operates a 5 psig and 70F
3) PV in a oil refinery, operates a 100 psig and 200F
4) PV in a oil refinery, vol of 4 cu.ft & operates at 70 psig & 70F
(API 510 - 1.2.2 Appendix A)
13.
SECTION 1
API DocumentPractices Question
3) Which of the following is an example of a pressure vessel covered by
API 510.
(All of the vessels are in-service).
1) PV on an ocean going ship, operates at 100 psig and 100F
2) PV in a oil refinery, operates a 5 psig and 70F
3) PV in a oil refinery, operates a 100 psig and 200F
4) PV in a oil refinery, vol of 4 cu.ft & operates at 70 psig & 70F
(API 510 - 1.2.2 Appendix A)
14.
SECTION 3
API DocumentPractices Question
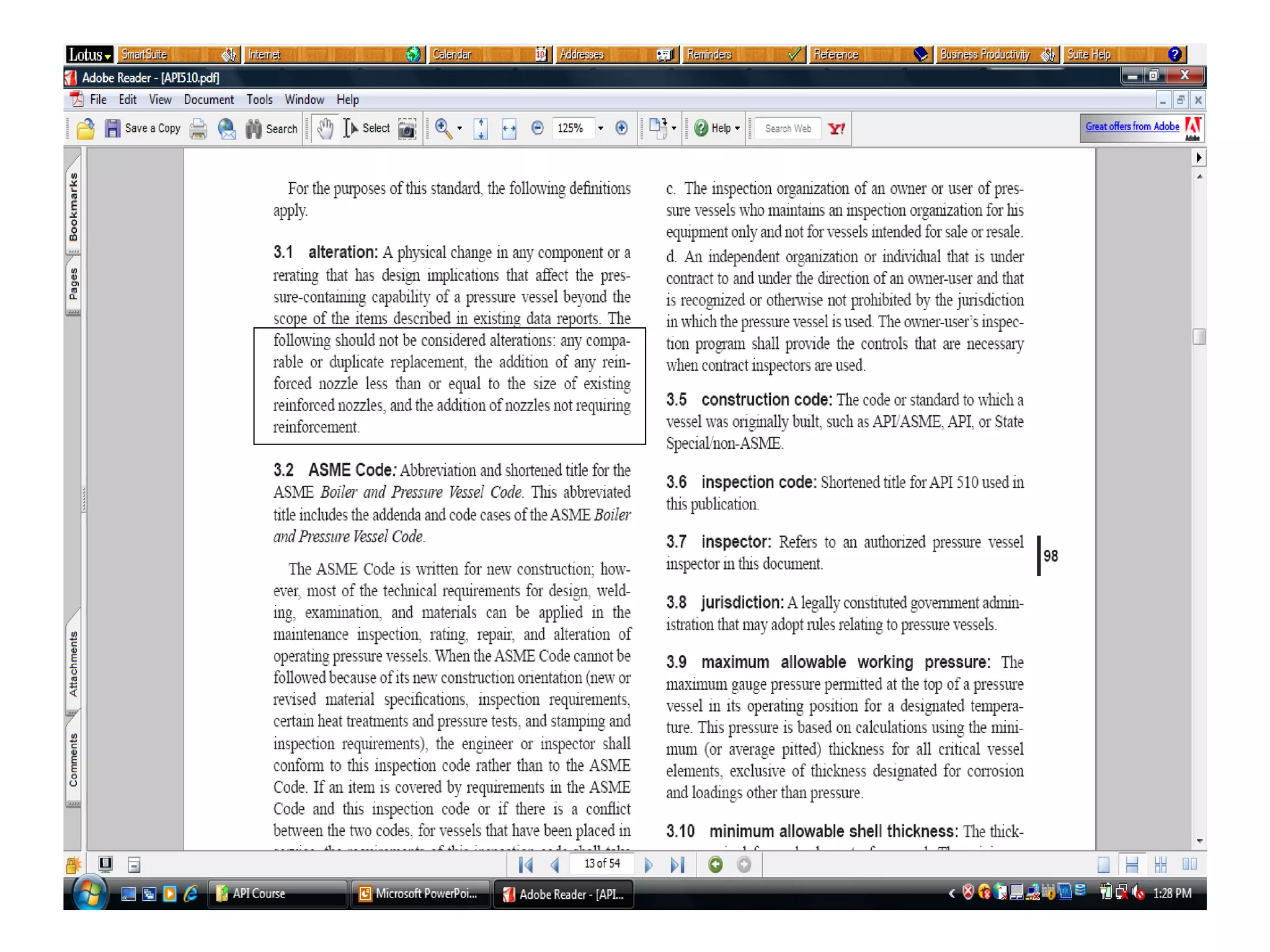
77. A 12 inches reinforced nozzle is being installed in a vessel where the largest
existing reinforced opening is 10 inches. This is considered;
• A repair
• An alteration
• A re-rating
• A maintenance activity
API 510 – 3.1
16.
SECTION 3
API DocumentPractices Question
77. A 12 inches reinforced nozzle is being installed in a vessel where the largest
existing reinforced opening is 10 inches. This is considered;
• A repair
• An alteration
• A re-rating
• A maintenance activity
API 510 – 3.1
17.
SECTION 3
API DocumentPractices Question
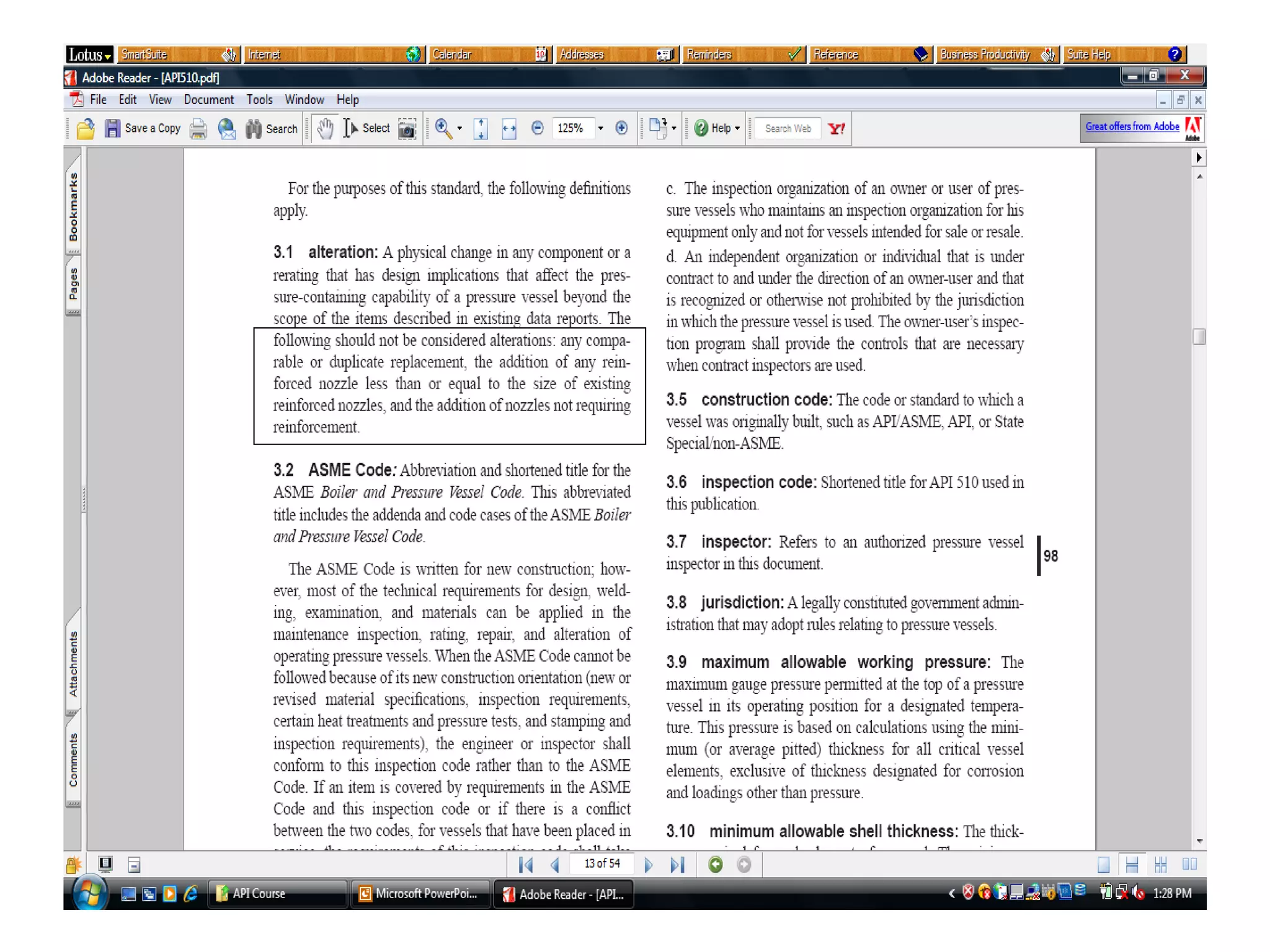
84. Which of the following is not an alteration?
1) Increasing the diameter of a shell section
2) Decreasing the temperature with impact testing of materials required
3) Adding a NPS 12” reinforced nozzle in a vessel that has two NPS 10”
reinforced nozzles
4) Adding a NPS 10” reinforced nozzle in a vessel that has two NPS 12”
reinforced nozzles
API 510 – 3.1
19.
SECTION 3
API DocumentPractices Question
84. Which of the following is not an alteration?
1) Increasing the diameter of a shell section
2) Decreasing the temperature with impact testing of materials required
3) Adding a NPS 12” reinforced nozzle in a vessel that has two NPS 10”
reinforced nozzles
4) Adding a NPS 10” reinforced nozzle in a vessel that has two NPS 12”
reinforced nozzles
API 510 – 3.1
20.
SECTION 3
API DocumentPractices Question
4) If there is a conflict between the ASME Code and API 510 for vessels
that have been placed In service, the requirement of:
1. API 510 shall take precedence over the ASME codes
2. ASME codes shall take precedence over the API 510
3. NBIC shall be used as an arbitration
4. The owner/user of pressure vessel shall take precedence over both
codes
(API 510 – 3.2)
22.
SECTION 3
API DocumentPractices Question
4) If there is a conflict between the ASME Code and API 510 for vessels
that have been placed In service, the requirement of:
1. API 510 shall take precedence over the ASME codes
2. ASME codes shall take precedence over the API 510
3. NBIC shall be used as an arbitration
4. The owner/user of pressure vessel shall take precedence over both
codes
(API 510 – 3.2)
23.
SECTION 3
API DocumentPractices Question
5. One type of Authorized Inspection Agency is:
1) An inspection organization that does inspection
2) An insurance /inspection agency which does not write pressure vessel
insurance.
3) An owner/user of pressure vessel who maintains an inspection
organization only for his own equipment
4) An independent third party consultant
(API 510 – 3.4)
25.
SECTION 3
API DocumentPractices Question
5. One type of Authorized Inspection Agency is:
1) An inspection organization that does inspection
2) An insurance /inspection agency which does not write pressure vessel
insurance.
3) An owner/user of pressure vessel who maintains an inspection
organization only for his own equipment
4) An independent third party consultant
(API 510 – 3.4)
26.
SECTION 3
API DocumentPractices Question
6.The term minimum allowable shell thickness is the thickness:
1. Essential for the shell and heads of a vessel
2. Required for each element of a vessel
3. Necessary for the shell of a vessel
4. Including the corrosion allowance for the shell of a vessel
(API 510 – 3.10)
28.
SECTION 3
API DocumentPractices Question
7. Lowering of the maximum allowable working pressure or temperature
rating of a vessel or both below the design condition is;
1) Not a permissible way to provide for corrosion
2) The preferred way to provide for corrosion
3) The only way to keep the vessel in service when it is corroded
4) A permissible way to provide for corrosion
(API 510 – 3.17)
30.
SECTION 4
API DocumentPractices Question
8. An owner user is responsible for developing, implementing, executing
and assessing pressure vessel inspection system and inspection
procedures that will meet the requirements of API 510. These system and
procedures will be:
1)Maintained in engineering procedure document
2)Kept as a standard procedure
3)Contained in a quality assurance inspection manual
4)In hand and available at owner user headquarters
(API 510 – 4.3)
32.
SECTION 4
API DocumentPractices Question
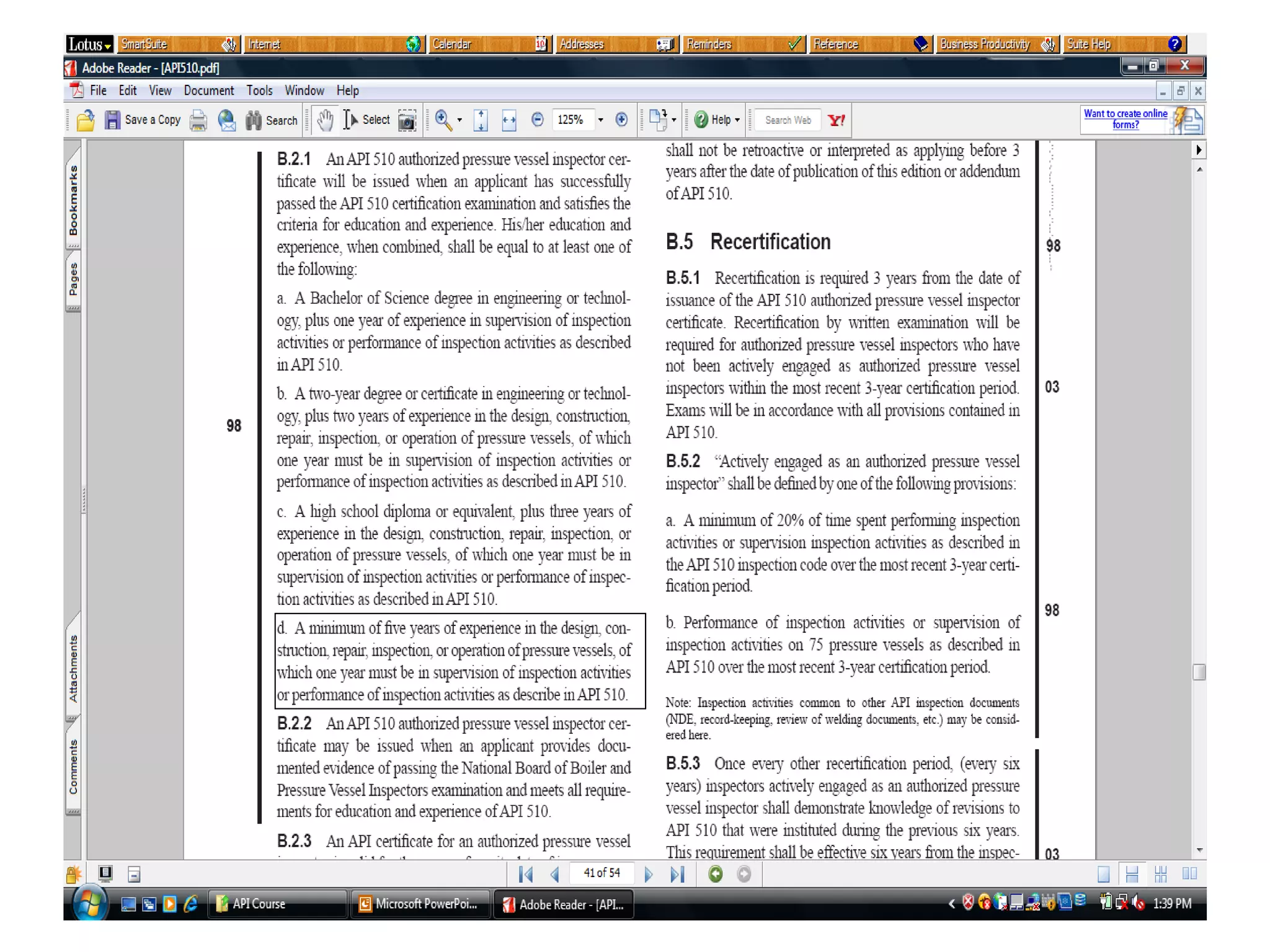
78. How many years of experience is required when the candidates does
not have
an education level equivalent to a high school education?
1) 5
2) 3
3) 2
4) 10
API 510 – 4.2
34.
SECTION 4
API DocumentPractices Question
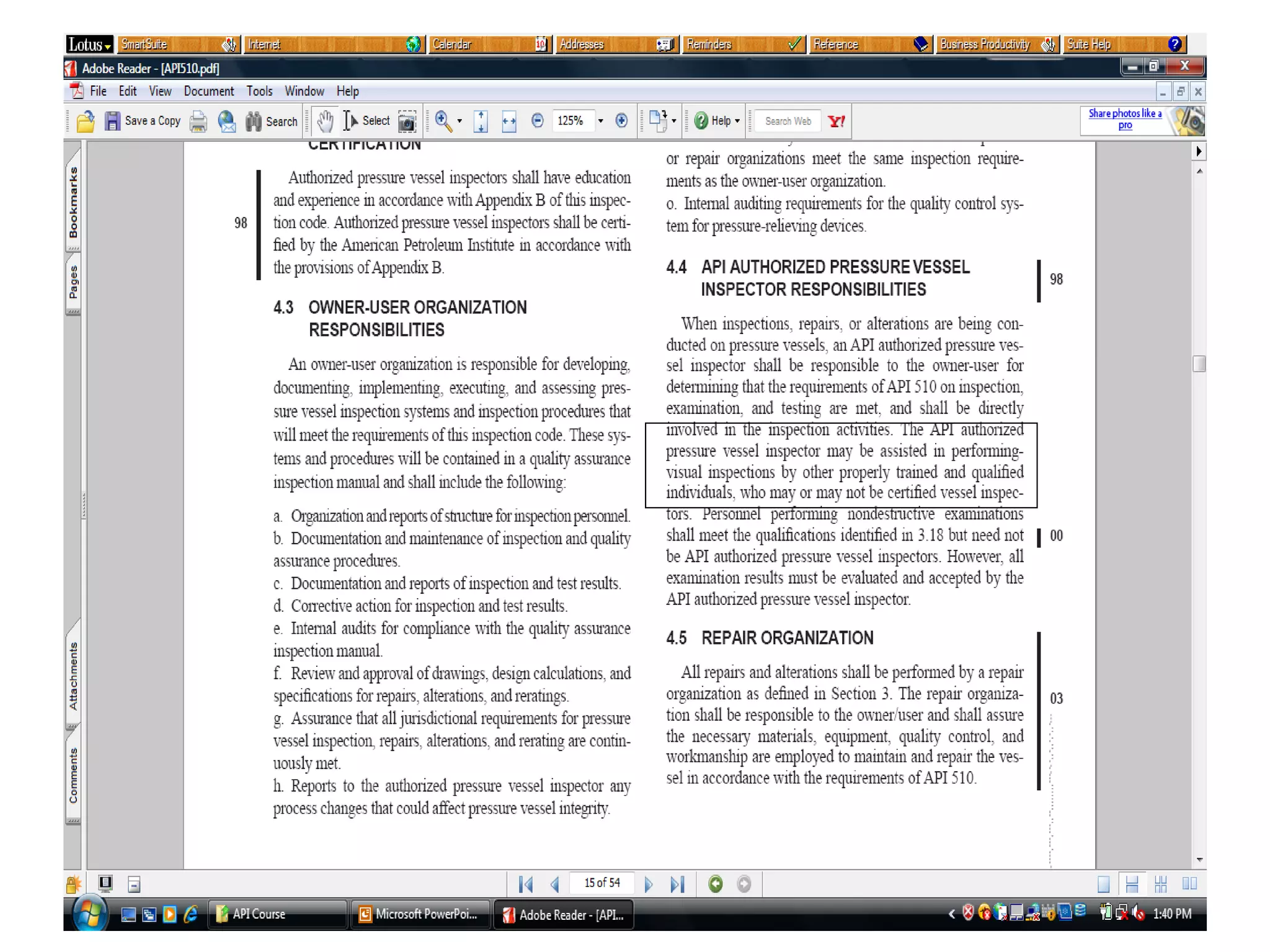
79. May the API 510 inspector be assisted by non-certified individuals
when visual inspections are performed?
• Yes, when authorized by API
• Yes
• No
• Yes, when properly trained and qualified
• API 510 – 4.4 & 3.18
36.
SECTION 5
API DocumentPractices Question
9. Safety precautions are important in pressure vessel inspection because
of the limited access to and the confined space of pressure vessel. Out of
the organization listed, which is the primary one that should be reviewed
and followed.
1)ASME
2)OSHA
3)NFPA
4)NBIC
(API 510 – 5.1)
38.
SECTION 5
API DocumentPractices Question
10.________may occur if equipment is subjected to temperatures above those for
which it is designed.
1) Creep
2) Brittle fracture
3) Stress corrosion
4) Erosion
(API 510 – 5.2)
40.
SECTION 5
API DocumentPractices Question
11. If a probable corrosion rate cannot be determined from reviewing
data from the same or similar service vessels or estimated form published
data, on-stream determinations shall be made after approximately
_______hours of service by using NDE methods and a corrosion rate is
established.
1)500
2)1000
3)5000
4)10,000
(API 510 – 5.3)
42.
SECTION 5
API DocumentPractices Question
12. The maximum allowable working pressure for the continued use of a
pressure vessel shall be based on computations determined by using the;
1)Latest edition of the National Boiler Inspection Code or the construction
code to which the vessel was built.
2)Latest edition of ASME code or the construction code to which the vessel
was built
3)Latest edition of API/ASME code or the construction code to which the
vessel was built
4)Latest edition of underwrite laboratories Code or the construction code
to which the vessel was built.
(API 510 – 5.4)
44.
SECTION 5
API DocumentPractices Question
13. Out of the many methods of inspection ________________is
considered the most important and the most universally accepted method
of inspection.
1)Radiographic examination
2)Careful visual inspection
3)Ultrasonic thickness measurement
4)Hammer testing
(API 510 - 5.5)
46.
SECTION 5
API DocumentPractices Question
14. If the external of internal covering such as insulation, refractory
protective lining and corrosion resistant linings are in good condition and
there is no reason to suspect that an unsafe condition is behind them.
1) It is not necessary to remove them for inspection
2) It is necessary to remove them completely for inspection
3) It is necessary to partially remove them for inspection
4) It is required remove them completely for inspection on some set
interval
(API 510 – 5.5)
48.
SECTION 5
API DocumentPractices Question
15. What API standard provides more information on the inspection of
piping, valves and fittings associated with pressure vessel?
1) API Recommended Practice 576
2) API Recommended Practice 575
3) API Recommended Practice 574
4) API Recommended Practice 573
(API 510 – 5.6)
50.
SECTION 5
API DocumentPractices Question
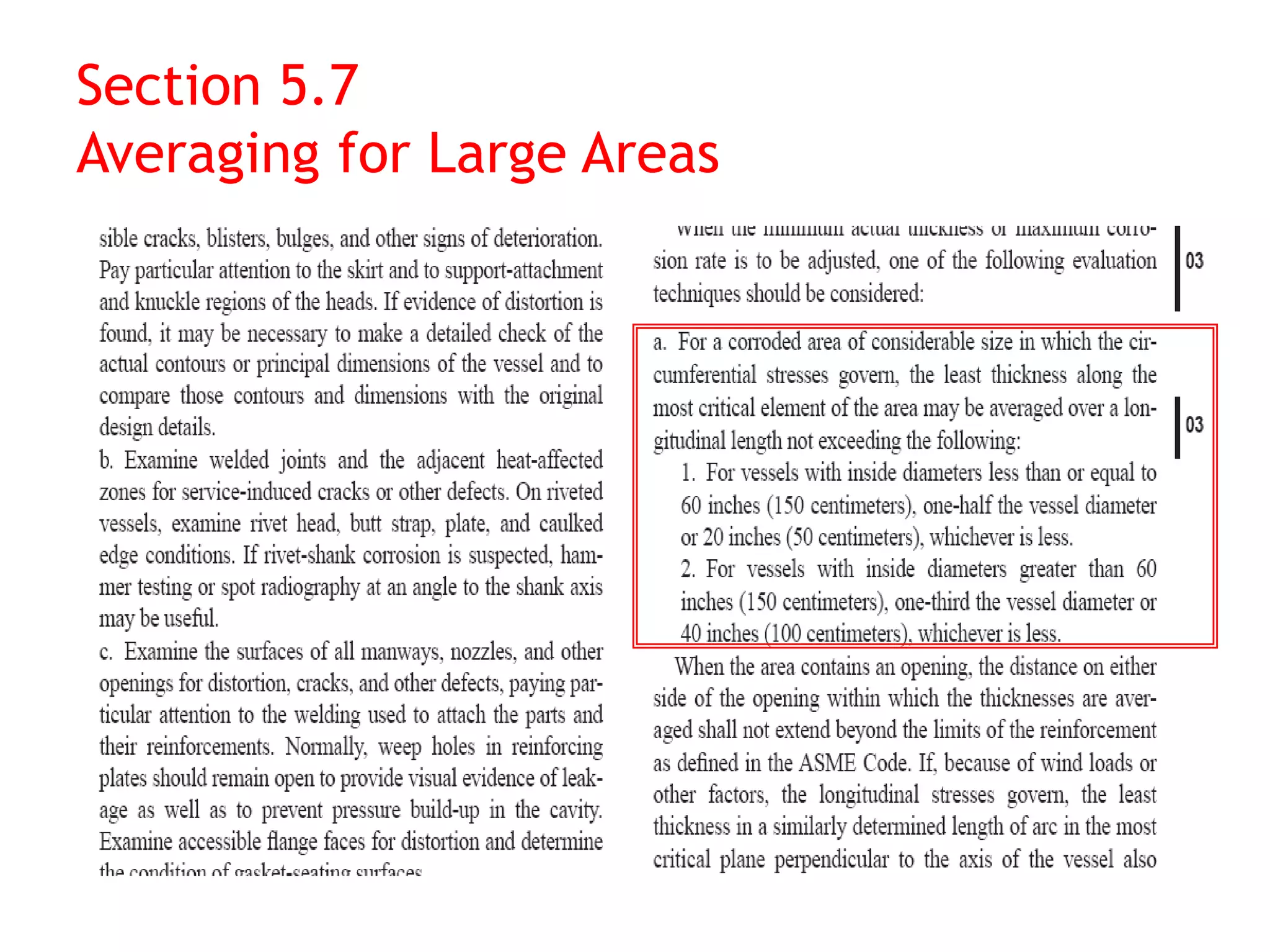
16. For a corroded area of considerable size in which the circumferential stresses
govern, the least thickness along the most critical element of the area may be
averaged over a length not exceeding the following;
a. For vessels with inside diameters less than or equal to 60 inches-
1) ¼ the vessel diameters or 5 inches whichever is less
2) ½ the vessel diameters or 10 inches whichever less
3) 1/4 the vessel diameters or 15inches whichever less
4) ½ the vessel diameters or 20 inches whichever less
(API 510 – 5.7)
b. For vessels with inside diameters greater than 60 inches-
1) 1/3 the vessel diameters or 40 inches whichever is less
2) ¼ the vessel diameters or 30 inches whichever less
3) 1/3 the vessel diameters or 50 inches whichever less
4) 1/4 the vessel diameters or 25 inches whichever less
(API 510 – 5.7)
52.
SECTION 5
API DocumentPractices Question
83. Which of the following widely scattered pit cannot be ignored?
1. The total area of the pits does not exceed 7 square inches within an 9 inch
diameter circle
2. No pit depth is greater than 1/3 the vessel thickness
3. The sum of the pit dimensions along any straight line within the circle does
not exceed 2.5 inches
4. The total area of the pits does not exceed 7 inch2 within an 8 inch diameter
circle
API 510 – 5.7
54.
SECTION 5
API DocumentPractices Question
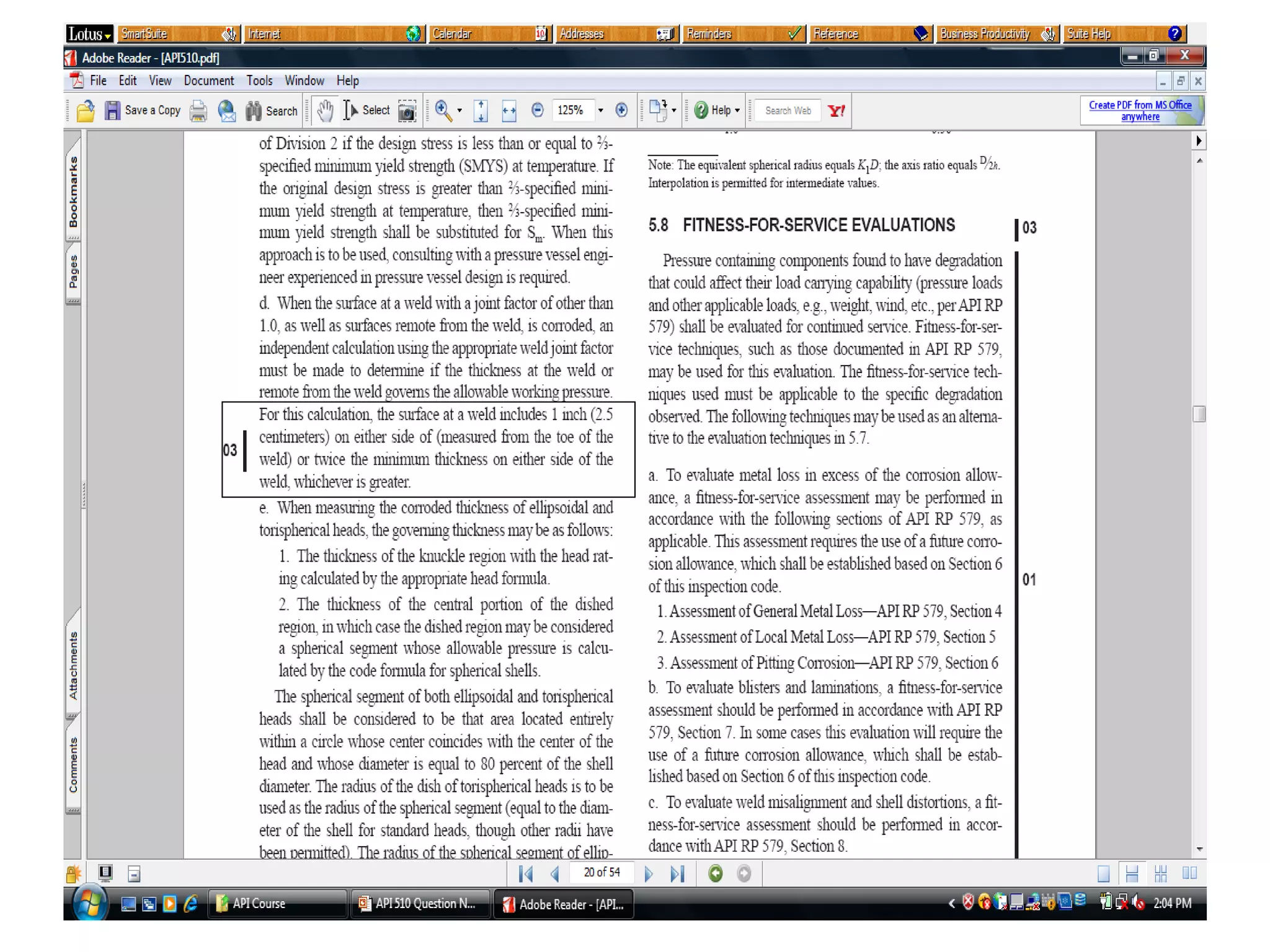
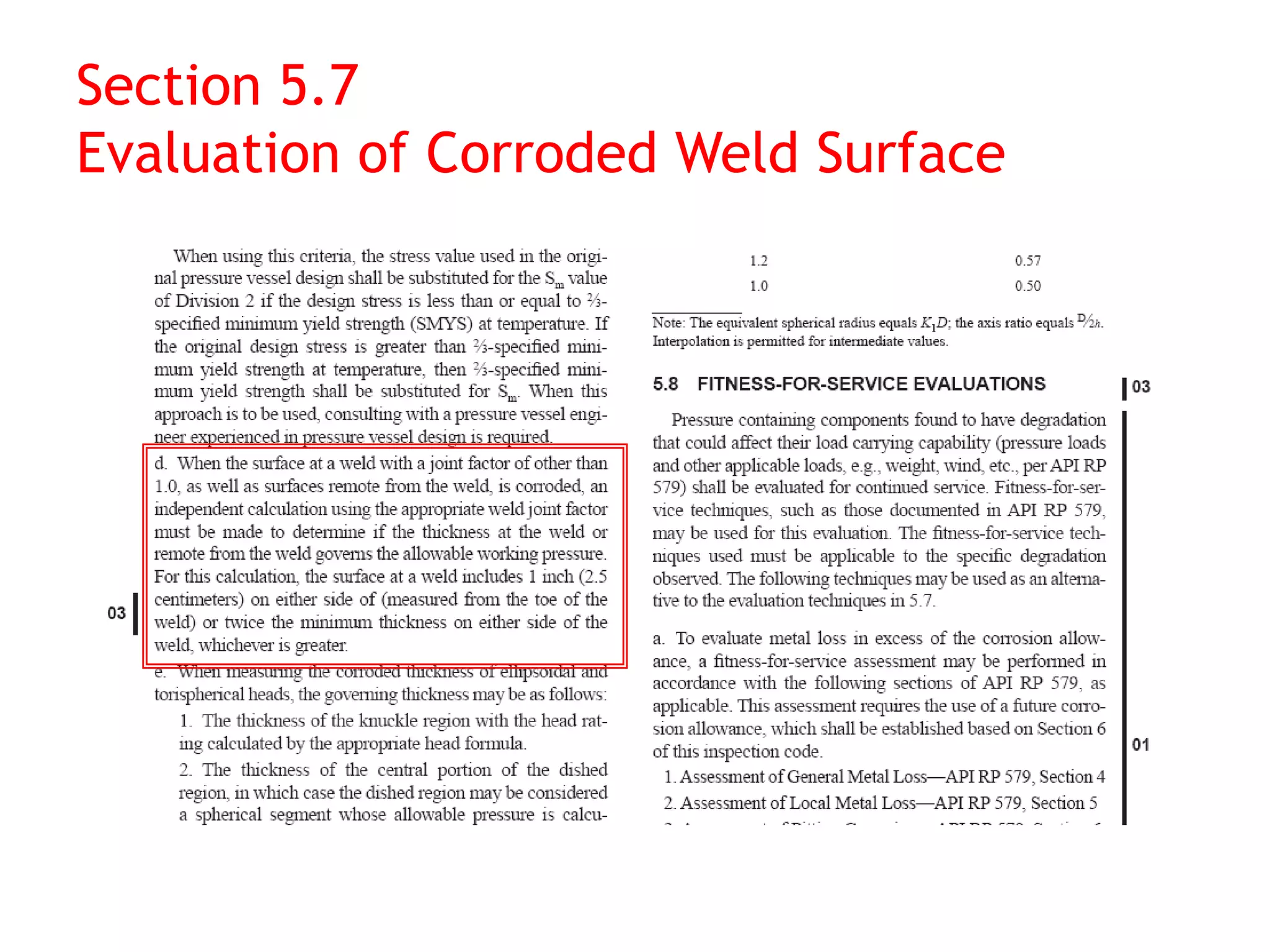
17. For corrosion calculations the surface of the weld is considered to be:
1. 1 inch on either side of the weld or twice the minimum thickness on either
side of the weld whichever is greater
2. 2 inches on either side of the weld or twice the minimum thickness on
either side of the weld whichever is greater
3. 4 inches on either side of the weld or twice the minimum thickness on
either side of the weld whichever is greater
4. 6 inches on either side of the weld or twice the minimum thickness on
either side of the weld whichever is greater
56.
People are alwaysblaming their circumstances for what they are. I don’t believe in
circumstances. The people who get on in this world are the people who get up and look
for the circumstances they want, and if they can’t find them, make them.
-George Bernard Shaw
Section 5.4
Maximum AllowableWorking Pressure
Determination
Establish using latest ASME Code edition or original Code edition to which
vessel constructed
Certain essential details must be known prior to performing computations
In corrosive service the wall thickness used shall be actual thickness
determined by inspection minus twice the estimated corrosion loss before
next inspection
The “t” in the pressure formula is replaced by the following:
t = tactual – 2(Corrosion rate x years to next inspection)
P = SEt/R + 0.6t
59.
Math Problem #1
MaximumAllowable Working Pressure Determination
A pressure vessel has an MAWP of 500 psi at 400F and is made of SA
516 Gr.70 material with a stress value of 20,000 psi and has a measured
thickness of 0.875 inches. The efficiency is 1.0, inside radius is 24 inches
and there is no corrosion allowance. The observed corrosion rate is 0.01
inches/year and the next planned inspection is 5 years. What will be the
MAWP at the end of 5 years?
1) 633 psi
2) 500 psi
3) 450 psi
4) 900 psi
60.
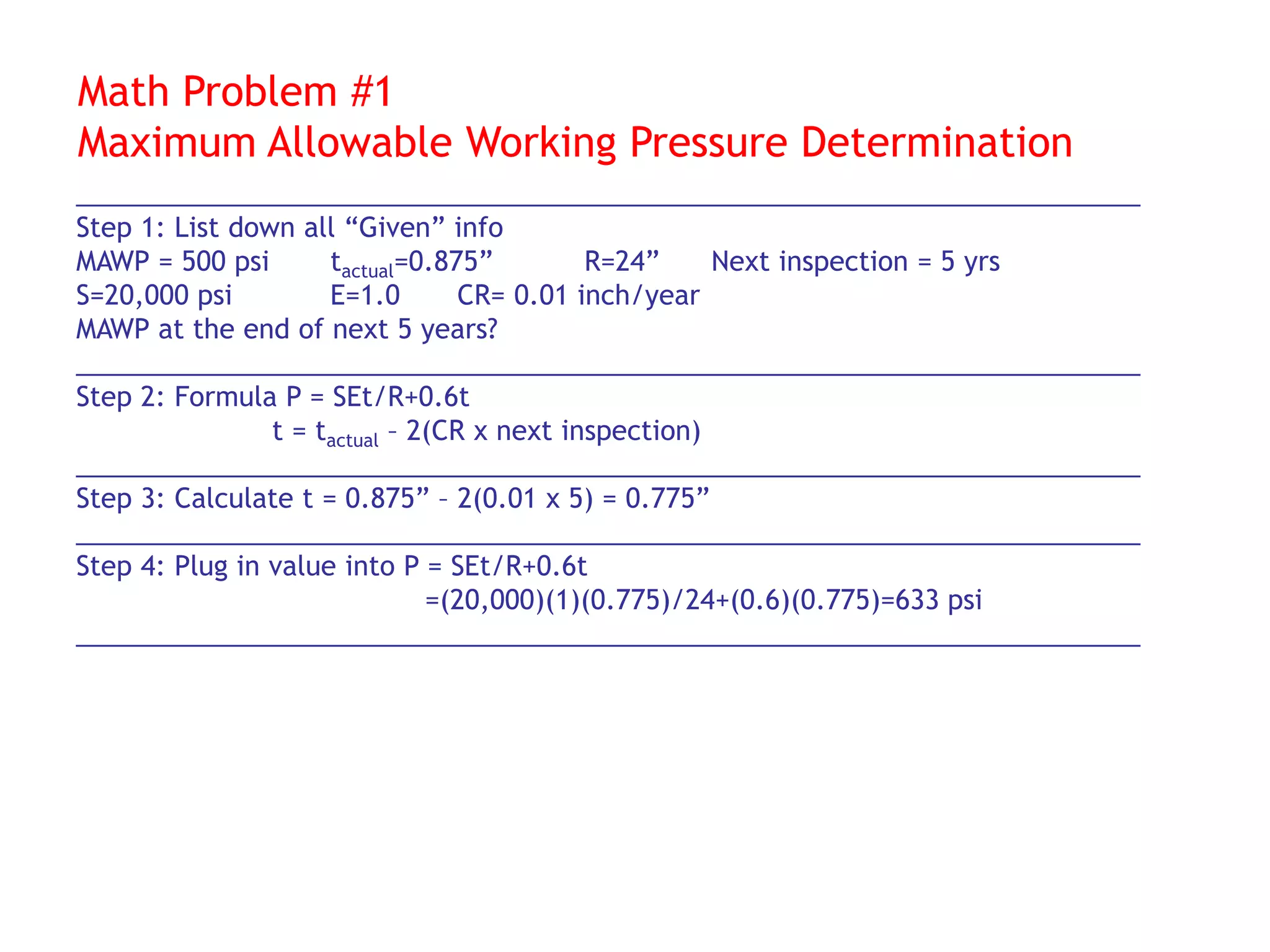
Math Problem #1
MaximumAllowable Working Pressure Determination
________________________________________________________________________
Step 1: List down all “Given” info
MAWP = 500 psi tactual=0.875” R=24” Next inspection = 5 yrs
S=20,000 psi E=1.0 CR= 0.01 inch/year
MAWP at the end of next 5 years?
________________________________________________________________________
Step 2: Formula P = SEt/R+0.6t
t = tactual – 2(CR x next inspection)
________________________________________________________________________
Step 3: Calculate t = 0.875” – 2(0.01 x 5) = 0.775”
________________________________________________________________________
Step 4: Plug in value into P = SEt/R+0.6t
=(20,000)(1)(0.775)/24+(0.6)(0.775)=633 psi
________________________________________________________________________
61.
Math Problem #2
MaximumAllowable Working Pressure Determination
A pressure vessel has an MAWP of 350 psi at 300F and is made of SA 515 Grade 60
material with a stress value of 16,000 psi. The efficiency of the longitudinal joint is
0.70 and the inside radius is 36 inches with 1.25 inch corrosion allowance. The
measured thickness is 0.750 inches and the corrosion rate is 0.02 ipy. The next planned
inspection is in 6 years. What will be the MAWP at the end of six years?
1) 440 psi
2) 350 psi
3) 602 psi
4) 157 psi
62.
Math Problem #2
MaximumAllowable Working Pressure Determination
__________________________________________________________________________
Step 1: List down all “Given” info
MAWP = 350 psi tactual=0.875” R=36” Next inspection = 6 yrs
S=16,000 psi E=7.0 CR= 0.02 inch/year
MAWP at the end of 6 years?
__________________________________________________________________________
Step 2: Formula P = SEt/R+0.6t
t = tactual – 2(CR x next inspection)
__________________________________________________________________________
Step 3: Calculate t = 0.75” – 2(0.02 x 6) = 0.51”
__________________________________________________________________________
Step 4: Plug in value into P = SEt/R+0.6t
=(16,000)(0.7)(0.51)/36+(0.6)(0.51)
=5,712/36.306
= 157.3 psi
63.
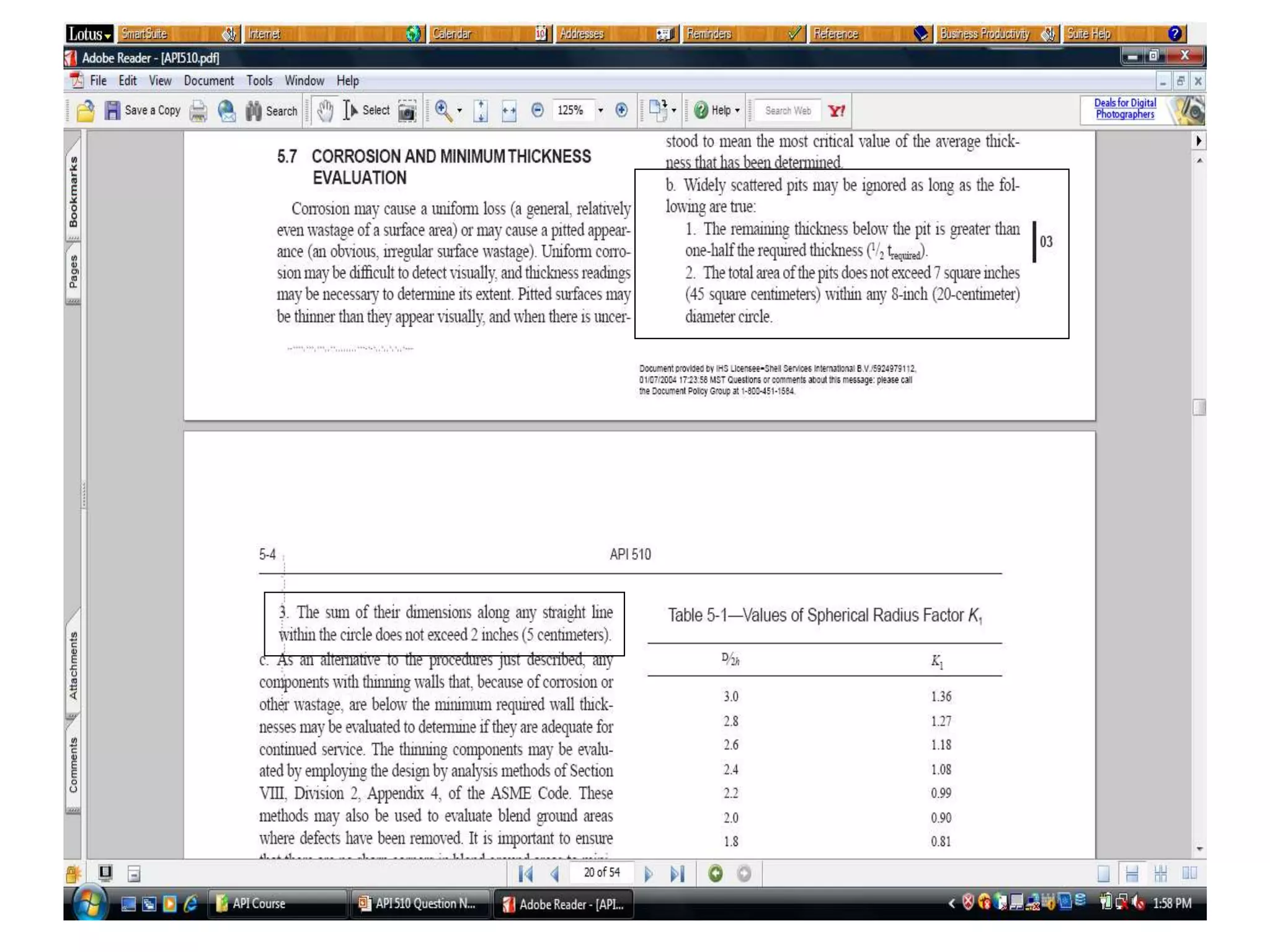
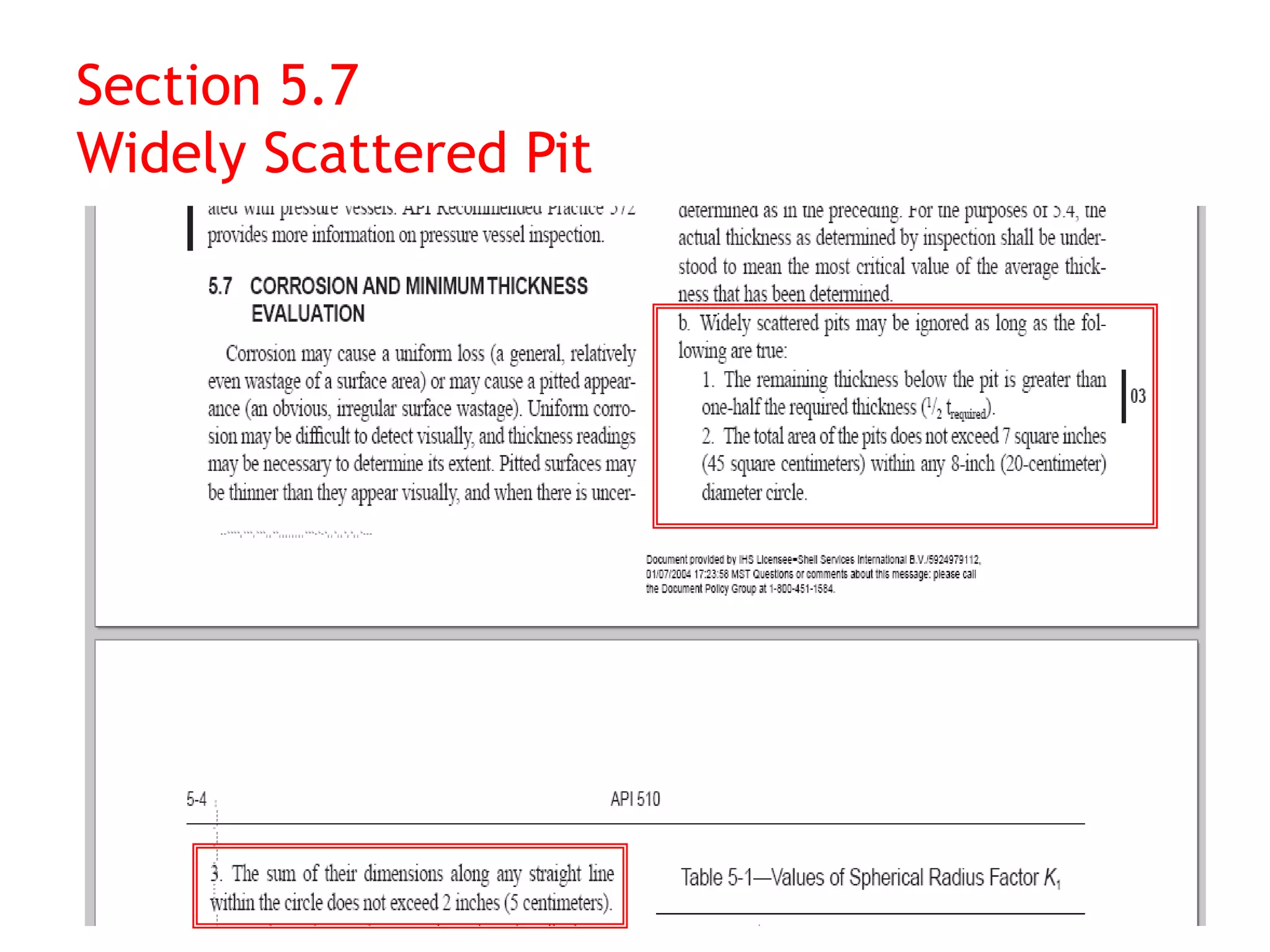
Section 5.7
Corrosion andMinimum Thickness Evaluation
• Corrosion may cause uniform loss or may cause a pitted appearance
• Minimum actual thickness and maximum corrosion rate determined by:
– NDE thickness testing and drilled test holes
– Measurement through openings
– Gauging from uncorroded surfaces
• When the minimum actual thickness or maximum corrosion rate is to be
adjusted, one of the following evaluation techniques should be
considered
1) Averaging for large areas
2) Evaluation of widely scattered pit
3) Evaluation of corrosion on weld surface with joint factor other than 1
4) Measuring corroded thickness of ellipsoidal & torispherical head
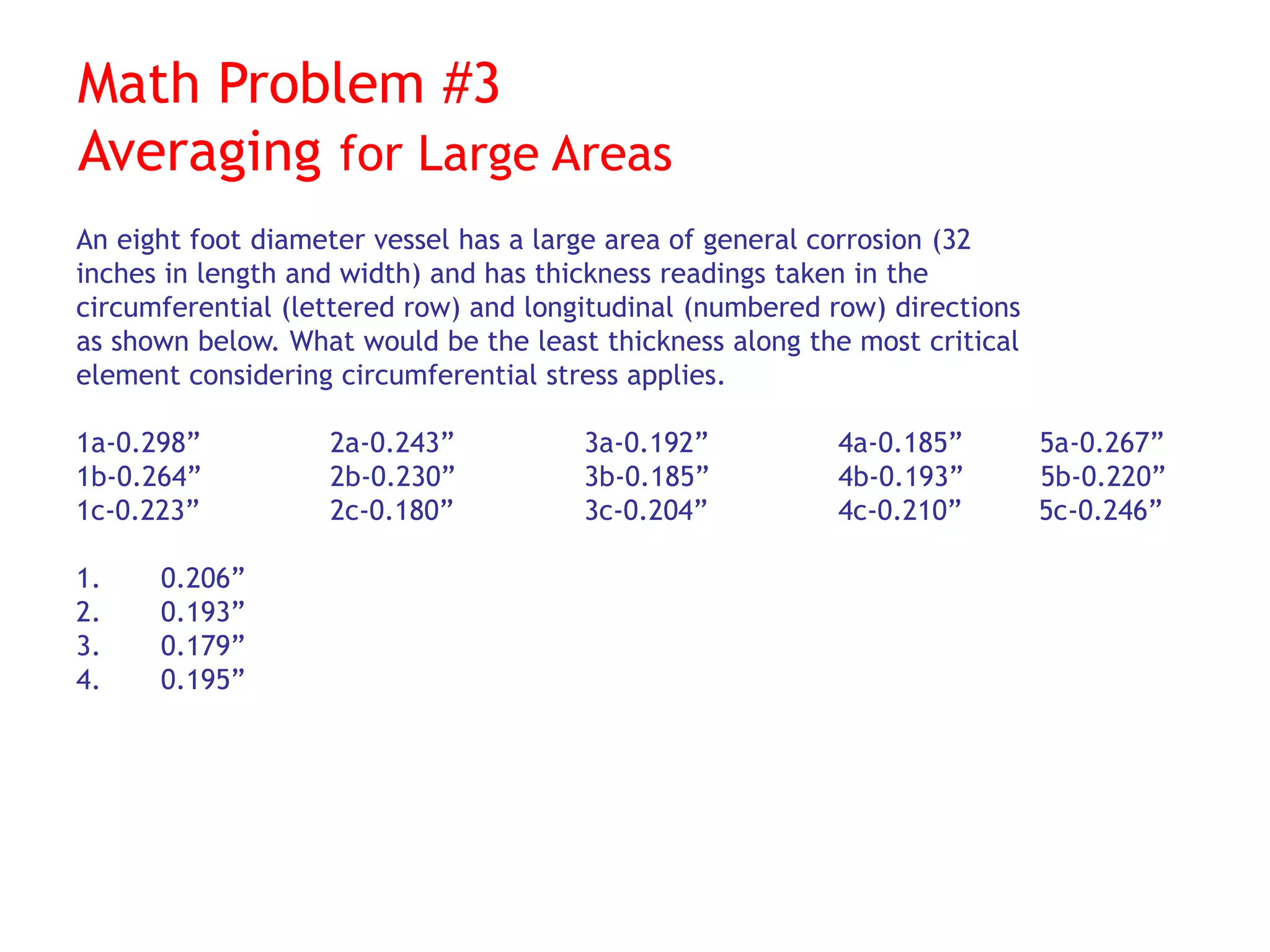
Math Problem #3
Averagingfor Large Areas
An eight foot diameter vessel has a large area of general corrosion (32
inches in length and width) and has thickness readings taken in the
circumferential (lettered row) and longitudinal (numbered row) directions
as shown below. What would be the least thickness along the most critical
element considering circumferential stress applies.
1a-0.298” 2a-0.243” 3a-0.192” 4a-0.185” 5a-0.267”
1b-0.264” 2b-0.230” 3b-0.185” 4b-0.193” 5b-0.220”
1c-0.223” 2c-0.180” 3c-0.204” 4c-0.210” 5c-0.246”
1. 0.206”
2. 0.193”
3. 0.179”
4. 0.195”
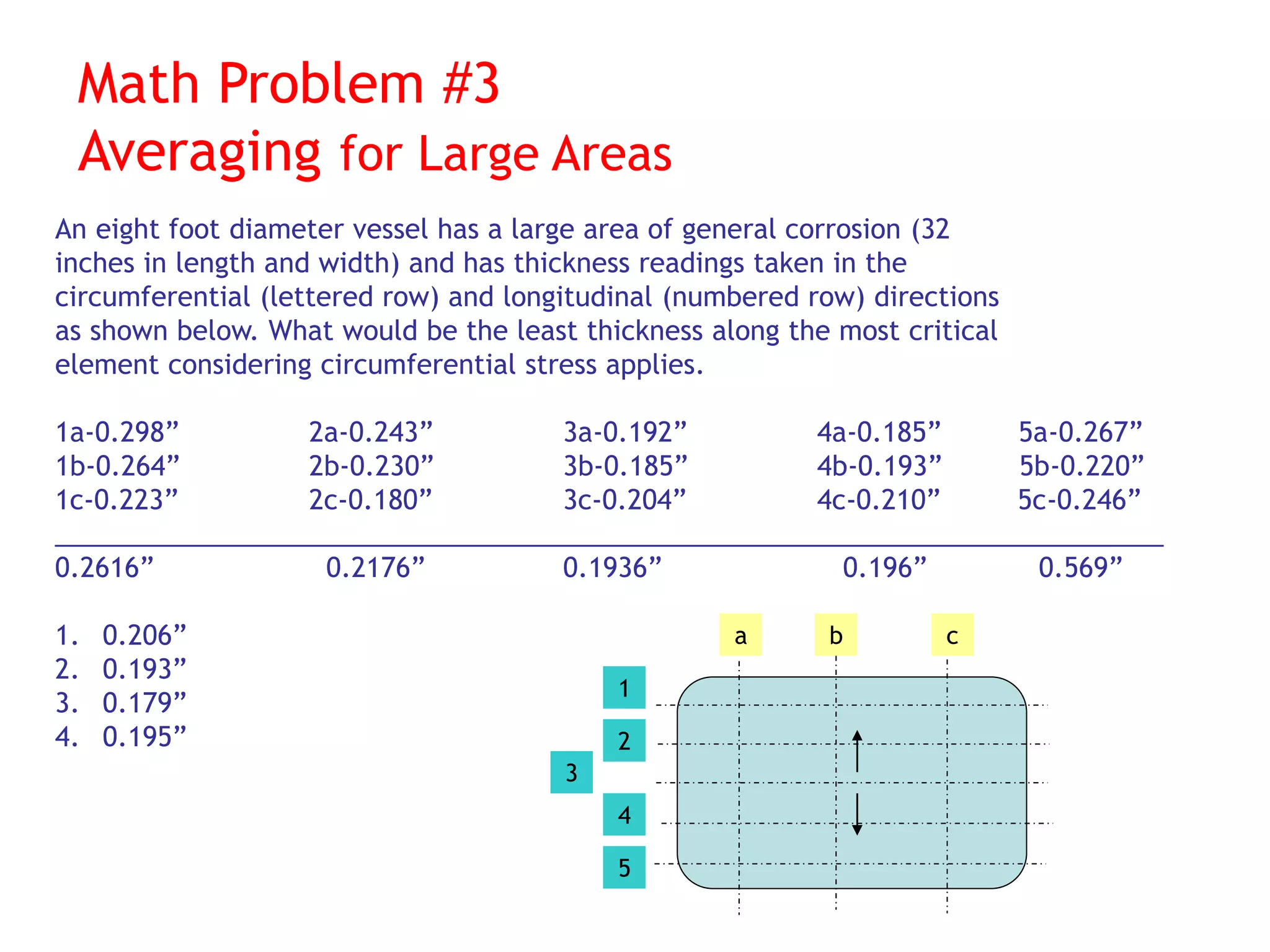
66.
Math Problem #3
Averagingfor Large Areas
An eight foot diameter vessel has a large area of general corrosion (32
inches in length and width) and has thickness readings taken in the
circumferential (lettered row) and longitudinal (numbered row) directions
as shown below. What would be the least thickness along the most critical
element considering circumferential stress applies.
1a-0.298” 2a-0.243” 3a-0.192” 4a-0.185” 5a-0.267”
1b-0.264” 2b-0.230” 3b-0.185” 4b-0.193” 5b-0.220”
1c-0.223” 2c-0.180” 3c-0.204” 4c-0.210” 5c-0.246”
___________________________________________________________________________
0.2616” 0.2176” 0.1936” 0.196” 0.569”
1. 0.206”
2. 0.193”
3. 0.179”
4. 0.195”
a b c
1
2
3
4
5
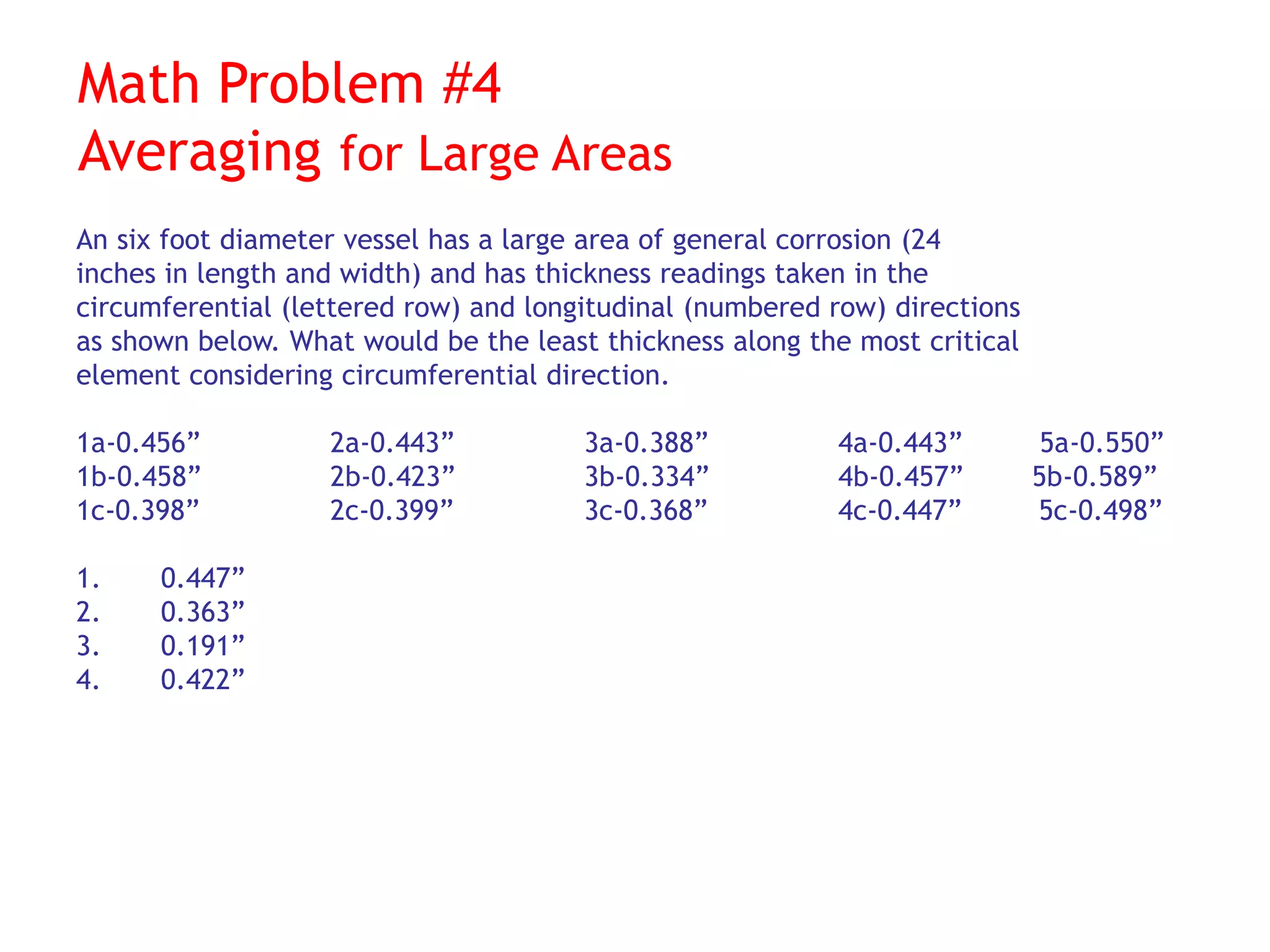
67.
Math Problem #4
Averagingfor Large Areas
An six foot diameter vessel has a large area of general corrosion (24
inches in length and width) and has thickness readings taken in the
circumferential (lettered row) and longitudinal (numbered row) directions
as shown below. What would be the least thickness along the most critical
element considering circumferential direction.
1a-0.456” 2a-0.443” 3a-0.388” 4a-0.443” 5a-0.550”
1b-0.458” 2b-0.423” 3b-0.334” 4b-0.457” 5b-0.589”
1c-0.398” 2c-0.399” 3c-0.368” 4c-0.447” 5c-0.498”
1. 0.447”
2. 0.363”
3. 0.191”
4. 0.422”
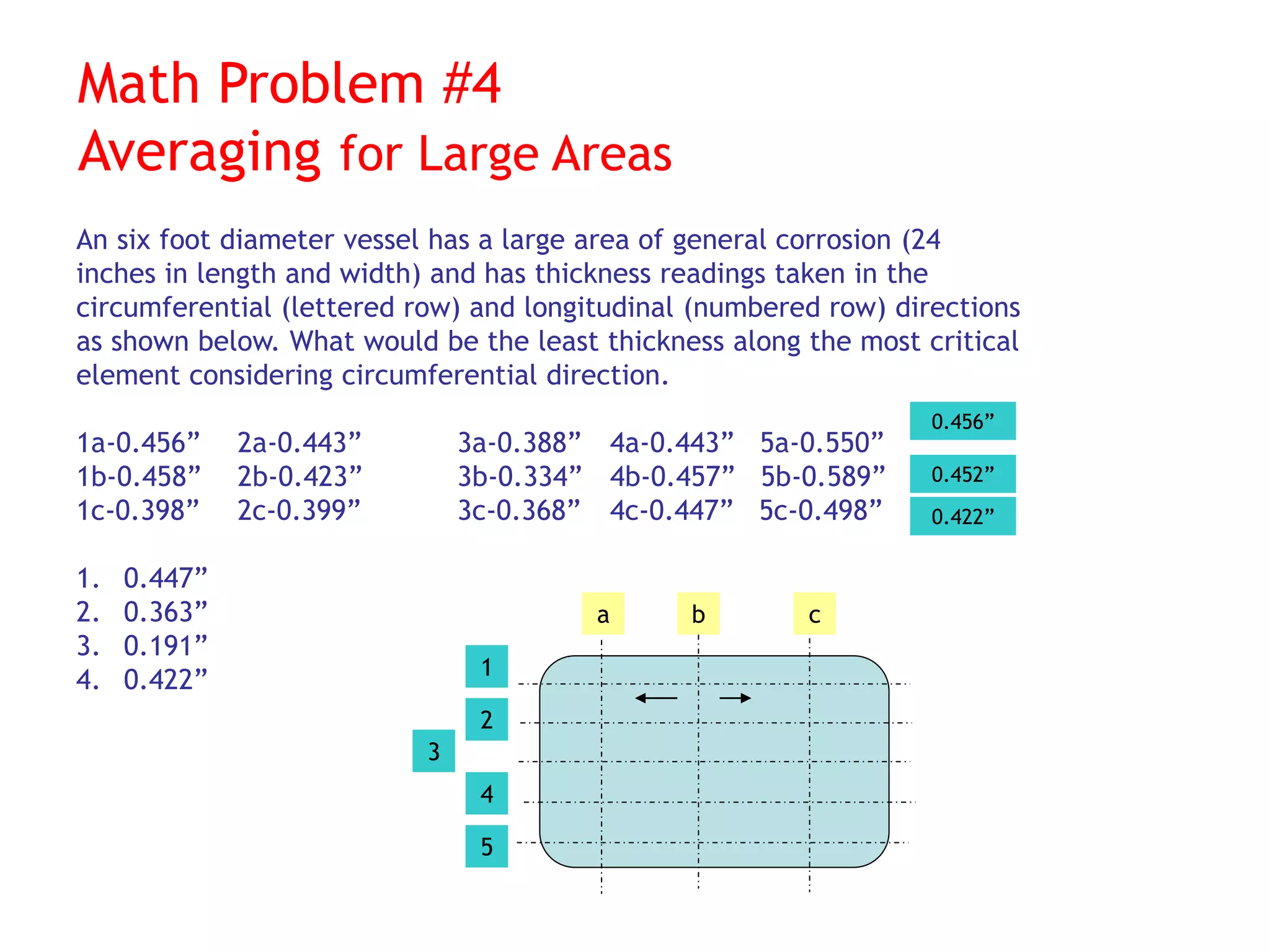
68.
Math Problem #4
Averagingfor Large Areas
An six foot diameter vessel has a large area of general corrosion (24
inches in length and width) and has thickness readings taken in the
circumferential (lettered row) and longitudinal (numbered row) directions
as shown below. What would be the least thickness along the most critical
element considering circumferential direction.
1a-0.456” 2a-0.443” 3a-0.388” 4a-0.443” 5a-0.550”
1b-0.458” 2b-0.423” 3b-0.334” 4b-0.457” 5b-0.589”
1c-0.398” 2c-0.399” 3c-0.368” 4c-0.447” 5c-0.498”
1. 0.447”
2. 0.363”
3. 0.191”
4. 0.422”
a b c
1
2
3
4
5
0.456”
0.452”
0.422”
Math Problem #4
WidelyScattered Pit
A pressure vessel is 48 inches in diameter. There is some widely scattered
pitting present. The wall thickness including 0.125 inch corrosion allowance
is 0.750 inch. One group is encircled by an eight inch diameter circle that
contains the following;
One 1” dia x 0.20” deep pit, three ¾” dis x 0.20” pit and one 1-1/2” dia x
0.15 deep pit. A straight line is drawn through the most pits within the circle
and includes the ¾”, 1” and 1-1/2” pits.
a) What is the total area of the its within the 8 inches circle?
1)2.5 inch2 2)3.876 inch2 3)1.325 inch2 4)7.25 inch2
b) What would have to be done to the pits in the straight line to make them
acceptable?
1) Nothing, they are acceptable as is
2) Weld repair the 1.5” dia pt
3) Fill all pits with epoxy materials
4) None of the above apply
71.
Math Problem #4
WidelyScattered Pit
A pressure vessel is 48 inches in diameter. There is
some widely scattered pitting present. The wall
thickness including 0.125 inch corrosion allowance
is 0.750 inch. One group is encircled by an eight inch
diameter circle that contains the following;
One 1” dia x 0.20” deep pit, three ¾” dis x 0.20” pit
and one 1-1/2” dia x 0.15 deep pit. A straight line is
drawn through the most pits within the circle
and includes the ¾”, 1” and 1-1/2” pits.
a) What is the total area of the its within the 8
inches circle?
1)2.5 inch2
2)3.876 inch2
3)1.325 inch2
4)7.25 inch2
b) What would have to be done to the pits in the
straight line to make them acceptable?
1) Nothing, they are acceptable as is
2) Weld repair the 1.5” dia pt
3) Fill all pits with epoxy materials
4) None of the above apply
D=48”
Tnom = 0.75
CA=0.125
Pit #1: 1” dia x 0.2” depth
Pit #2: 0.75” dia x 0.2” depth x (3nos)
Pit#3: 1.5” dia x 0.15” depth
a) Total area of the pits
Formula for area: ∏r2
Area of Pit#1 + Area of Pit#2 x 3 + Area of Pit#3
= ∏(0.5)2 + ∏(0.375)2 x 3 + ∏(0.75)2
= 0.785 + 1.325 + 1.767
= 3.878 inches2
b) Sum of dimension of pits within the 8
inches circle
Dia Pit#1 + Dia Pit#2 + Dia Pit#3
= 1 + 0.75 + 1.5
= 3.25” which is exceed the limit of 2”.
Thus by repair 1.5” pit then the sum of
dimension will be 1.75” which <2”
72.
Another Problem
Widely ScatteredPit
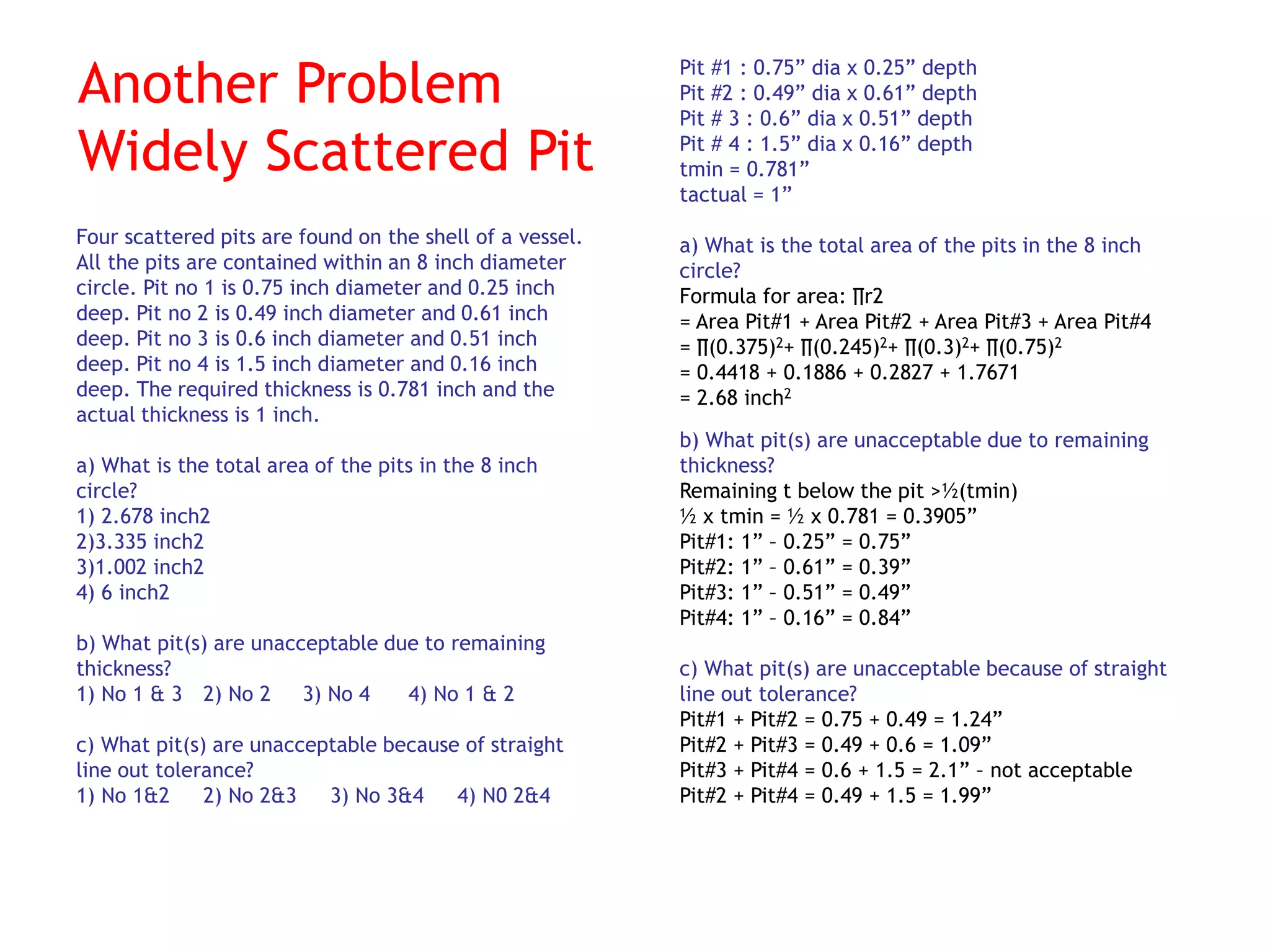
Four scattered pits are found on the shell of a vessel. All the pits are contained within
an 8 inch diameter circle. Pit no 1 is 0.75 inch diameter and 0.25 inch deep. Pit no 2 is
0.49 inch diameter and 0.61 inch deep. Pit no 3 is 0.6 inch diameter and 0.51 inch
deep. Pit no 4 is 1.5 inch diameter and 0.16 inch deep. The required thickness is 0.781
inch and the actual thickness is 1 inch.
a) What is the total area of the pits in the 8 inch circle?
1) 2.678 inch2 2)3.335 inch2 3)1.002 inch2 4) 6 inch2
b) What pit(s) are unacceptable due to remaining thickness?
1) No 1 & 3 2) No 2 3) No 4 4) No 1 & 2
c) What pit(s) are unacceptable because of straight line out tolerance?
1) No 1&2 2) No 2&3 3) No 3&4 4) N0 2&4
73.
Another Problem
Widely ScatteredPit
Four scattered pits are found on the shell of a vessel.
All the pits are contained within an 8 inch diameter
circle. Pit no 1 is 0.75 inch diameter and 0.25 inch
deep. Pit no 2 is 0.49 inch diameter and 0.61 inch
deep. Pit no 3 is 0.6 inch diameter and 0.51 inch
deep. Pit no 4 is 1.5 inch diameter and 0.16 inch
deep. The required thickness is 0.781 inch and the
actual thickness is 1 inch.
a) What is the total area of the pits in the 8 inch
circle?
1) 2.678 inch2
2)3.335 inch2
3)1.002 inch2
4) 6 inch2
b) What pit(s) are unacceptable due to remaining
thickness?
1) No 1 & 3 2) No 2 3) No 4 4) No 1 & 2
c) What pit(s) are unacceptable because of straight
line out tolerance?
1) No 1&2 2) No 2&3 3) No 3&4 4) N0 2&4
Pit #1 : 0.75” dia x 0.25” depth
Pit #2 : 0.49” dia x 0.61” depth
Pit # 3 : 0.6” dia x 0.51” depth
Pit # 4 : 1.5” dia x 0.16” depth
tmin = 0.781”
tactual = 1”
a) What is the total area of the pits in the 8 inch
circle?
Formula for area: ∏r2
= Area Pit#1 + Area Pit#2 + Area Pit#3 + Area Pit#4
= ∏(0.375)2+ ∏(0.245)2+ ∏(0.3)2+ ∏(0.75)2
= 0.4418 + 0.1886 + 0.2827 + 1.7671
= 2.68 inch2
b) What pit(s) are unacceptable due to remaining
thickness?
Remaining t below the pit >½(tmin)
½ x tmin = ½ x 0.781 = 0.3905”
Pit#1: 1” – 0.25” = 0.75”
Pit#2: 1” – 0.61” = 0.39”
Pit#3: 1” – 0.51” = 0.49”
Pit#4: 1” – 0.16” = 0.84”
c) What pit(s) are unacceptable because of straight
line out tolerance?
Pit#1 + Pit#2 = 0.75 + 0.49 = 1.24”
Pit#2 + Pit#3 = 0.49 + 0.6 = 1.09”
Pit#3 + Pit#4 = 0.6 + 1.5 = 2.1” – not acceptable
Pit#2 + Pit#4 = 0.49 + 1.5 = 1.99”
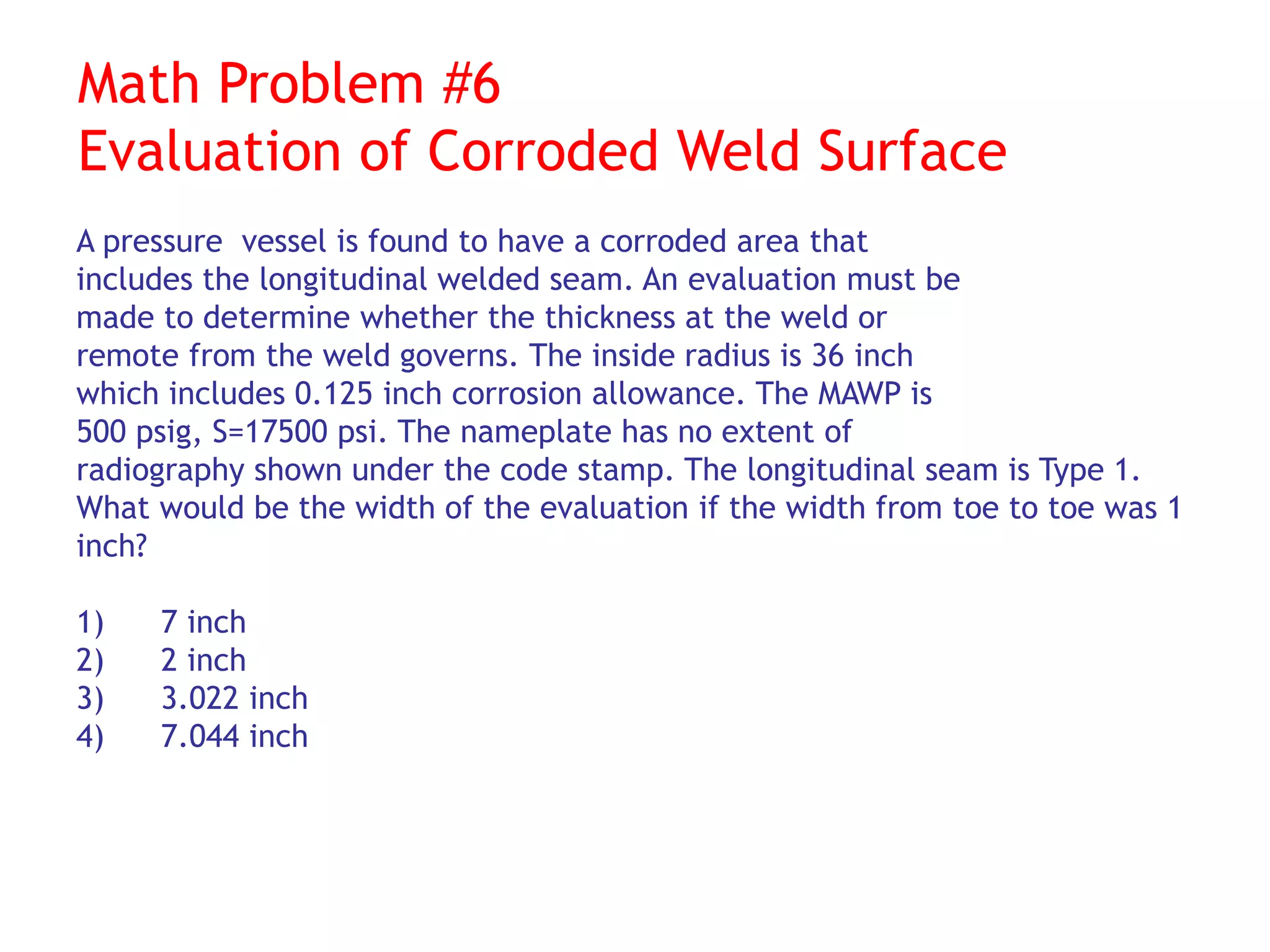
Math Problem #6
Evaluationof Corroded Weld Surface
A pressure vessel is found to have a corroded area that
includes the longitudinal welded seam. An evaluation must be
made to determine whether the thickness at the weld or
remote from the weld governs. The inside radius is 36 inch
which includes 0.125 inch corrosion allowance. The MAWP is
500 psig, S=17500 psi. The nameplate has no extent of
radiography shown under the code stamp. The longitudinal seam is Type 1.
What would be the width of the evaluation if the width from toe to toe was 1
inch?
1) 7 inch
2) 2 inch
3) 3.022 inch
4) 7.044 inch
76.
Math Problem #6
Evaluationof Corroded Weld Surface
A pressure vessel is found to have a corroded
area that includes the longitudinal welded seam.
An evaluation must be made to determine
whether the thickness at the weld or remote from
the weld governs. The inside radius is 36 inch
which includes 0.125 inch corrosion allowance.
The MAWP is 500 psig, S=17500 psi. The nameplate
has no extent of radiography shown under the
code stamp. The longitudinal seam is Type 1.
What would be the width of the evaluation if the
width from toe to toe was 1 inch?
1) 7 inch
2) 2 inch
3) 3.022 inch
4) 7.044 inch
MAWP = 500 psi, S= 17,500, R=36”, CA=0.125”
E = 0.7 [Type 1 with no RT].
Width of area for evaluation of the weld and area
remote from weld?
Section 5.7: The greater of 1” on either side of
weld or 2 x tmin on either side of weld
tmin = PR/SE-0.6P
= (500)(36)/(17,500)(0.7) – 0.6(500)
= 18,000/11,900
= 1.51”
2 x t min = 3.01” which is > 1”
Thus, total area of evaluation
= both side of the weld + weld area
= (3.01) x 2 + 1
= 7.03”
Math Problem#7
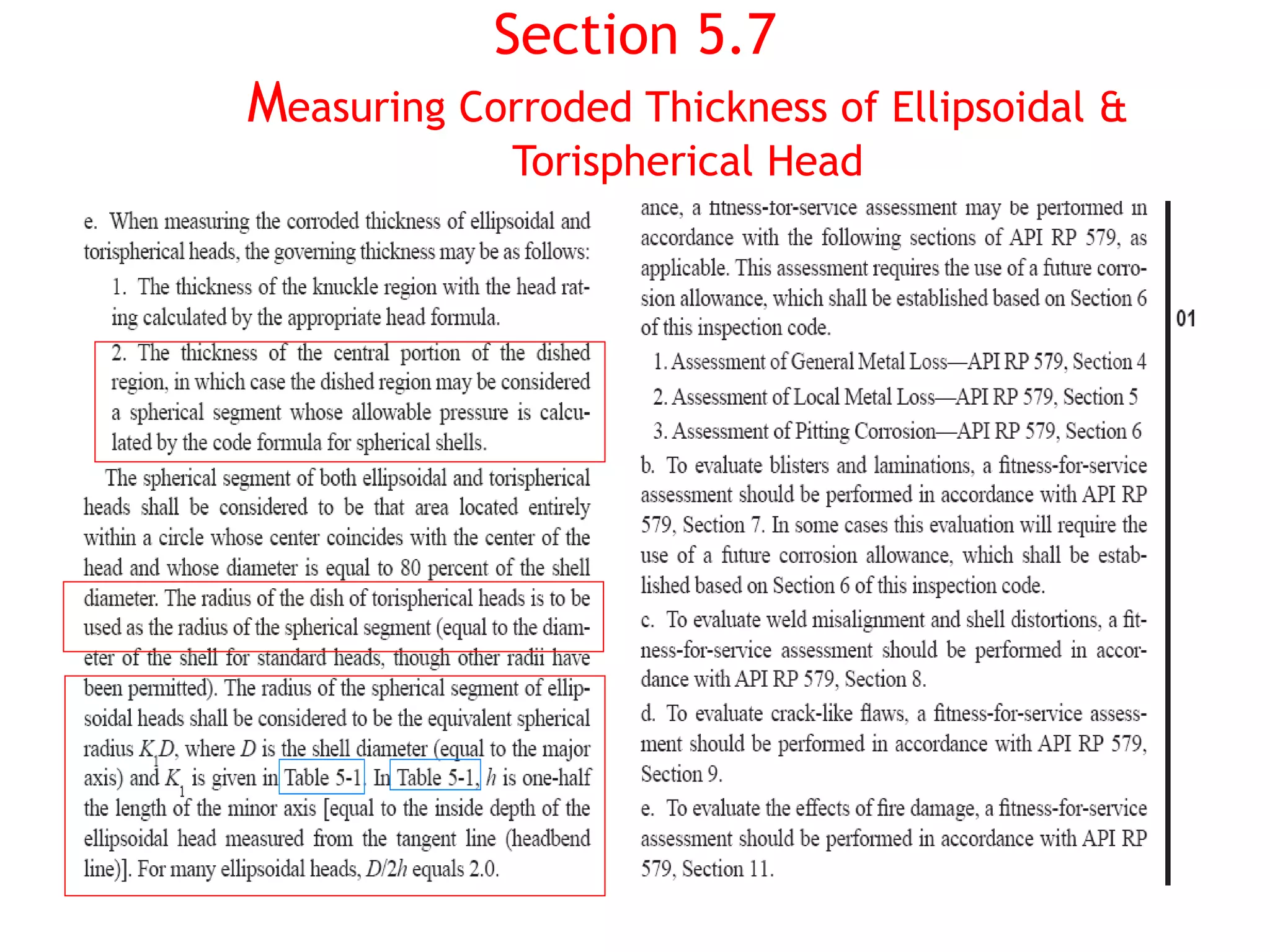
Measuring CorrodedEllipsoidal Head
#7. There has been a corrosion in the center of ellipsoidal head. The
head is a 2:1 elliptical with a D of 60 inches and h of 15 inches. What is
the required thickness in the center portion of this head if the MAWP is
300 psi, E=1.0 and the S= 15,600 psi?
a) 0.520 in
b) 0.750 in
c) 1.050 in
d) 0.889 in
79.
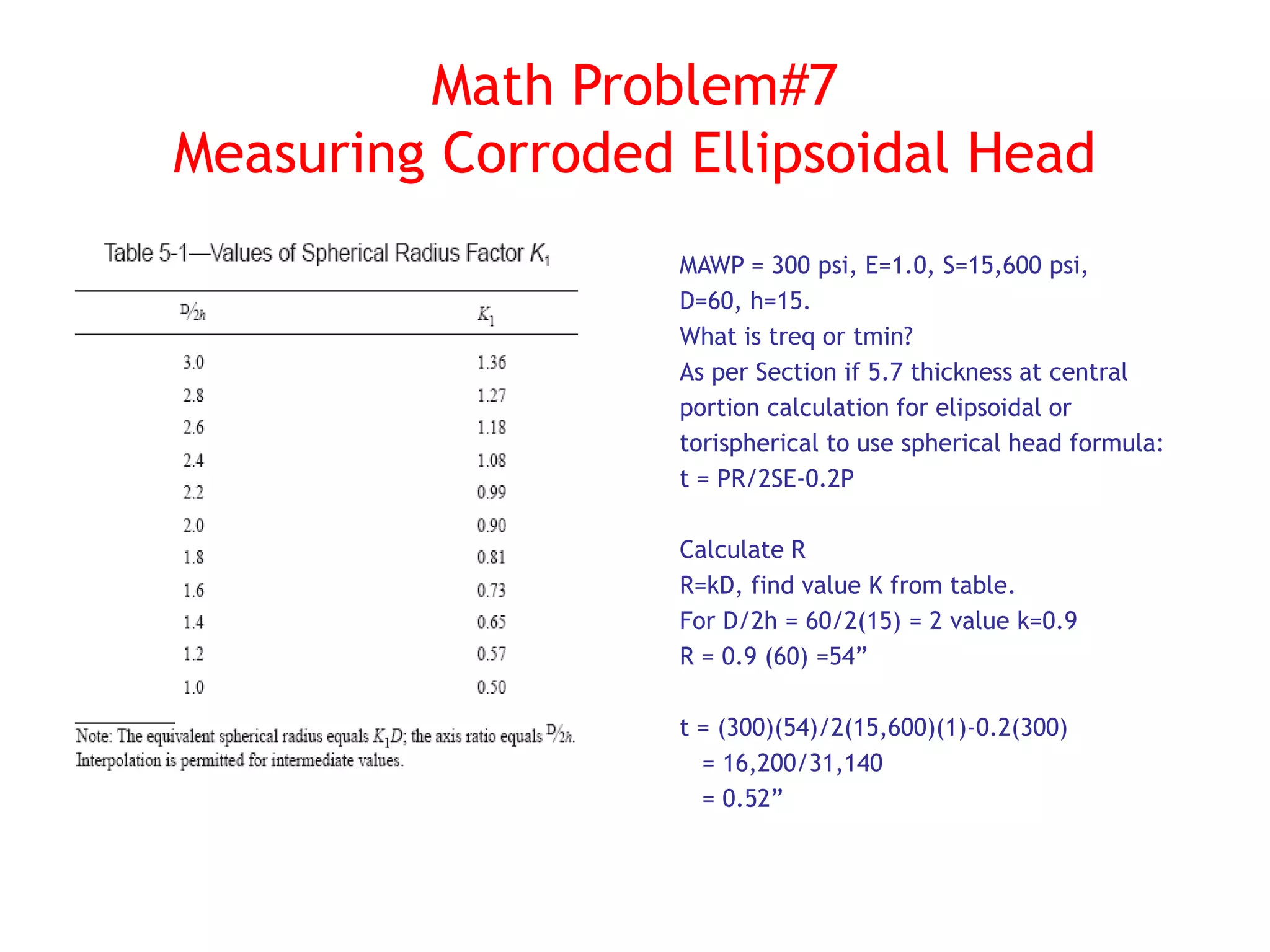
Math Problem#7
Measuring CorrodedEllipsoidal Head
MAWP = 300 psi, E=1.0, S=15,600 psi,
D=60, h=15.
What is treq or tmin?
As per Section if 5.7 thickness at central
portion calculation for elipsoidal or
torispherical to use spherical head formula:
t = PR/2SE-0.2P
Calculate R
R=kD, find value K from table.
For D/2h = 60/2(15) = 2 value k=0.9
R = 0.9 (60) =54”
t = (300)(54)/2(15,600)(1)-0.2(300)
= 16,200/31,140
= 0.52”
80.
Math Problem#13
Measuring CorrodedTorispherical Head
#13. A torispherical head is to be repaired by replacement of the center
portion of the head. What is the required thickness for a dishead repair
plate that is 50% of the head diameter. The material is SA 516 Grade 70
and S=18,000, P=300 psi, the crown radius = 96 inch. E=0.65 and a Type
2 joint will be used.
1) 2.0 in
2) 1.233 in
3) 0.556 in
4) 0.234 in
81.
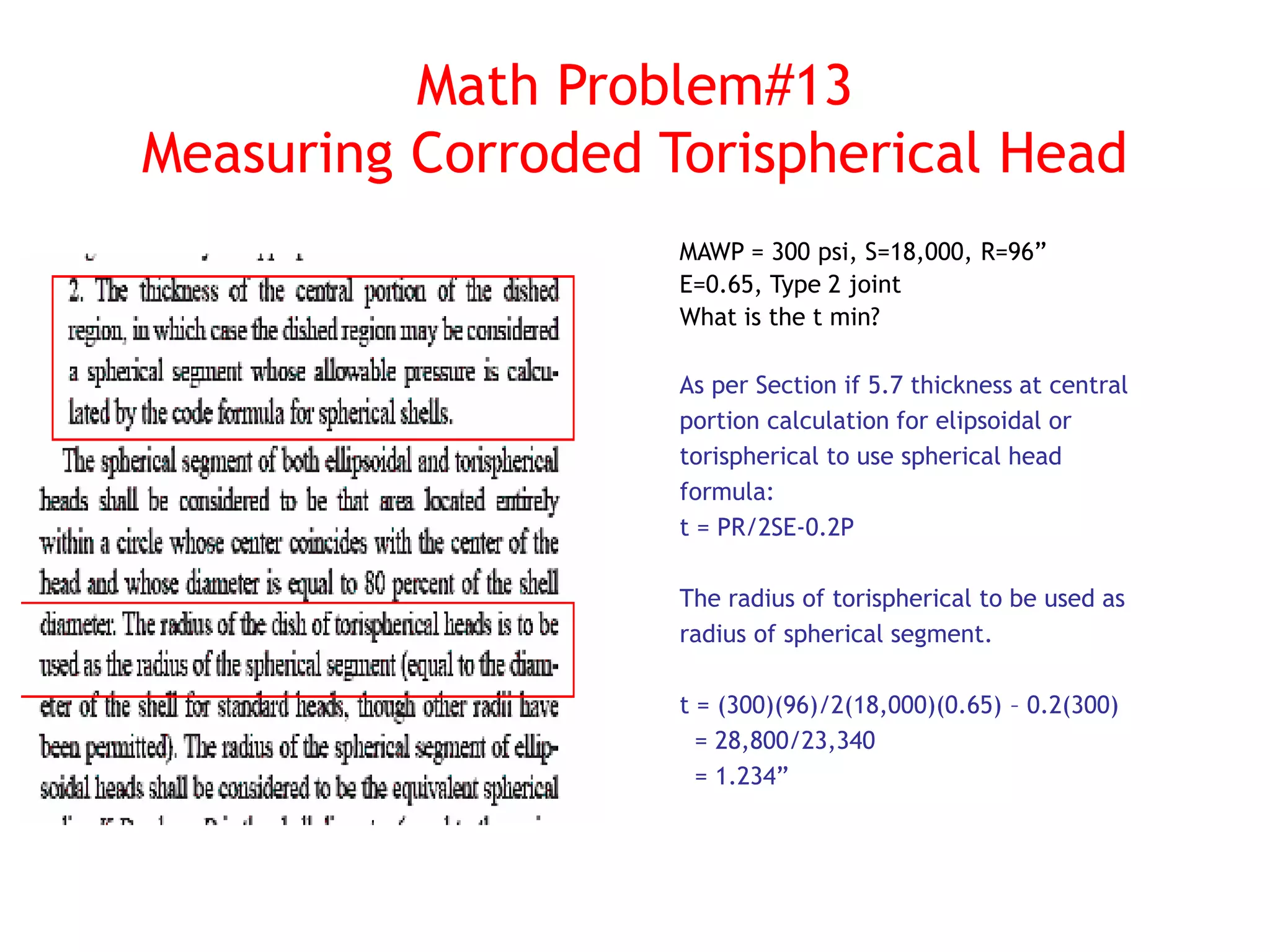
Math Problem#13
Measuring CorrodedTorispherical Head
MAWP = 300 psi, S=18,000, R=96”
E=0.65, Type 2 joint
What is the t min?
As per Section if 5.7 thickness at central
portion calculation for elipsoidal or
torispherical to use spherical head
formula:
t = PR/2SE-0.2P
The radius of torispherical to be used as
radius of spherical segment.
t = (300)(96)/2(18,000)(0.65) – 0.2(300)
= 28,800/23,340
= 1.234”
82.
Section 5
Calculating Pwhen the vessel is corroding
API 510 - During an internal inspection a corroded area on a vessel is discovered with a
current thickness of 0.446 inches. You determine that the corrosion rate is 0.004 ipy.
Operations would like to have a 6 year run before performing the next internal inspection on
this vessel. What pressure is the wasted area “good for” for the end of 6 year. The shell has a
5 inch internal diameter and has joint efficiency of 1.0. The allowable stress of the material at
design conditions is 15,000 psi.
ASME VIII-During the inspection of horizontal pressure vessel a corroded area was found on
the inside surface, the thickness at the point was measured to be 0.906 inches thick.
Checking the ASME data report for the vessel it was found that the shell plate was 1-1/4 inch
purchased thickness,48 inch inside diameter of SA-516 Gr. 70 Material, the shell was rolled
and welded using type 1 longitudinal seam with full radiography examination. The MAWP is
600 psig at 300 F. All openings in the vessel are fully reinforced, welded connections. S is
20,000 psi. What would be the maximum pressure permitted for this thinned area
API 5.4
83.
SECTION 6
API DocumentPractices Question
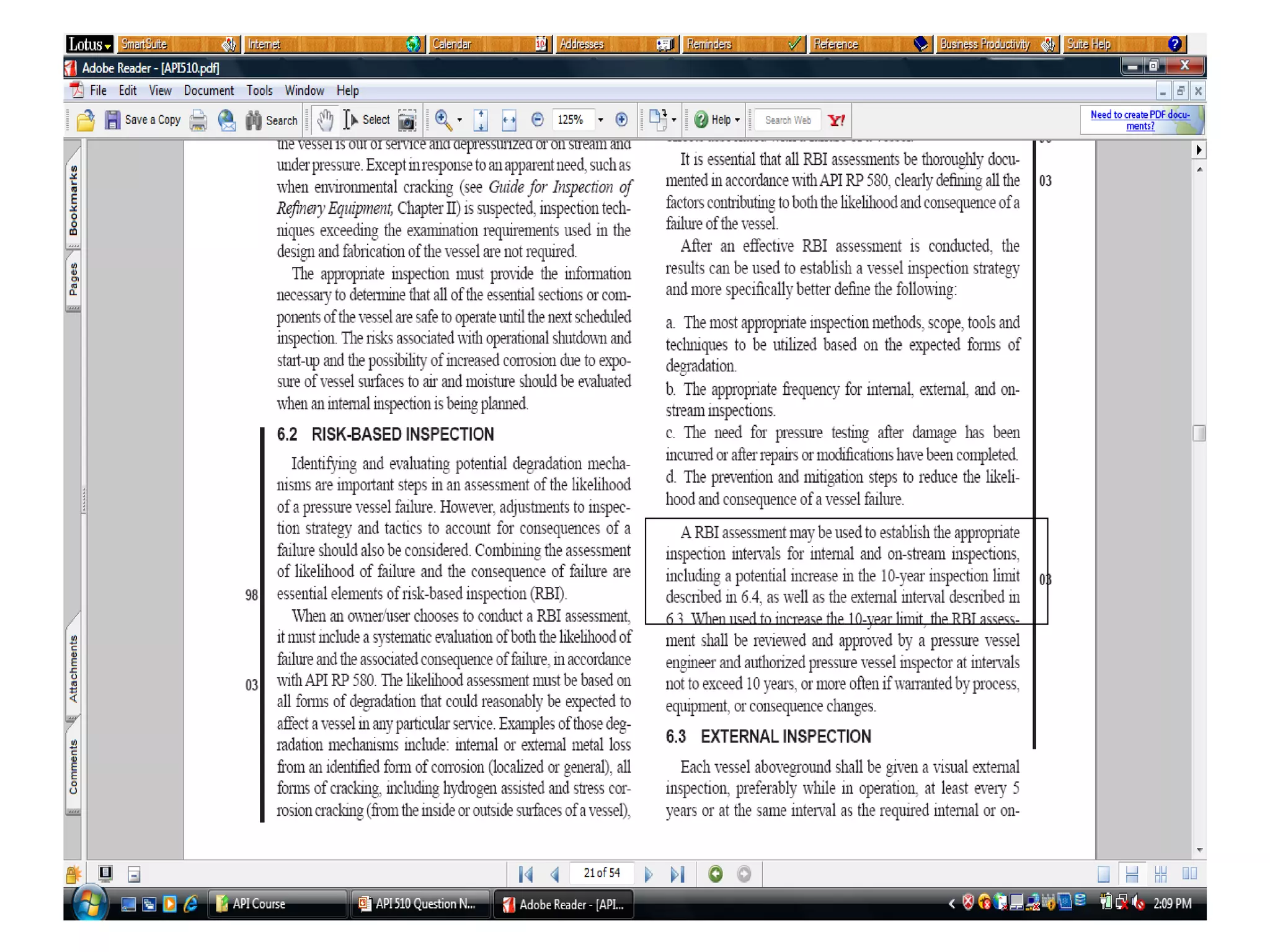
18. Under what conditions is an internal field inspection of a newly
installed pressure vessel waived?
1)The contractor installing the vessel assures the owner user that the
vessel is satisfactory for its intended service
2)A manufacturers data report assuring the vessel is satisfactory for its
intended service is available.
3)The owner-user assures the inspector that the vessel is satisfactory for
its intended service.
4)The manufacturer orally assures the owner user that the vessel is
satisfactory for its intended service.
(API 510 – 6.1)
85.
SECTION 6
API DocumentPractices Question
125. When owner-user chooses to conduct RBI assessment it must
includes a systematic evaluation of:
1) Fatigue
2) Likelihood of failures
3) Associated consequences of failure
4) Both 2 & 3
(API 510 – 6.2)
87.
SECTION 6
API DocumentPractices Question
126. Examples of degradation mechanism are:
1) Corrosion
2) Cracking
3) Creep
4) All the above
(API 510 – 6.2)
89.
SECTION 6
API DocumentPractices Question
127. It is essential that all RBI assessment be:
1) Reviewed by jurisdictional authorities
2) Understood by engineering
3) Thoroughly documented
4) Defined in terms of API 4467
(API 510 – 6.2)
91.
SECTION 6
API DocumentPractices Question
128. An RBI assessment may be used to _______the 10 year inspection
limit.
1) Increase or decrease
2) Increase
3) Decrease
4) Limit
(API 510 – 6.2)
93.
SECTION 6
API DocumentPractices Question
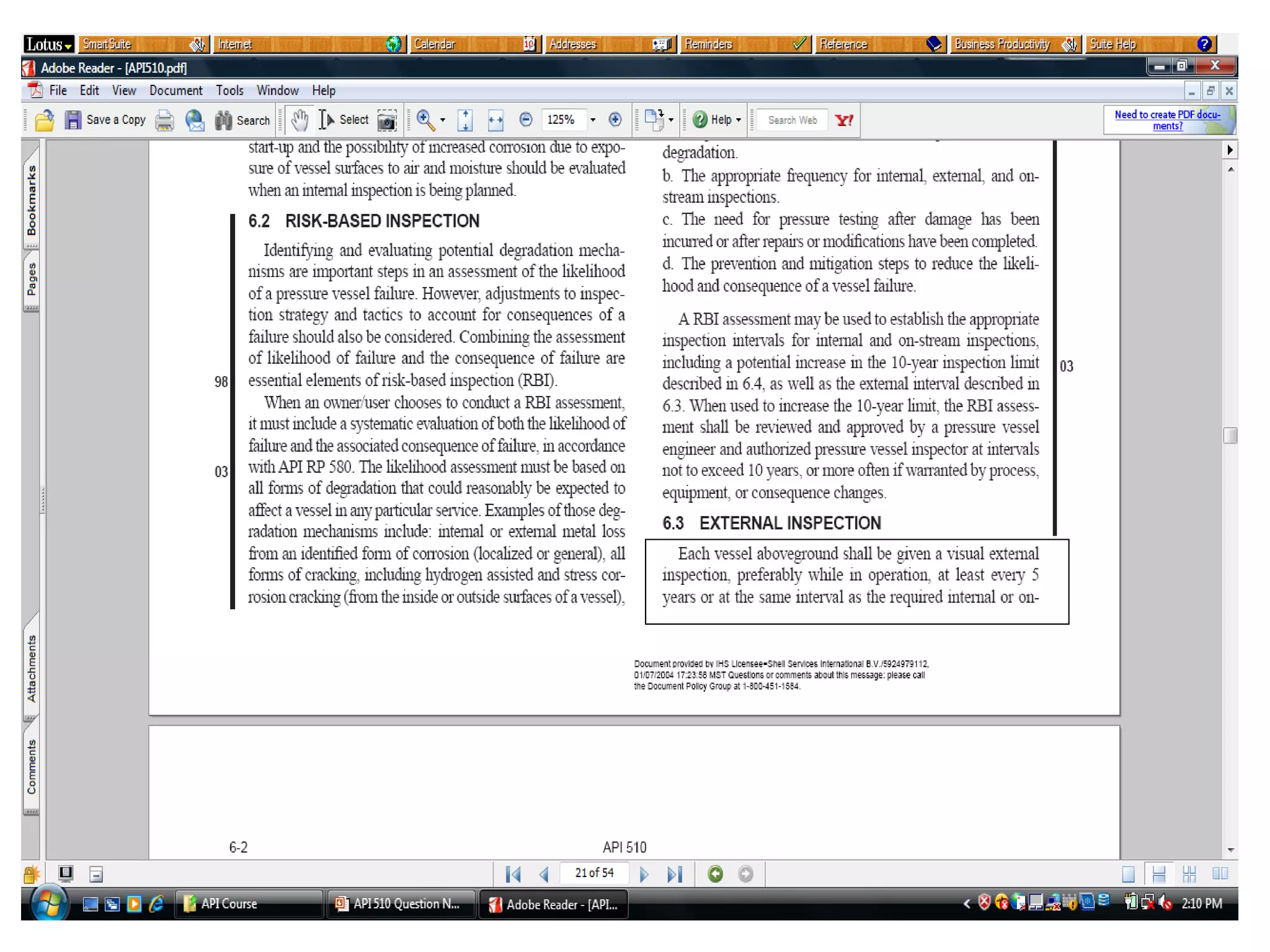
19. An above ground pressure vessel shall be given a visual external inspection,
preferably while in operation, at least every _____years or at the same interval as
the internal, whichever is less.
1) 2
2) 3
3) 5
4) 10
(API 510 – 6.3)
95.
SECTION 6
API DocumentPractices Question
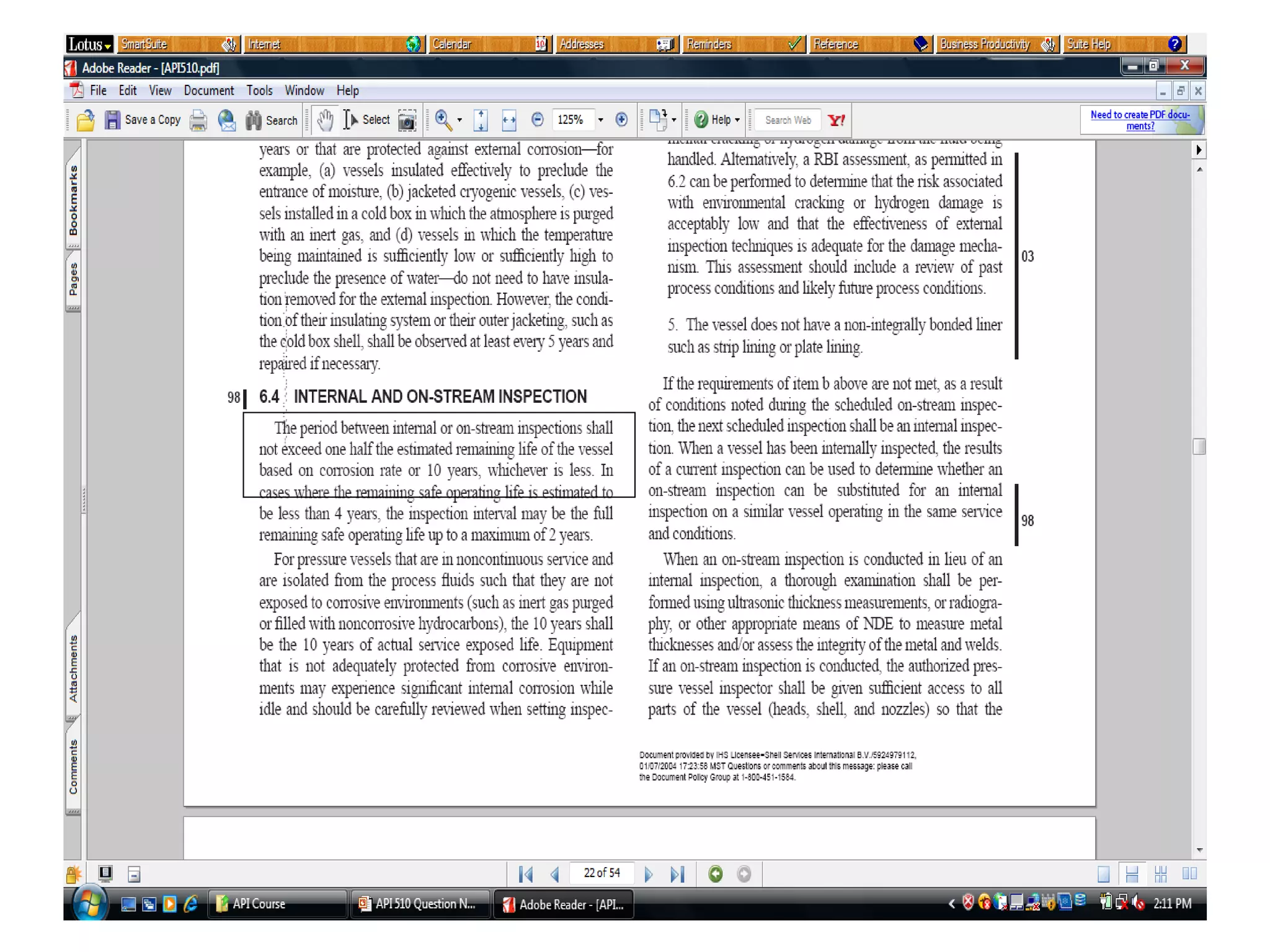
20. The period between internal or on-stream inspections for a remaining life of
four years or greater shall not exceed one-half the estimated remaining life of the
vessel based on corrosion rate or _____years whichever is less.
• 10
• 15
• 5
• 12
(API 510 – 6.4)
97.
SECTION 6
API DocumentPractices Question
109. You have a corroded area which is 0.900 in thick. The minimum
thickness in calculated to be 1.0 in. The corrosion rate is 0.01 in per
year. Assuming constant corrosion rate how much weld overlay must be
applied to have a 10 year life?
1) 0.10 in.
2) 0.20 in.
3) 1.3 in.
4) Repair not permitted by API 510
API 510 6.3
98.
SECTION 6
API DocumentPractices Question
109. You have a corroded area which is 0.900 in thick. The minimum
thickness in calculated to be 1.0 in. The corrosion rate is 0.01 in per
year. Assuming constant corrosion rate how much weld overlay must be
applied to have a 10 year life?
1) 0.10 in.
2) 0.20 in.
3) 1.3 in.
4) Repair not permitted by API 510
API 510 6.3
99.
SECTION 6
API DocumentPractices Question
21. In cases where the safe operating remaining life is estimated to be less than 4
years, the inspection interval may be the full remaining safe operating life up to a
maximum of ______ years.
1) 1
2) 2
3) 3
4) 4
(API 510 – 6.4)
101.
SECTION 6
API DocumentPractices Question
22. If both the ownership and the location of a vessel are changed, what must
happen before it is reused?
• It must be internally and externally inspected
• All the records must be reviewed
• It must be thoroughly ultrasonically checked
• It must have all the paper work transferred to the new owner
(API 510 – 6.4)
103.
SECTION 6
API DocumentPractices Question
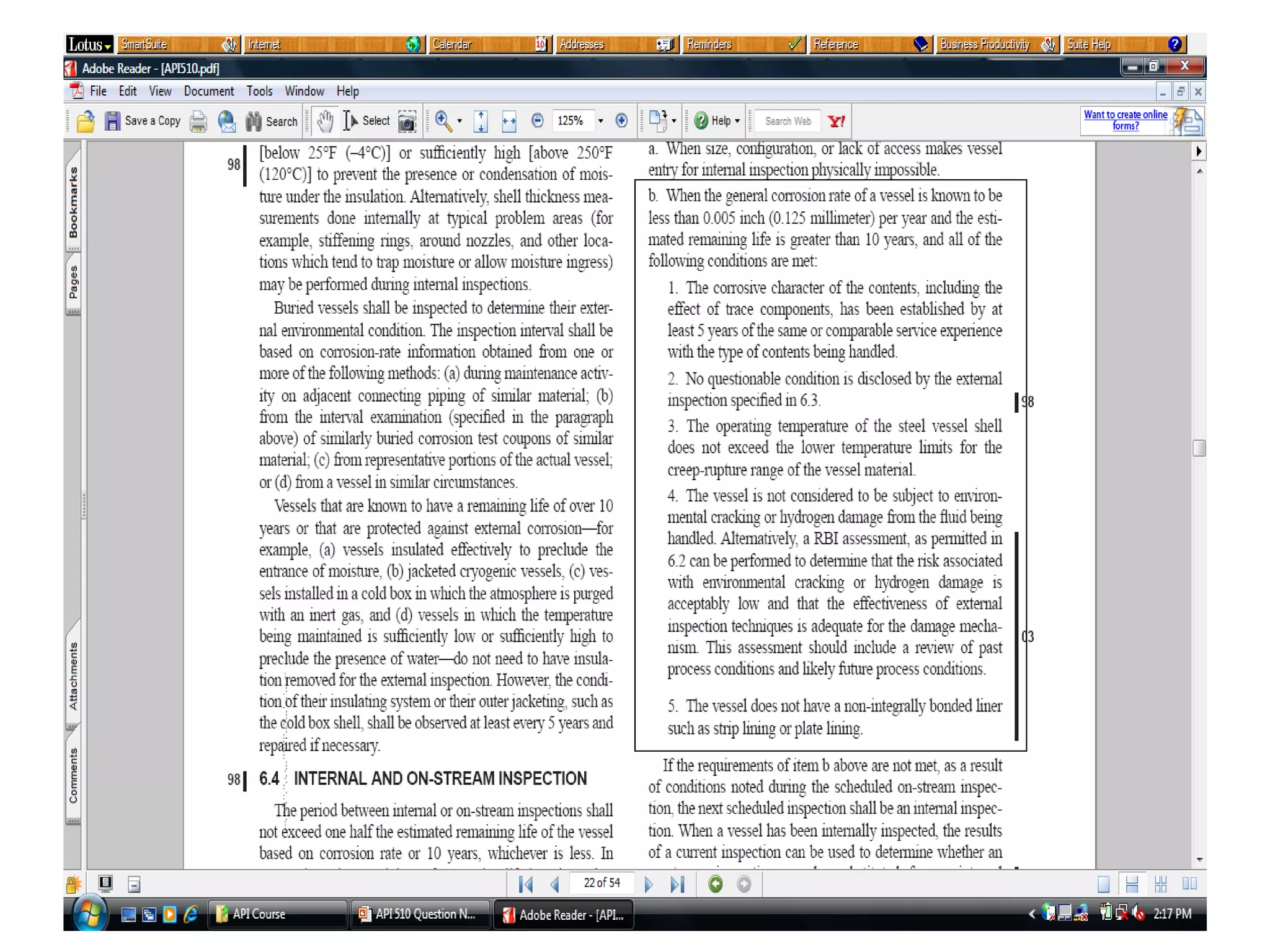
81. Which of the following conditions must be met to qualify vessel for on-stream
inspections when the general corrosion rate is less than 0.005 ipy and has
remaining life greater than 10 years?
1) The vessel is strip lined
2) The corrosive character of the content has been established for at least 5 years
3) Not more than two questionable conditions were disclosed at the previous
external inspections
4) The operating temperature exceed the lower temperatures limits for the
materials creep-rupture range
API 510-6.4
105.
SECTION 6
API DocumentPractices Question
81. Which of the following conditions must be met to qualify vessel for on-stream
inspections when the general corrosion rate is less than 0.005 ipy and has
remaining life greater than 10 years?
1) The vessel is strip lined
2) The corrosive character of the content has been established for at least 5 years
3) Not more than two questionable conditions were disclosed at the previous
external inspections
4) The operating temperature exceed the lower temperatures limits for the
materials creep-rupture range
API 510-6.4
106.
SECTION 6
API DocumentPractices Question
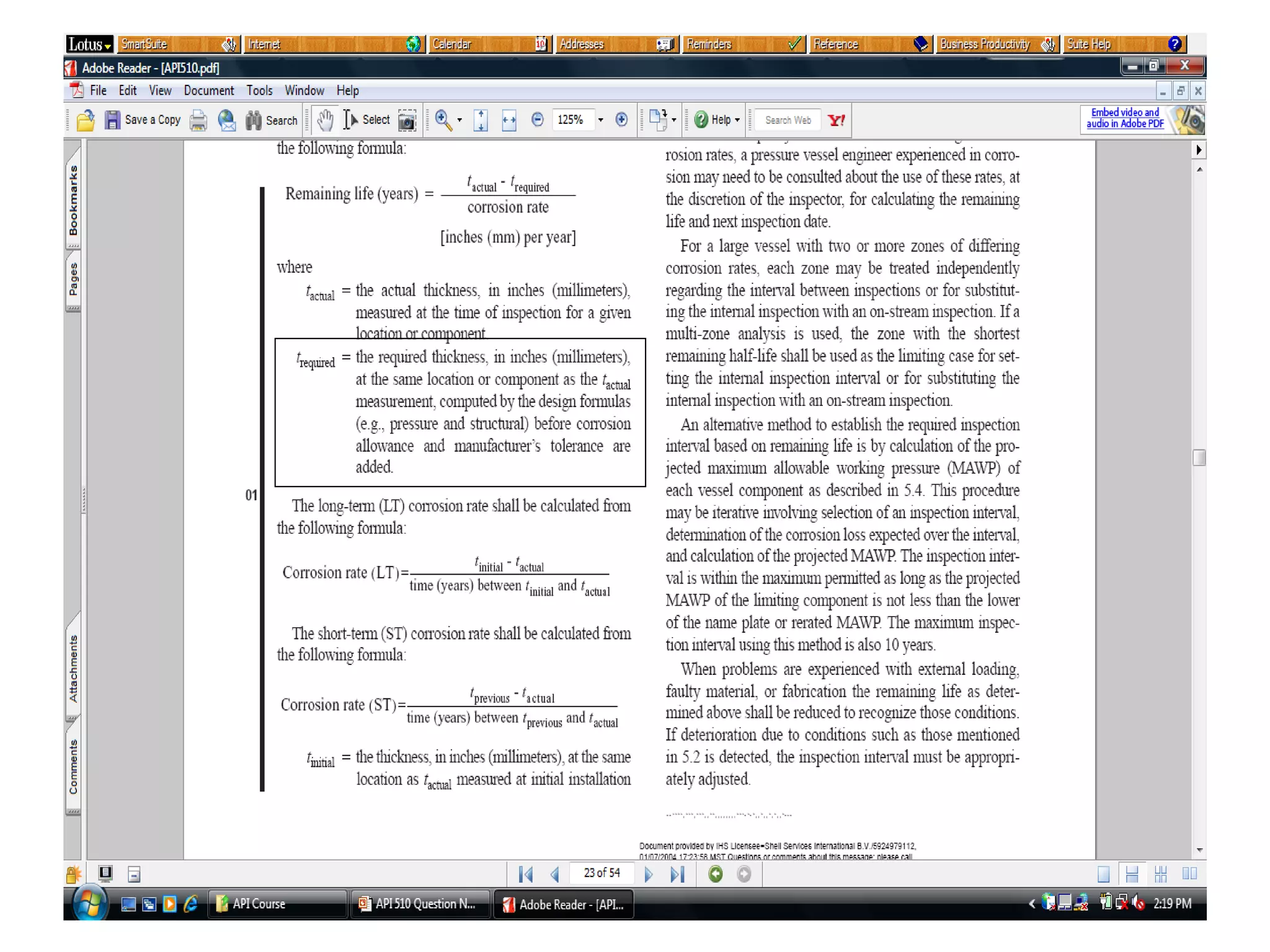
82. The definition of trequired is:
1) Minimum nominal thickness in inches for a given location or
component
2) Minimum actual thickness in inches for a given locations or
component
3) Minimum thickness in inches for a given location or component
4) Minimum allowable thickness in inches for a given location or
component
API 510 - 6.4
108.
SECTION 6
API DocumentPractices Question
23. A pressure vessel has been in service for 12 years and has shown
history of corrosion over its service life. The original thickness was
1.9375” thick and the present thickness is 1.405”. What is the corrosion
rate for this vessel?
1) 0.266250 ipy
2) 0.532500 ipy
3) 0.088750 ipy
4) 0.044375 ipy
(API 510 – 6.4)
109.
SECTION 6
API DocumentPractices Question
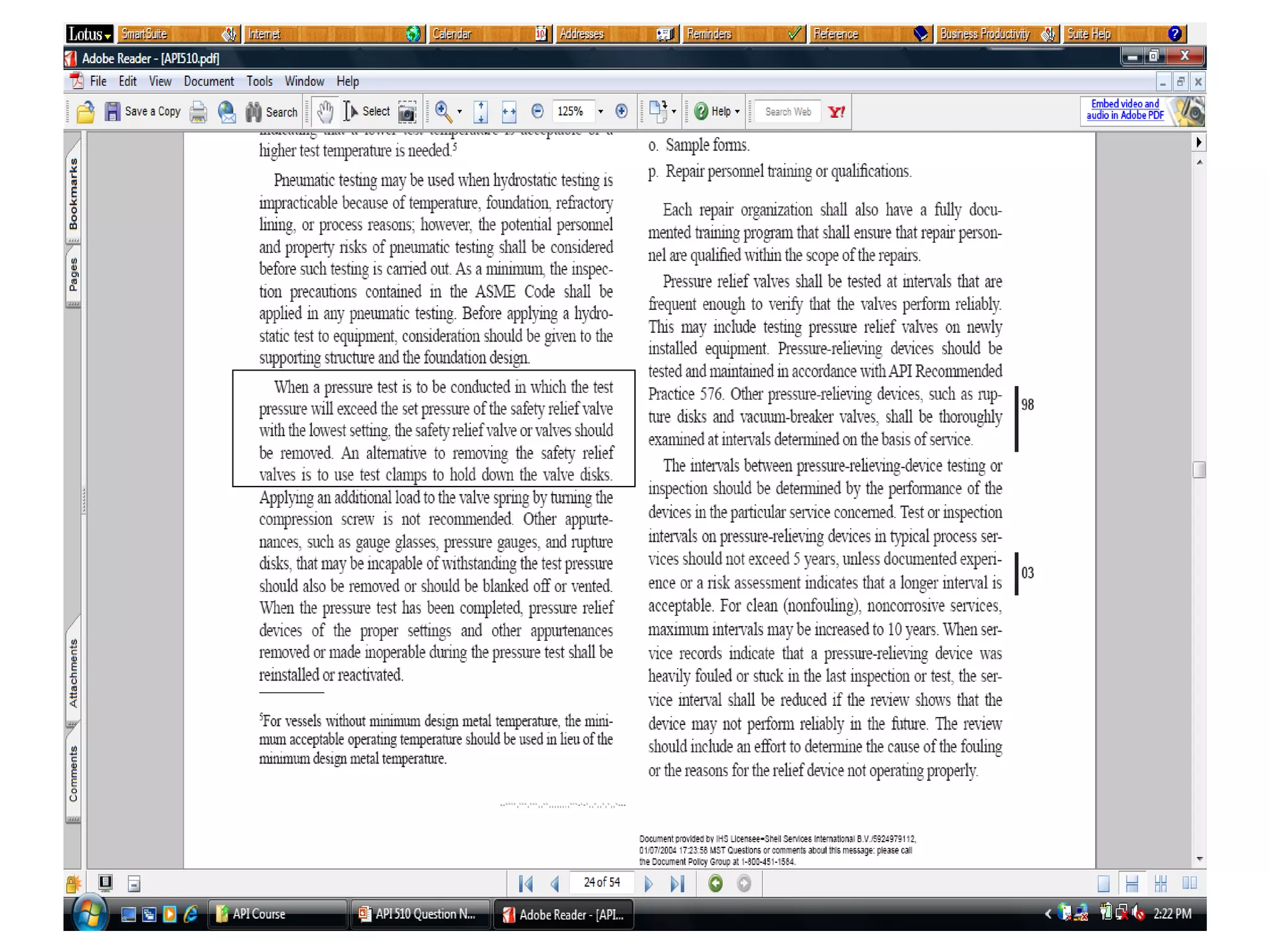
24. When must a pressure test be performed on a pressure vessel?
• When the contractor working on the vessel deems it is necessary
• When the API authorized pressure vessel inspector believes that it is
necessary
• When the safety group of the owner user request it
• When NFPA request it
(API 510 – 6.5)
111.
SECTION 6
API DocumentPractices Question
87. How are safety relief devices isolated from the vessel during
hydrostatic testing?
1) Test levers are wired down
2) Removed or gagged
3) Springs are tightened
4) None of the above
API 510 6.5
113.
SECTION 6
API DocumentPractices Question
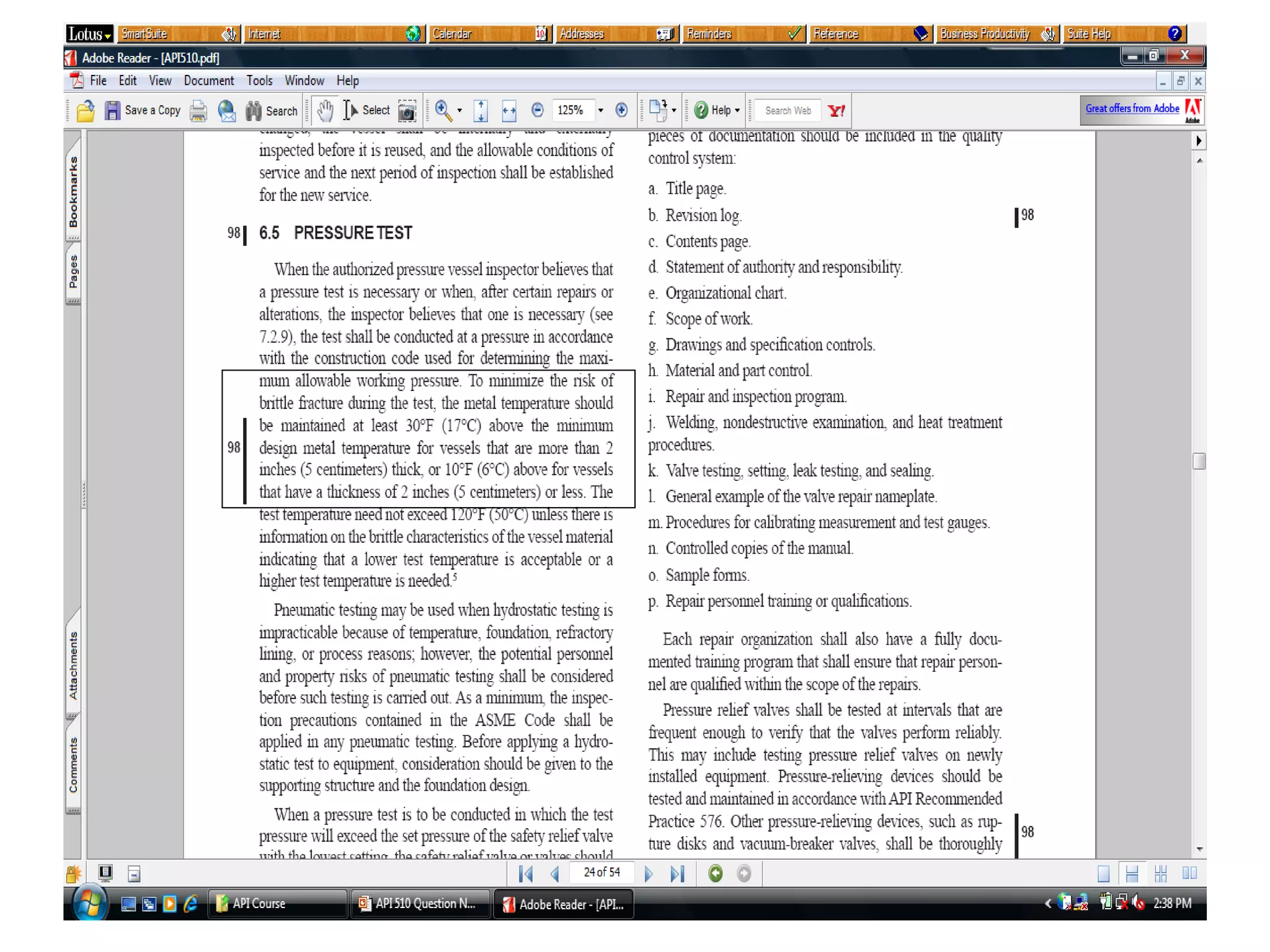
85. A pressure vessel whose thickness does not exceed 2 inches has a MDMT of –
20F. Per API 510 what is the minimum test temperature permitted?
• 30 F
• -10 F
• -30 F
• 10 F
API 510 – 6.5
115.
SECTION 6
API DocumentPractices Question
26. What is the maximum inspection or testing interval of a pressure-
relieving device?
1. 15 years
2. 12 years
3. 10 years
4. 20 years
(API 510 – 6.6)
117.
SECTION 6
API DocumentPractices Question
25. Who is authorized to test and repair a pressure relief valve?
1) An organization experienced in PRV maintenance
2) A valve repair shop
3) A certified pressure vessel inspector
4) A contractor with valve mechanics
(API 510 – 6.6)
119.
SECTION 6
API DocumentPractices Question
27. What determine the inspection interval of a pressure-relieving device?
1) Authorized pressure vessel inspector
2) Owner-user
3) Performance of the device
4) Size of the device
(API 510 – 6.6)
121.
SECTION 6
API DocumentPractices Question
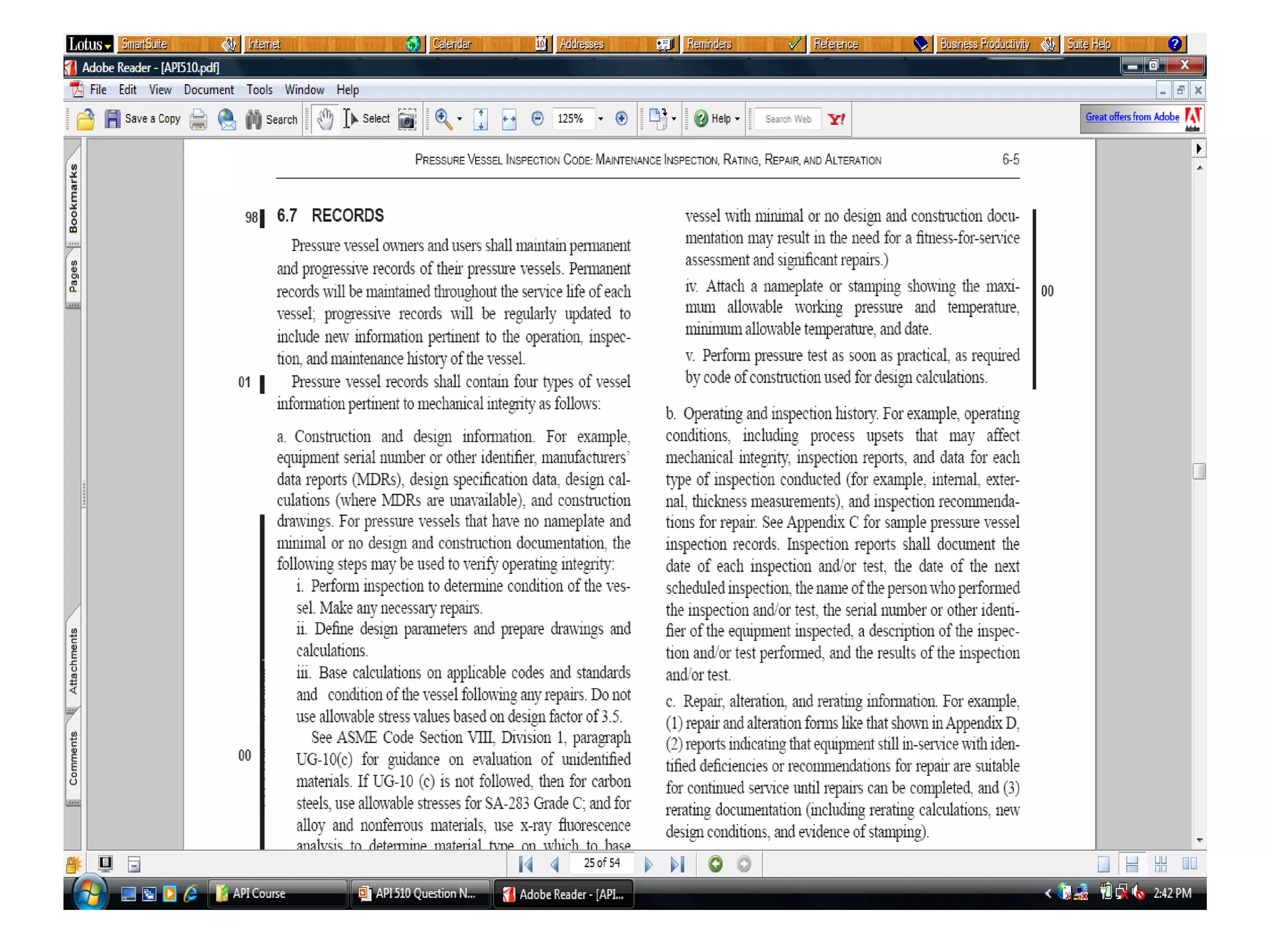
28. The following is not normally found in pressure vessel records;
• Manufacturer data reports
• Vessel identification numbers
• Piping past the first vessel flanges
• Relief valve information
(API 510 – 6.7)
123.
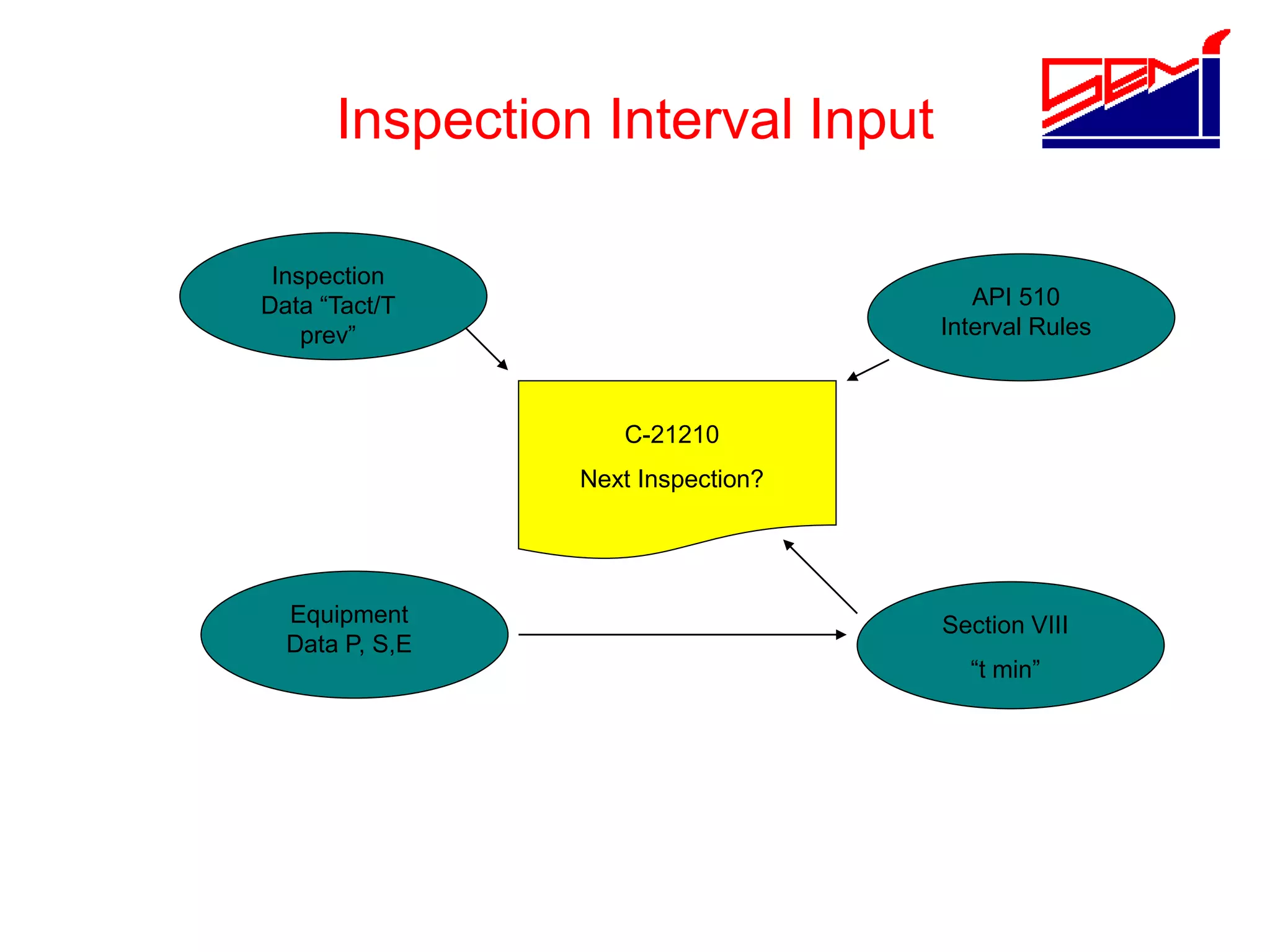
Inspection Intervals
Why ItSo Important?
• Selecting the correct inspection interval is a
“balancing act”!
– Inspection must be conducted to assure the integrity of
the pressure vessel. But, inspections are costly and
should be minimized.
• API 510 has developed rules that provide
assurance of equipment integrity but at cost
effective frequencies.
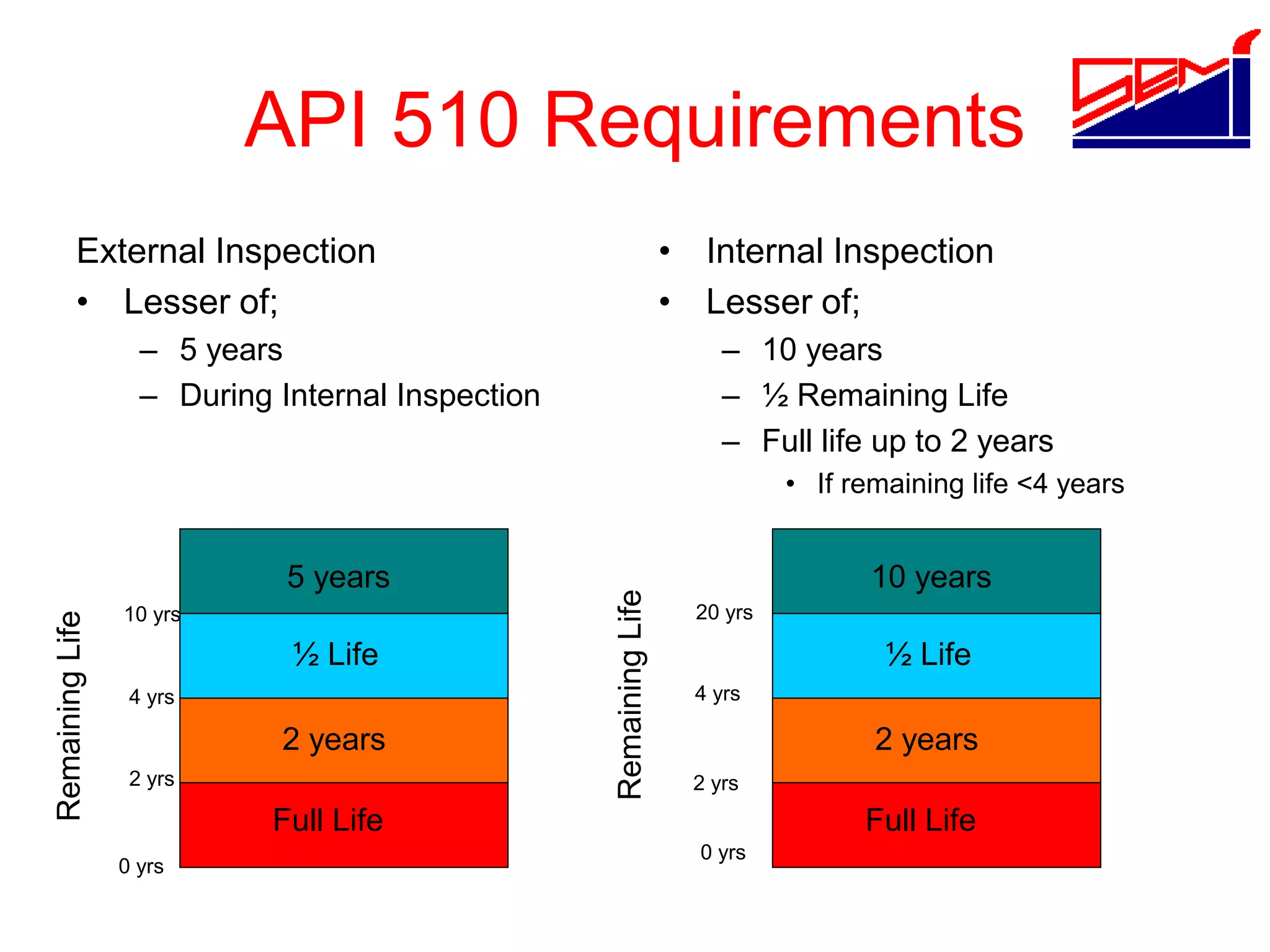
API 510 Requirements
ExternalInspection
• Lesser of;
– 5 years
– During Internal Inspection
• Internal Inspection
• Lesser of;
– 10 years
– ½ Remaining Life
– Full life up to 2 years
• If remaining life <4 years
5 years
½ Life
2 years
Full Life
10 years
½ Life
2 years
Full Life
Remaining
Life
Remaining
Life
20 yrs
4 yrs
2 yrs
0 yrs
4 yrs
2 yrs
0 yrs
10 yrs
126.
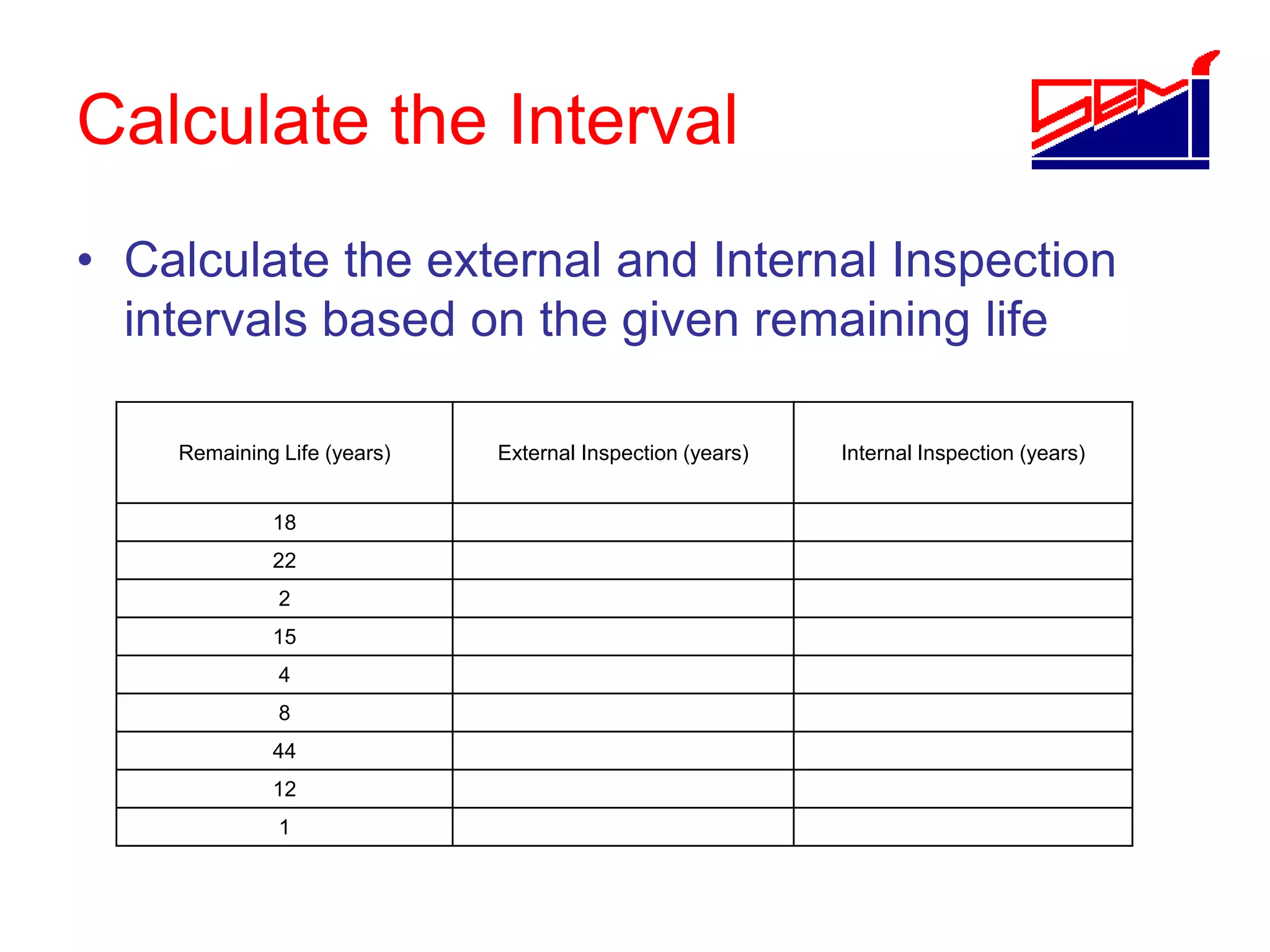
Calculate the Interval
•Calculate the external and Internal Inspection
intervals based on the given remaining life
Remaining Life (years) External Inspection (years) Internal Inspection (years)
18
22
2
15
4
8
44
12
1
127.
The Problem
• Avessel head in June 1993 was 0.698 inches
thick. Previous thickness in June 1988 at the same
area was 0.713 inches. The required thickness of
the head is 0.653 inches.
What is the internal
inspection interval?
128.
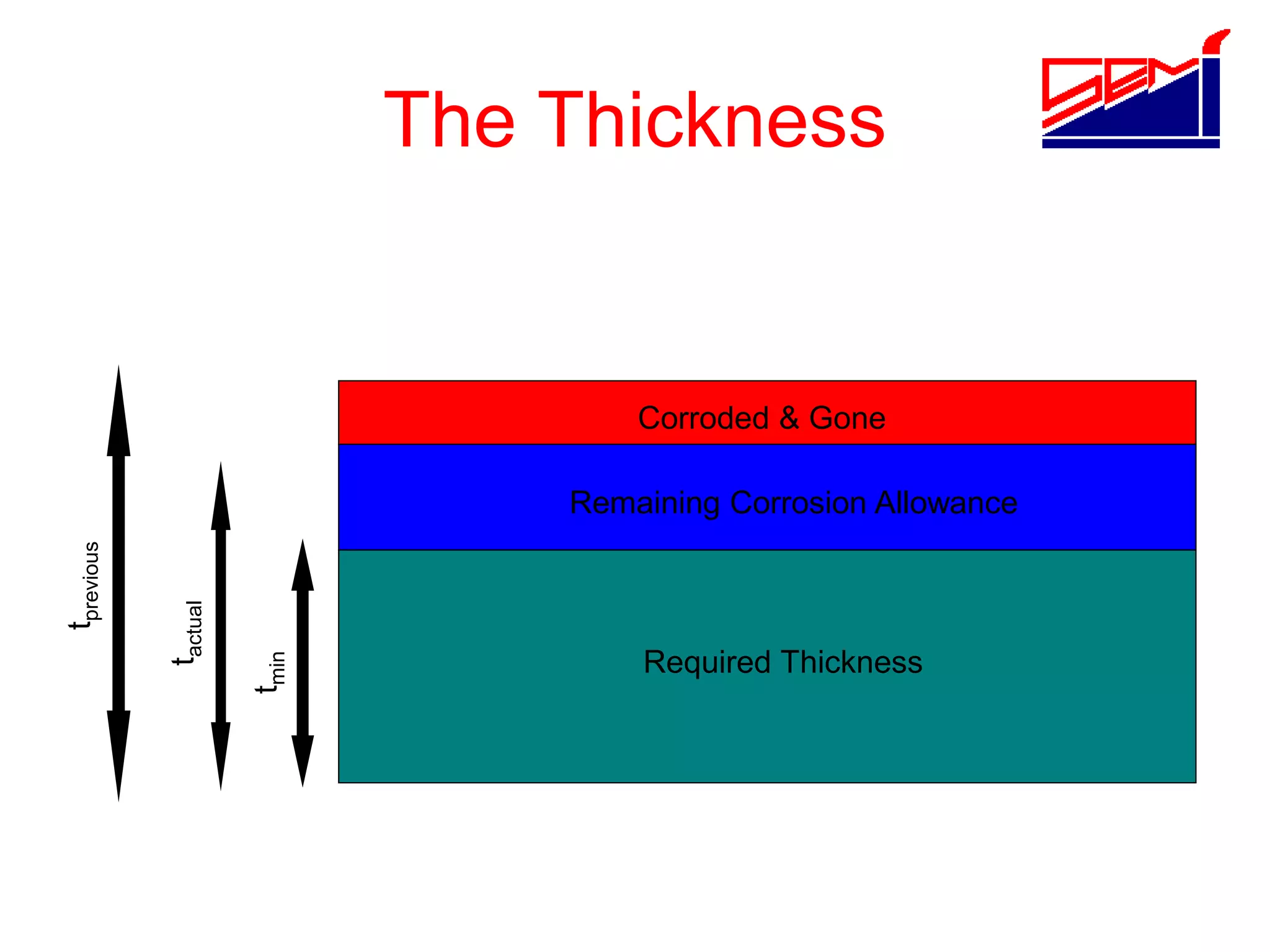
Calculating the Interval
1.Calculate the Corrosion Rate (CR)
CR = tprevious – tactual/time
2. Calculate the Remaining Corrosion Allowance
(RCA)
RCA = tactual - tminimum
3. Calculate Remaining Life of Vessel (RL)
RL = RCA/CR
4. Calculate Inspection Interval (Based on API 510)
Corrosion Rate (CR)
•How do we calculate the corrosion rate?
CR = t previous – tactual
period of time
The Problem!
CR = 0.713 – 0.698
1998 – 1993
= 0.003 inch/year or ipy
131.
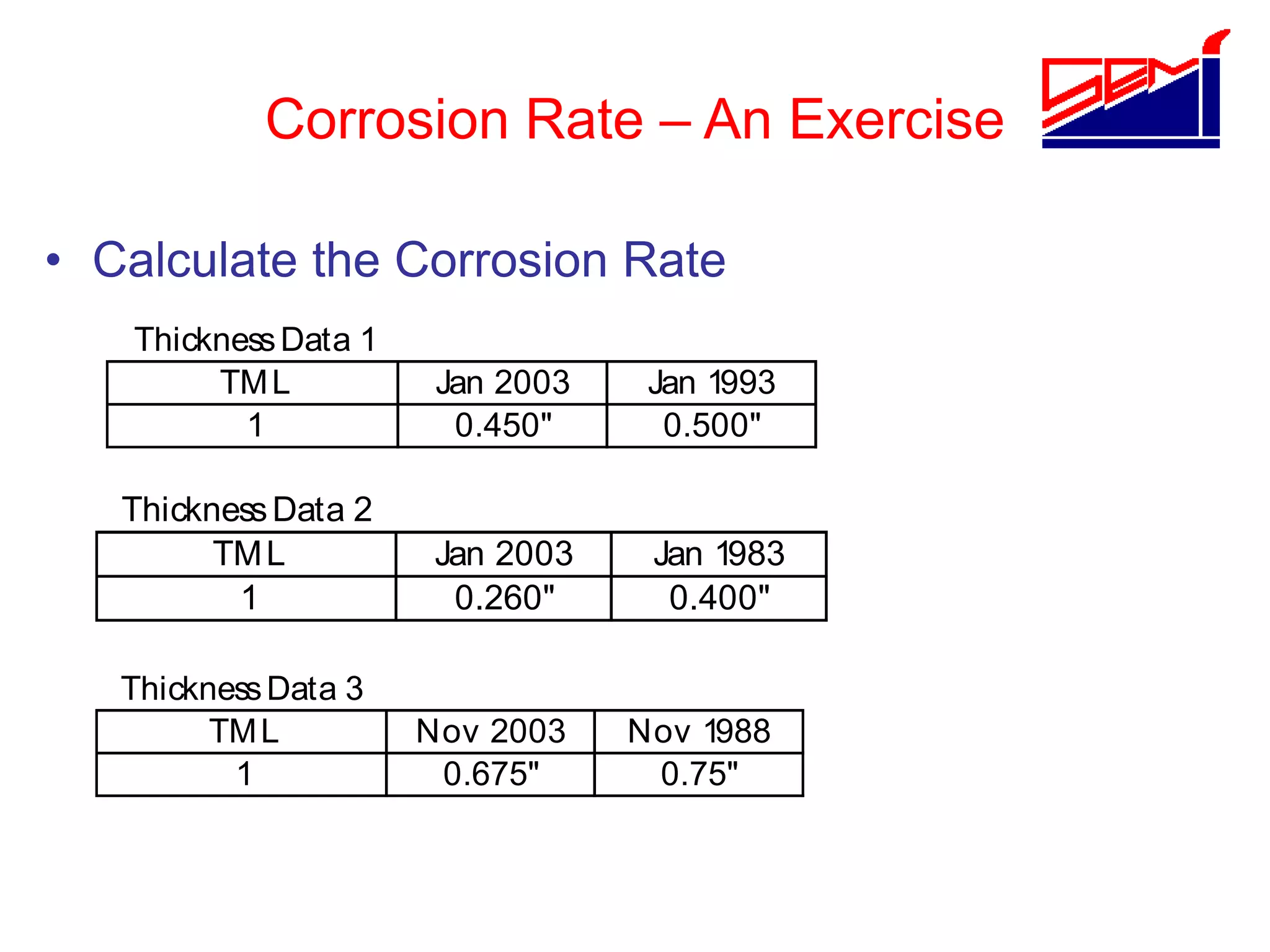
Corrosion Rate –An Exercise
• Calculate the Corrosion Rate
ThicknessData 1
TML Jan 2003 Jan 1993
1 0.450" 0.500"
ThicknessData 2
TML Jan 2003 Jan 1983
1 0.260" 0.400"
ThicknessData 3
TML Nov 2003 Nov 1988
1 0.675" 0.75"
132.
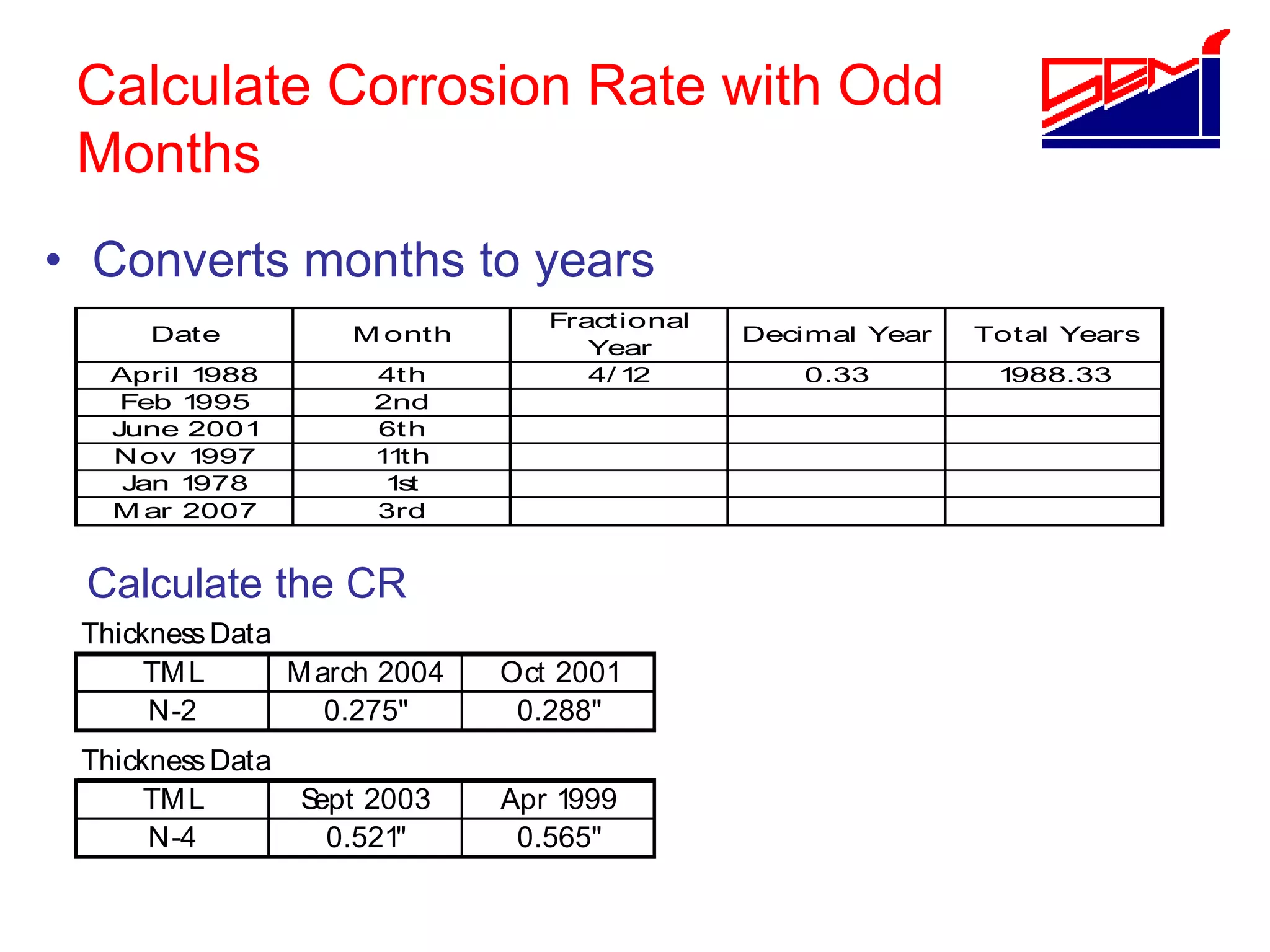
Calculate Corrosion Ratewith Odd
Months
• Converts months to years
Date M onth
Fractional
Year
Decimal Year Total Years
April 1
988 4th 4/ 1
2 0.33 1
988.33
Feb 1
995 2nd
June 2001 6th
Nov 1
997 1
1
th
Jan 1
978 1
s
t
M ar 2007 3rd
ThicknessData
TML March 2004 Oct 2001
N-2 0.275" 0.288"
ThicknessData
TML S
ept 2003 Apr 1999
N-4 0.521" 0.565"
Calculate the CR
133.
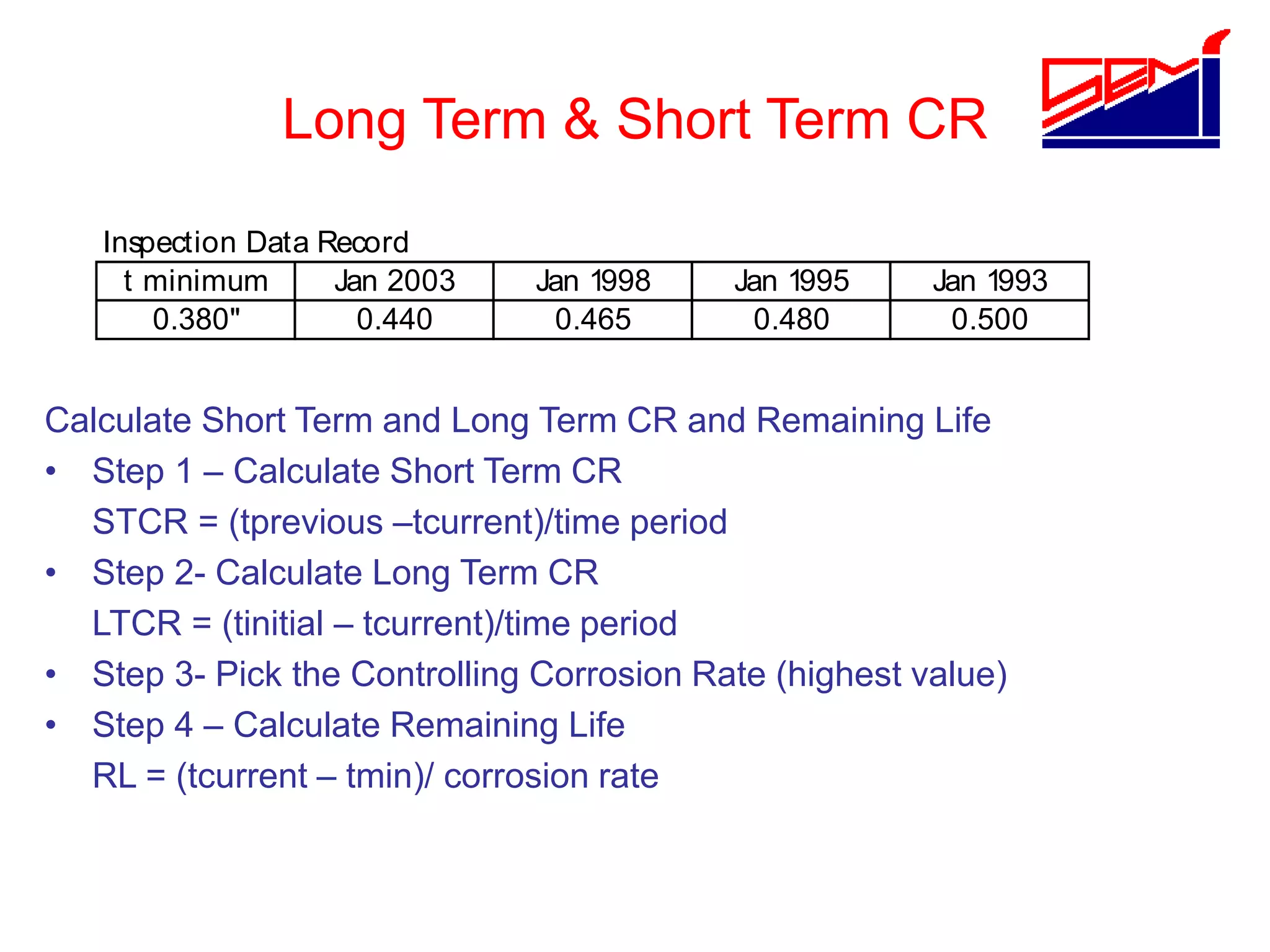
Long Term &Short Term CR
Calculate Short Term and Long Term CR and Remaining Life
• Step 1 – Calculate Short Term CR
STCR = (tprevious –tcurrent)/time period
• Step 2- Calculate Long Term CR
LTCR = (tinitial – tcurrent)/time period
• Step 3- Pick the Controlling Corrosion Rate (highest value)
• Step 4 – Calculate Remaining Life
RL = (tcurrent – tmin)/ corrosion rate
Inspection Data Record
t minimum Jan 2003 Jan 1998 Jan 1995 Jan 1993
0.380" 0.440 0.465 0.480 0.500
134.
The Problem
• Avessel head in June 1993 was 0.698 inches
thick. Previous thickness in June 1988 at the same
area was 0.713 inches. The required thickness of
the head is 0.653 inches.
What is the internal
inspection interval?
135.
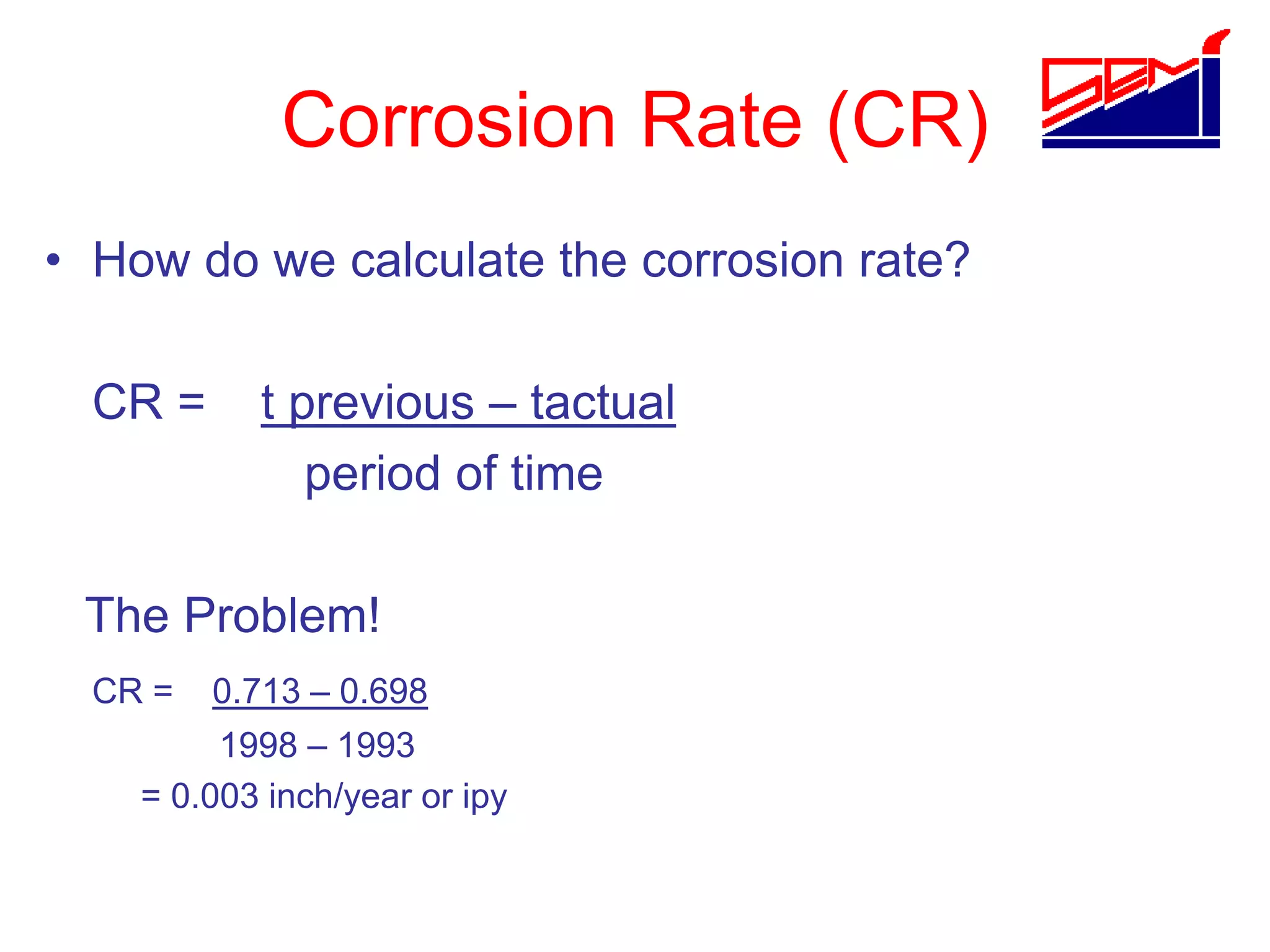
Corrosion Rate (CR)
•How do we calculate the corrosion rate?
CR = t previous – tactual
period of time
The Problem!
CR = 0.713 – 0.698
1998 – 1993
= 0.003 inch/year or ipy
136.
Remaining Corrosion Allowance
•How do we calculate the Remaining Corrosion
Allowance (RCA)
RCA = tactual – tmin
The Problem!
RCA = 0.698 -0.653
= 0.045 inches
137.
Remaining Life (RL)
•How do we calculate the Remaining Life (RL)
RL = tactual – tmin
corrosion rate
= RCA/CR
The Problem!
RL = 0.045/0.003
RL = 15 yrs
138.
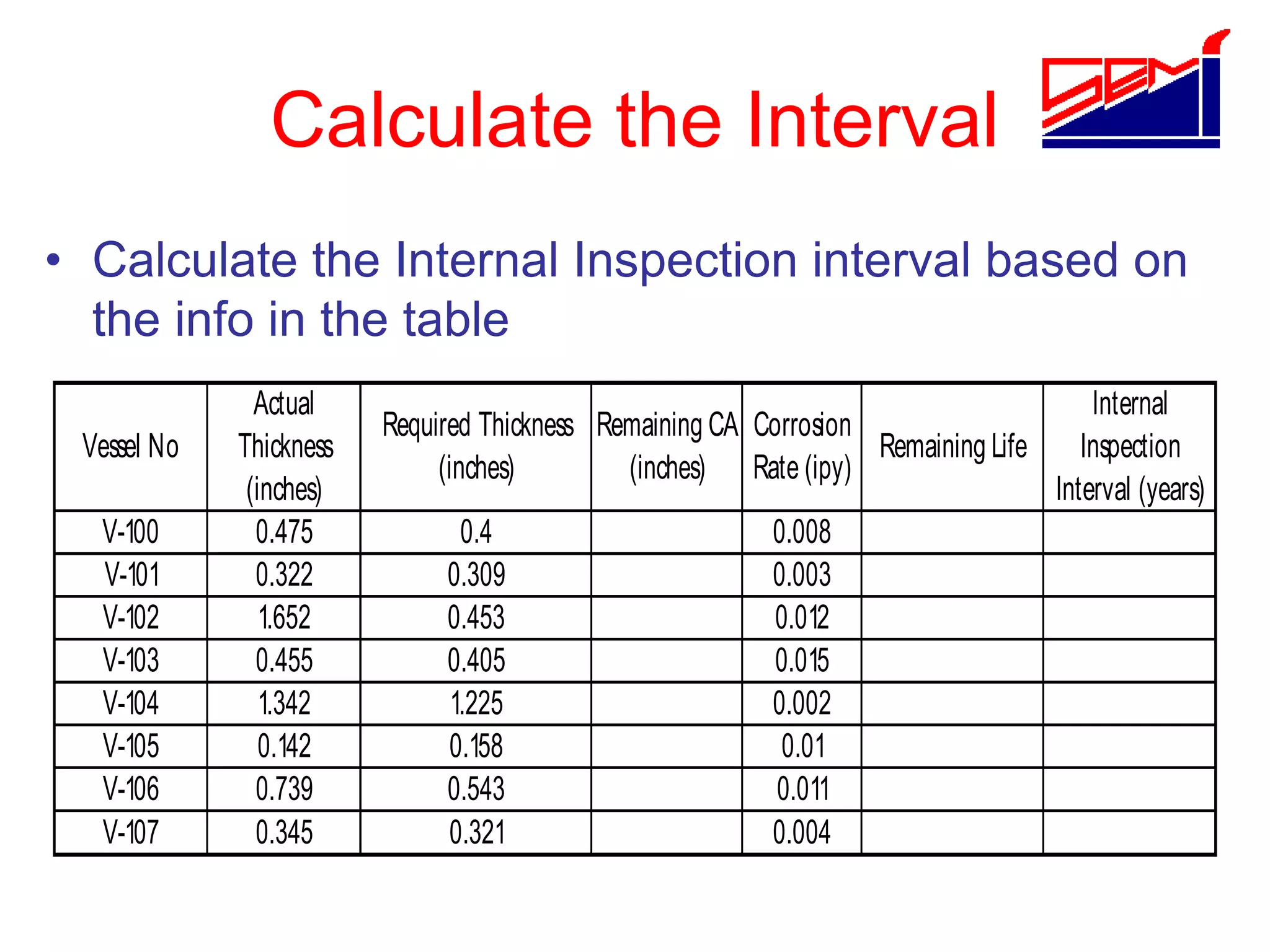
Calculate the Interval
•Calculate the Internal Inspection interval based on
the info in the table
Vessel No
Actual
Thickness
(inches)
Required Thickness
(inches)
Remaining CA
(inches)
Corrosion
Rate (ipy)
Remaining Life
Internal
Inspection
Interval (years)
V-100 0.475 0.4 0.008
V-101 0.322 0.309 0.003
V-102 1.652 0.453 0.012
V-103 0.455 0.405 0.015
V-104 1.342 1.225 0.002
V-105 0.142 0.158 0.01
V-106 0.739 0.543 0.011
V-107 0.345 0.321 0.004
139.
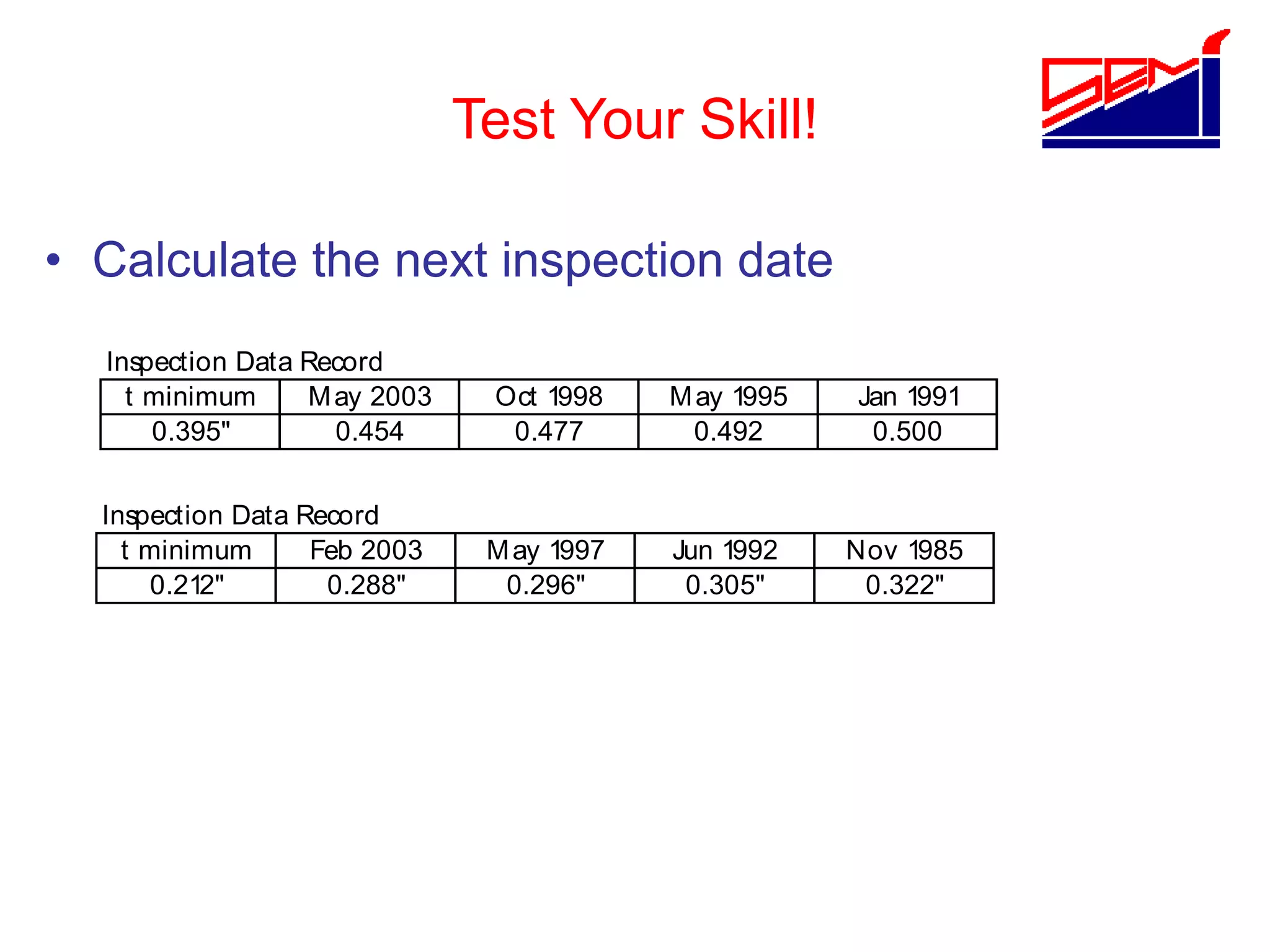
Test Your Skill!
•Calculate the next inspection date
Inspection Data Record
t minimum May 2003 Oct 1998 May 1995 Jan 1991
0.395" 0.454 0.477 0.492 0.500
Inspection Data Record
t minimum Feb 2003 May 1997 Jun 1992 Nov 1985
0.212" 0.288" 0.296" 0.305" 0.322"
140.
Problem 9
A pressurevessel shell has a measured thickness of 0.678 inches
and required thickness of 0.570 inches. The short term CR
0.023 ipy and the long term CR 0.015 ipy. What is the
remaining life of the shell?
1) 7.2 yrs
2) 6 yrs
3) 8.123 yrs
4) 4.695 yrs
141.
Problem 10
The bottomhead of a vessel has had the following thickness
readings taken since being put in service in 1997. 1997=0.75”,
1999=0.72”, 2000=0.65”, 2002=0.623”. The required
thickness is 0.553 inches. What is the next inspection interval?
1) 2 yrs
2) 2.755 yrs
3) 6.2 yrs
4) 10 yrs
142.
Problem 11
The followingreading were taken for a pressure vessel. New in 1992 – 0.689”,
1994-0.527”, 1996-0.5”, 1998-0.467”.
a) What is the short term corrosion rate?
1)0.036 ipy 2) 0.006 ipy 3) 0.016 ipy 4)0.037 ipy
b) Long term corrosion rate
1) 0.037 ipy 2)0.0235 ipy 3)0.1 ipy 4)0.001 ipy
143.
SECTION 7
API DocumentPractices Question
29. When repairs and alterations are to be performed on a pressure
vessel, all materials and all welding procedures that are to be used
must be approved by;
1) The insurance carrier for the company that the pressure vessel
belongs to and the owner user of the pressure vessel
2) The owner-user and the contractor performing the repairs or
alterations to the pressure vessel.
3) The API authorized pressure vessel inspector and if necessary by
engineer experienced in pressure vessel design, fabrication or
inspection
4) The original vessel fabricator and the insurance carrier for the
company tha owns the pressure vessel
(API 510 – 7.1)
145.
SECTION 7
API DocumentPractices Question
121. During an internal inspection of a pressure vessel a blister is found
in one of the heads between knuckle and circumferential head to shell
weld. What would be the most appropriate action?
1) Replace the head
2) Consult with pressure vessel engineer
3) Drill the blister to relieve the pressure
4) Pressure test the vessel
API 510 – 7.1)
147.
SECTION 7
API DocumentPractices Question
30. What type of repairs can an authorized inspector give prior general
authorization for?
1) Major repairs that require pressure test
2) Alterations that require pressure tests
3) Major alteration that requires pressure test
4) Limited to routine repairs that will not require pressure test
(API 510 – 7.1.1)
149.
SECTION 7
API DocumentPractices Question
110. Who is notified when a repair to an ASME Section VIII Div 2 vessel is
required?
1) Pressure vessel engineer
2) API inspector
3) Pressure vessel engineer & API inspector
4) Manufacturer of the vessel
API 510 7.1.1
151.
SECTION 7
API DocumentPractices Question
31. When does an inspector normally approve all specified repair and
alteration
1) Work is approved after the work contractor certified the work to be
satisfactory and the contractor has pressure tested the vessel
2) Work is approved by the process/chemical engineer for the owner
user and the contractor has pressure tested the vessel
3) Work is approved after an inspection by the authorized inspector has
proven the work to be satisfactory and any required pressure test has
been witnessed by him.
4) Work is approved after an inspection and test by the contractor and
the unit operators accept the vessel
(API 510 – 7.1.2)
153.
SECTION 7
API DocumentPractices Question
32. Who should be consulted before repairing a crack at discontinuity, where
stress concentrations may be serious
1) The operators of the vessel
2) The owner-users
3) An engineer experienced in the operations of the vessels
4) An engineer experienced in pressure vessel design
(API 510 – 7.1.3)
155.
SECTION 7
API DocumentPractices Question
33. All repair and alteration welding shall be in accordance with the applicable
requirements of the
• NBIC codes
• AWS D1.1 Welding Codes
• ASME Code Section VIII
• NFPA Welding Code
(API 510 – 7.2)
157.
SECTION 7
API DocumentPractices Question
34. The repair organization should use qualified welders and welding procedures
qualified in accordance with the applicable requirements of;
1) Section V of ASME codes
2) Section IX of ASME Codes
3) AWS D1.1 Welding Codes
4) API Standard 1104, Welding
(API 510 – 7.2.1)
159.
SECTION 7
API DocumentPractices Question
35. The repair organization shall maintain records of its qualified welding
procedures and its welding performance qualifications. These records shall be
available to the _______ prior to start of the welding.
1) Operator
2) Owner-user
3) Welder
4) Inspector
(API 510 – 7.2.2)
161.
SECTION 7
API DocumentPractices Question
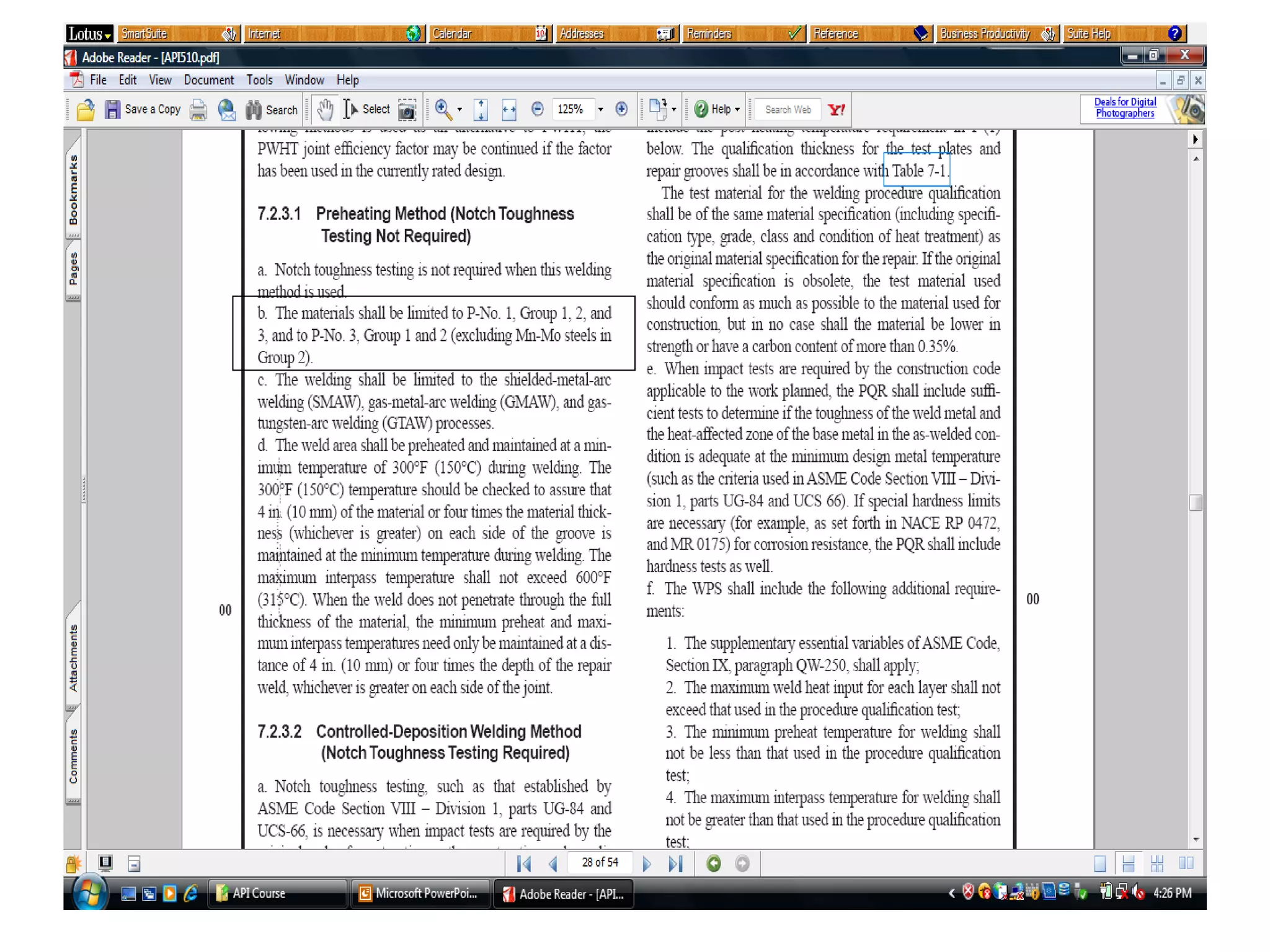
80. When can pre-heat at 300F in lieu of PWHT not be applied in the
repairs of a pressure vessel?
1) For P-1 materials
2) For P-3 materials
3) For P-4 materials
4) None of the above
API 510-7.2.3.1
163.
SECTION 7
API DocumentPractices Question
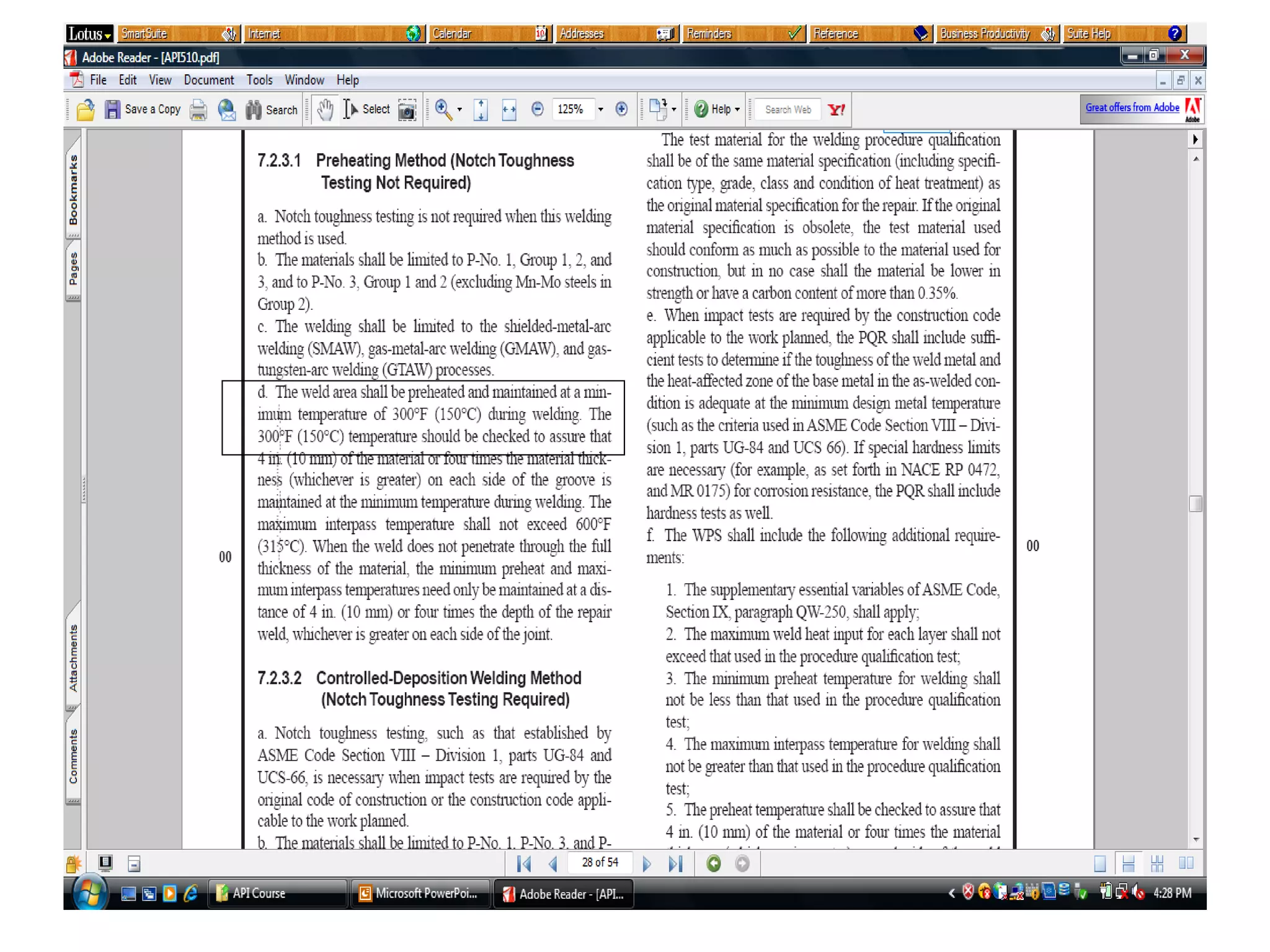
36. For alterations or repairs of vessels initially postweld heat treated as a code
requirement and constructed of P-1 and P-3 steels listed in the ASME Codes,
preheating to not less than ______degrees F may be considered as an
alternative to PWHT when impact testing is not required.
1) 200
2) 300
3) 400
4) 500
(API 510 – 7.2.3.1)
165.
SECTION 7
API DocumentPractices Question
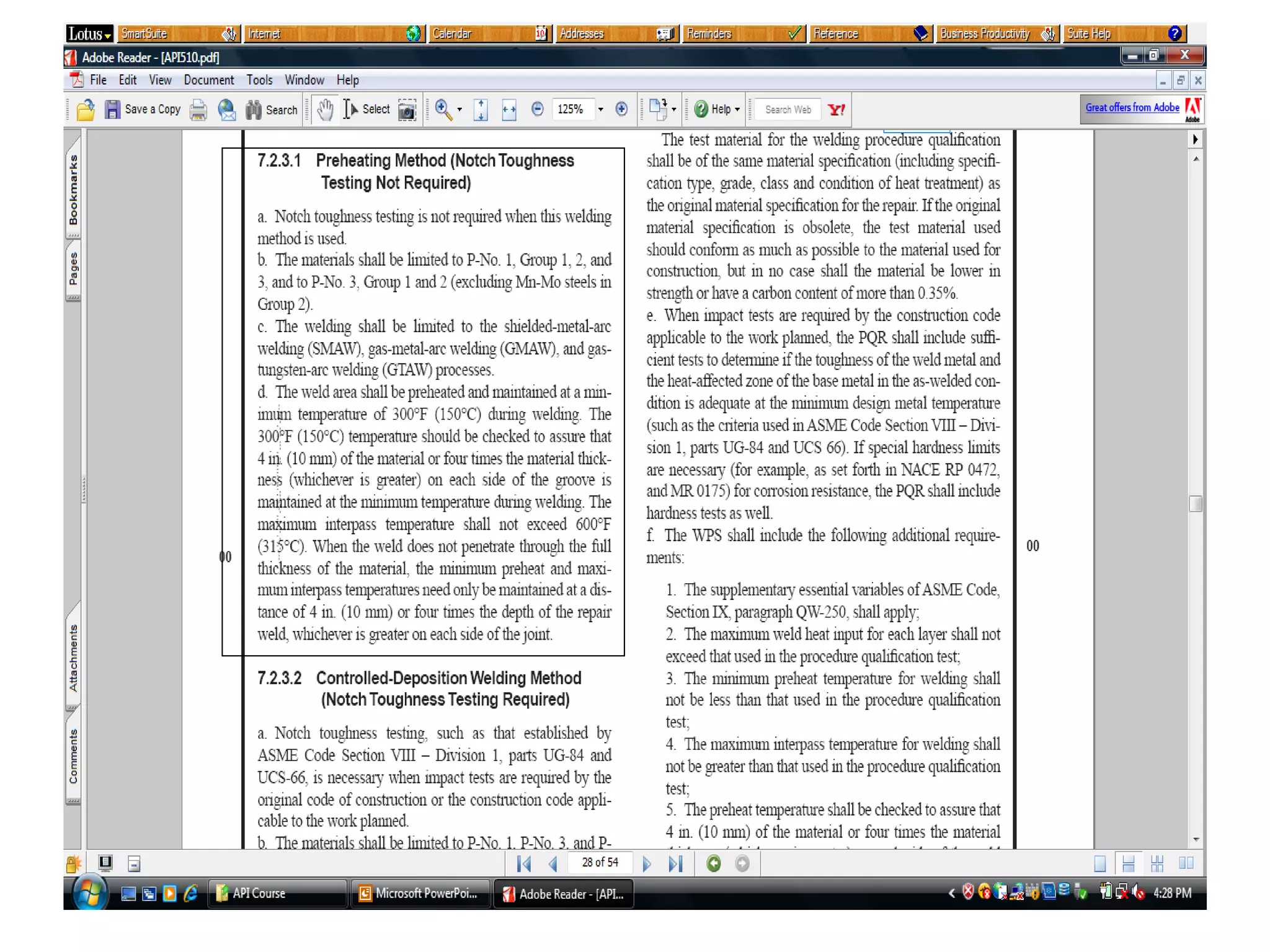
37. A carbon steel (A 285 Gr C) vessel must be repaired by welding in a flush patch
(replacing a corroded area). Impact testing is not required. The vessel is in
caustic service and was originally PWHT. Which of the following is correct?
• The repair may be PWHT
• The repair may be pre-heated to 300F while welding and PWHT waived
• The repair may be pre-heated to 200F while welding and PWHT waived
• No 1&2 above
(API 510 – 7.2.3.1)
167.
SECTION 7
API DocumentPractices Question
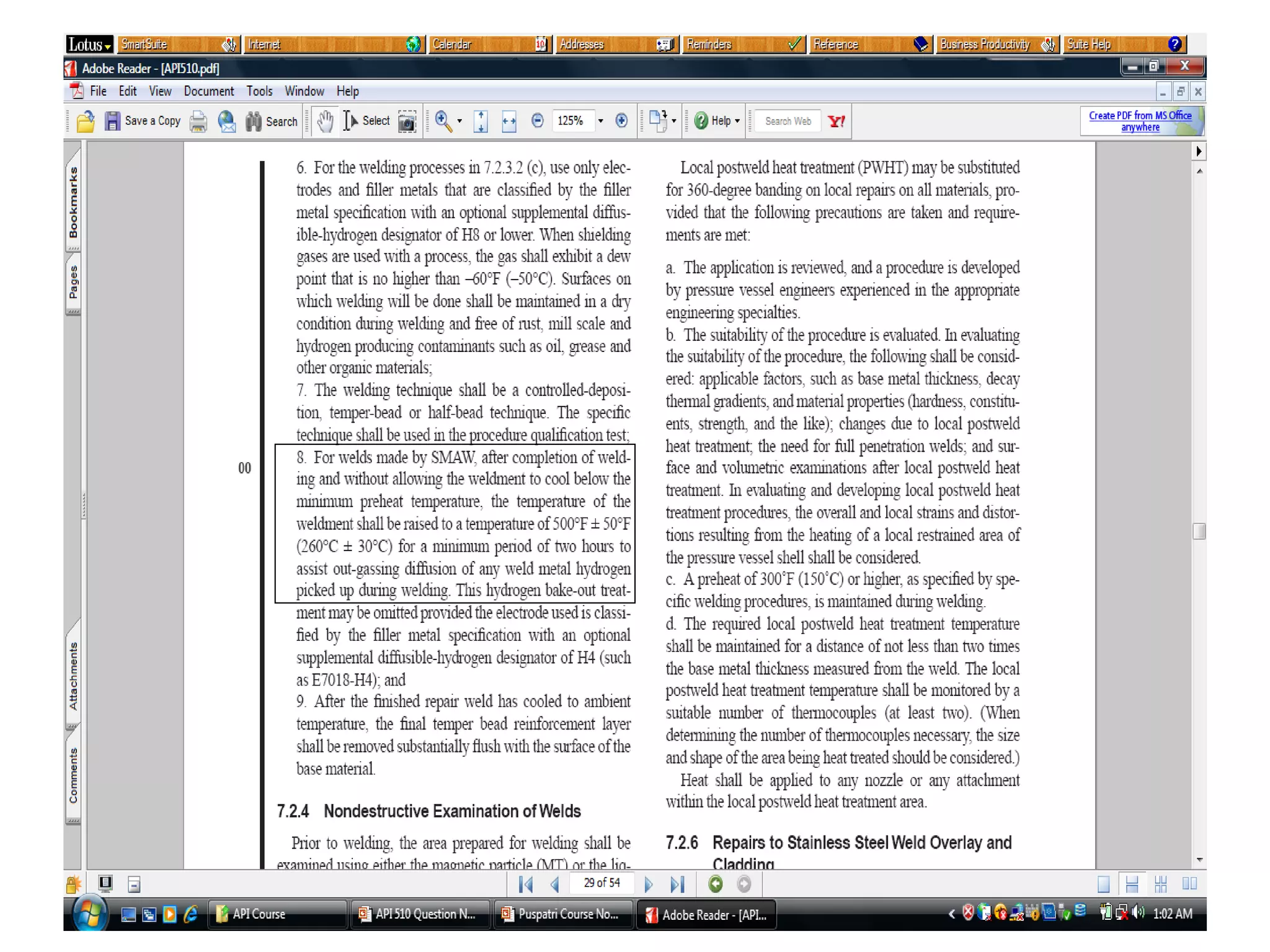
115. How long must the temper bead repair be held at temperature after
completion of the weld repair for an API 510 application?
1) 5 hours
2) 1 hour
3) 4 hours
4) 2 hours
API 510 7.2.3.2
169.
SECTION 7
API DocumentPractices Question
130. What is the maximum interpass temperature for a repair weld using
the controlled deposition method that was originally PWHT?
1) 400 F
2) 600 F
3) 300 F
4) Not greater than that used in procedure qualifications
API 510 7.2.3.2 f-4
171.
SECTION 7
API DocumentPractices Question
38. If local PWHT is approved for a vessel repair ( a complete 360 degree band
around the vessel is not used-only a localized spot), what are the minimum number
of thermocouples required around the localized area to monitor the temperatures?
1) 1
2) 2
3) 4
4) 6
(API 510 – 7.2.5)
173.
SECTION 7
API DocumentPractices Question
39. When repairing vessels with stainless steel weld overlay and cladding (vessel
constructed of P-3, P-4 or P-5 base materials) the base metal in the area of
repair should be examined for cracking by per ASME Section V. this UT inspection
should be made _______ hours after repairs have been completed for equipment
in hydrogen service, especially for chromium-molybdenum alloys that could be
affected by delayed cracking
• 12
• 24
• 36
• 42
(API 510 – 7.2.6)
175.
SECTION 7
API DocumentPractices Question
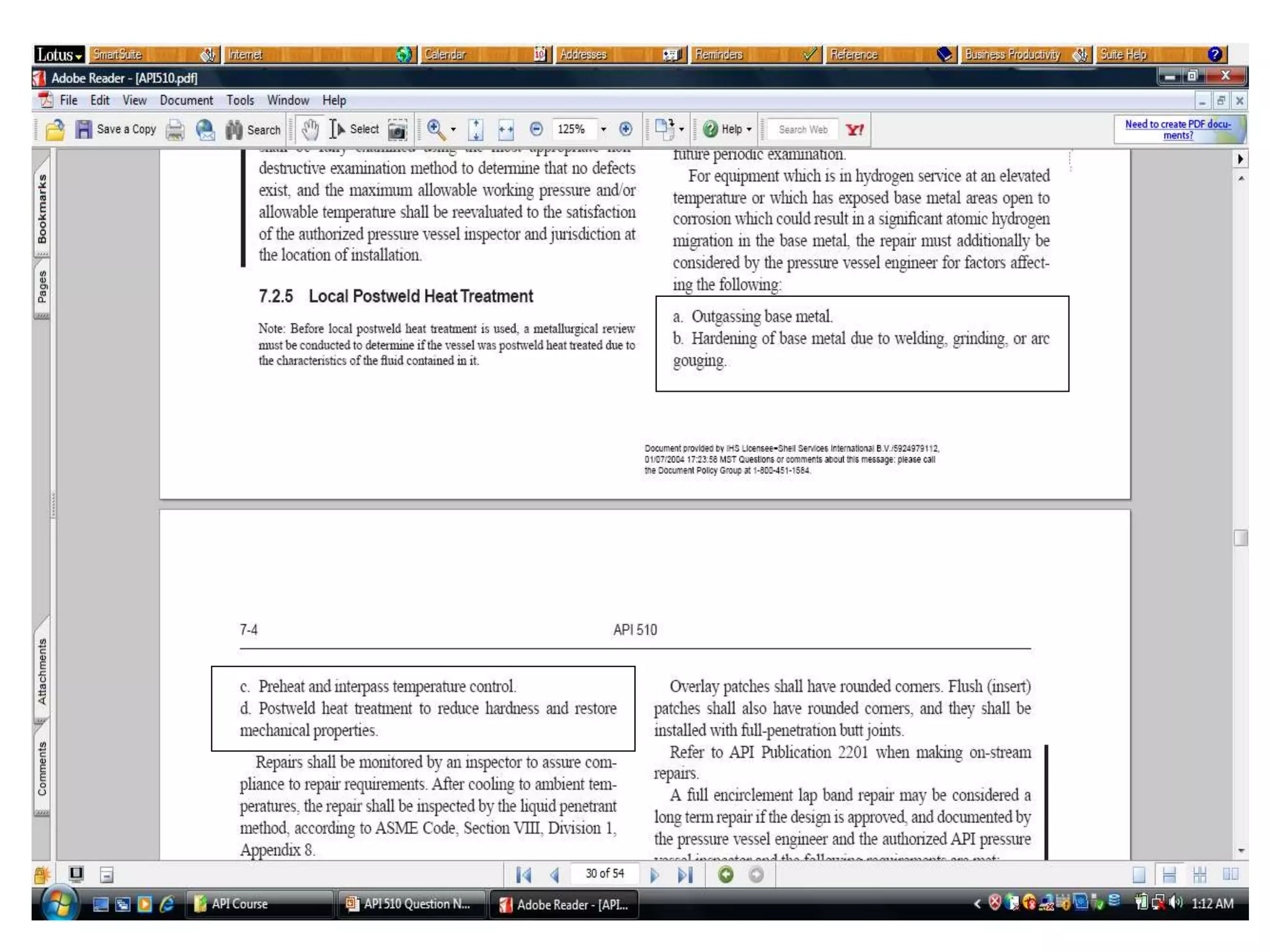
76. The pressure vessel engineer must additionally consider which of the following
when welding a P-5 base material to stainless cladding which is in hydrogen
service at elevated temperatures?
1) Weld rod diameter
2) Effects of temper embrittlement
3) Outgassing base metals
4) Weld bead size
API 510 – 7.2.6(a)
177.
SECTION 7
API DocumentPractices Question
116. Which of the following must be considered by the pressure vessel
engineer when repairs are made to stainless steel weld overlay for
equipment in hydrogen service?
1) Hardening of the weld metal due to grinding or arc gouging
2) Softening of base metal due to welding
3) PWHT to reduce impact properties
4) Outgassing base metal
API 510 7.2.6
179.
SECTION 7
API DocumentPractices Question
116. Which of the following must be considered by the pressure vessel
engineer when repairs are made to stainless steel weld overlay for
equipment in hydrogen service?
1) Hardening of the weld metal [base metal] due to grinding or arc
gouging
2) Softening [Hardening] of base metal due to welding
3) PWHT to reduce impact properties [reduce hardness]
4) Outgassing base metal
API 510 7.2.6
180.
SECTION 7
API DocumentPractices Question
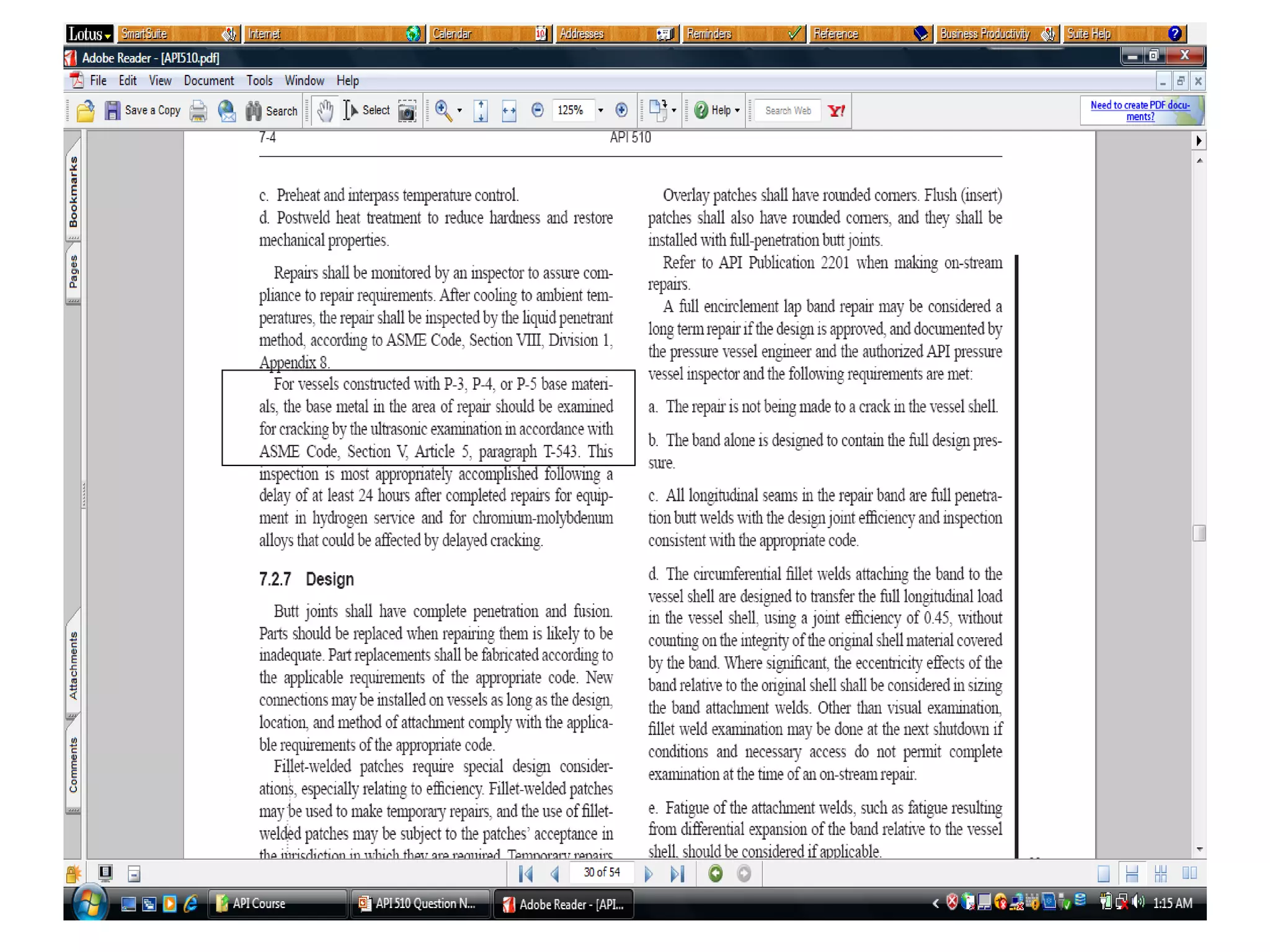
112.Which NDE method is used to examine P-3, P-4 or P-5 base metal
when repairs to stainless steel weld overlay is made?
1) MT
2) UT
3) RT
4) VT
API 510 7.2.6
182.
SECTION 7
API DocumentPractices Question
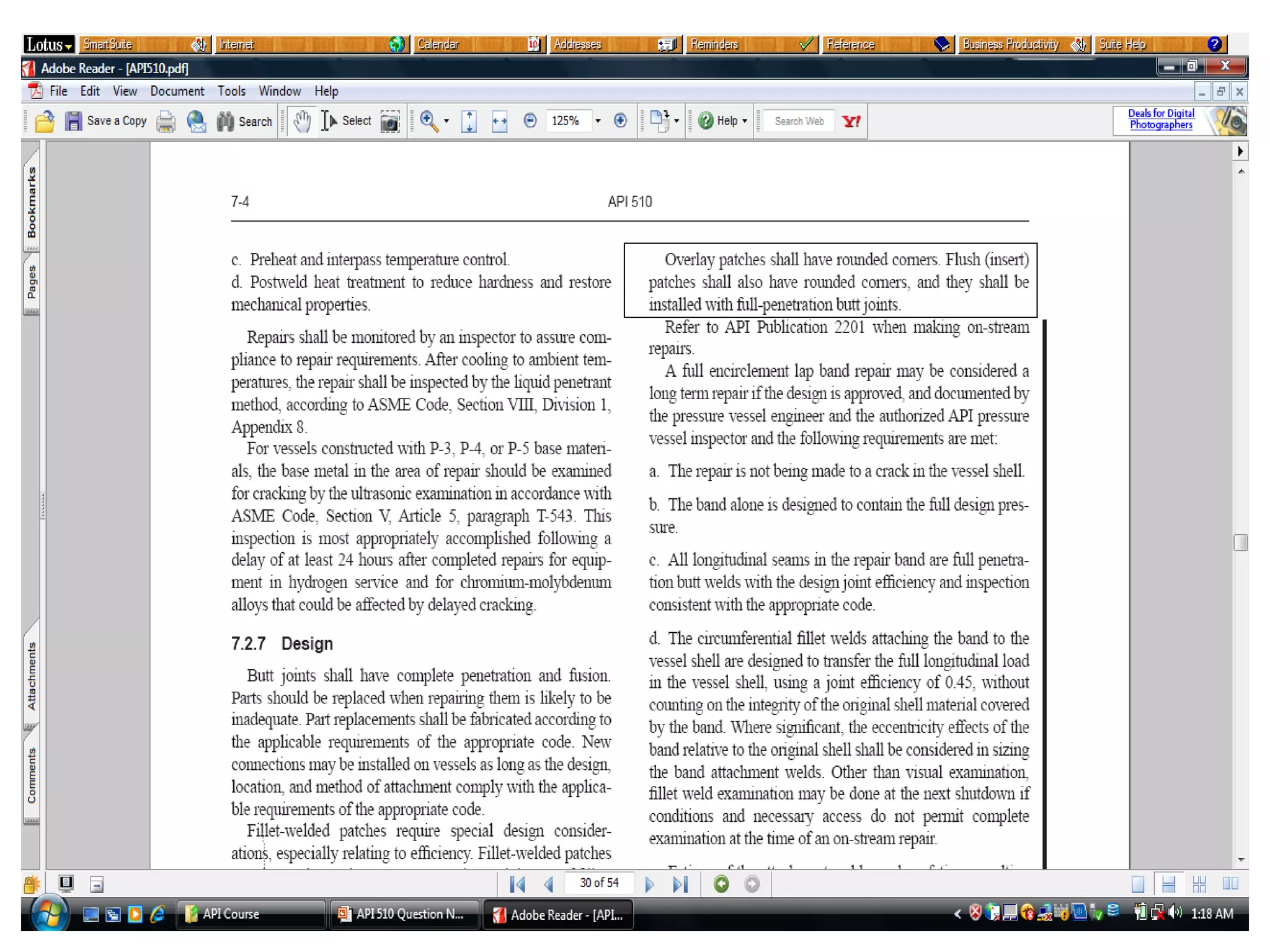
107. Which of the following is a requirement when installing a patch?
1) Always perform pressure test after repair
2) Having rounded corners
3) Ultrasonically examine adjacent base materials before welding
4) Having rounded corners with a minimum 1 in radius
API 510 7.2.7
184.
SECTION 7
API DocumentPractices Question
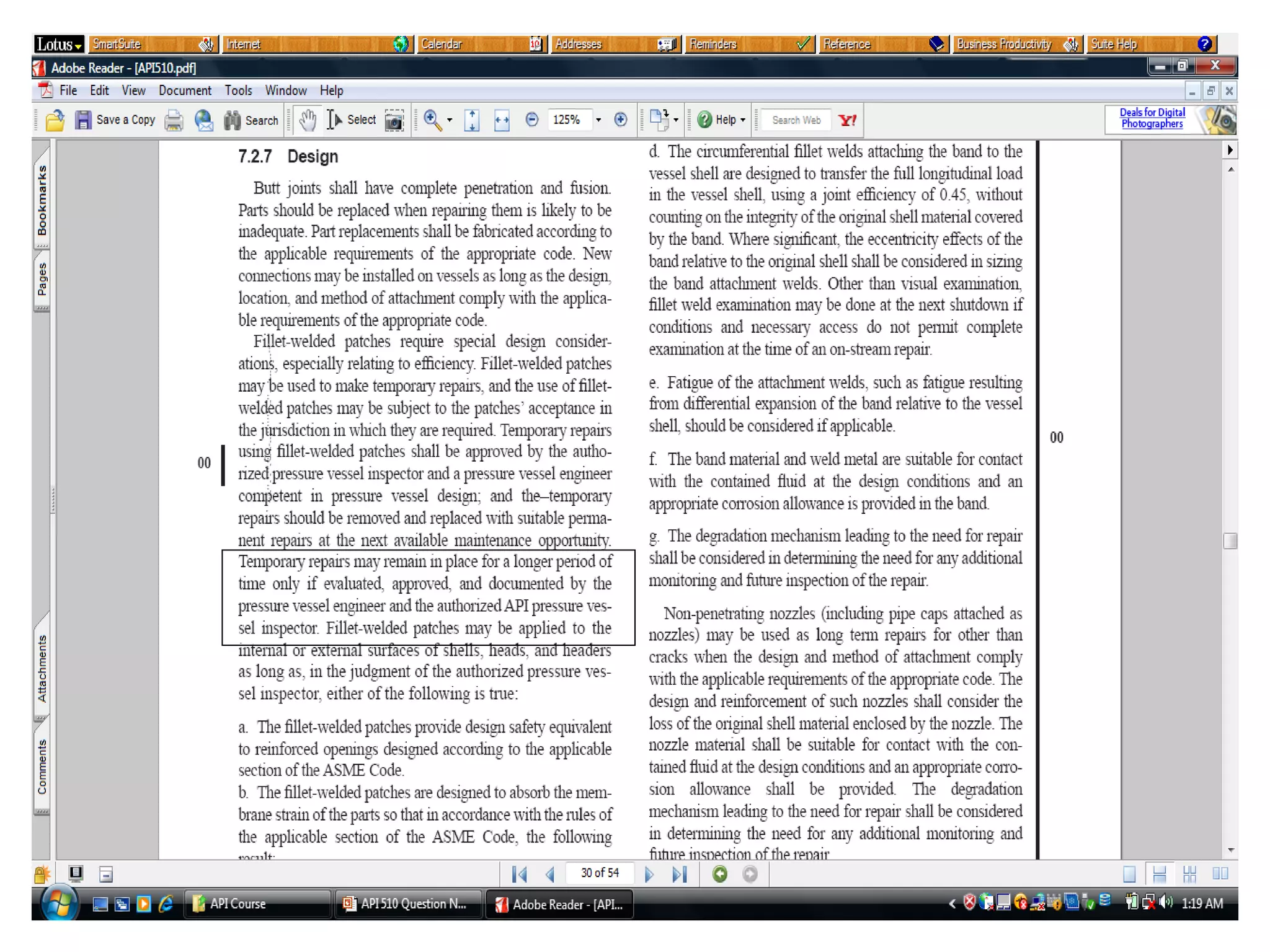
108. Who decides how long a temporary patch may remain in place?
1. Owner user
2. Pressure vessel engineer and API inspector
3. Pressure vessel engineer
4. API inspector
API 510 7.2.7
186.
SECTION 7
API DocumentPractices Question
40. When are fillet welded patches (lap patches) allowed?
1) They may be only used in vessels with shells 3/8 inch thick or less
2) They may be only used if approved by the operators
3) They may be only used on low pressure vessels
4) They are used for only temporary repairs
API 510 – 7.2.7
188.
SECTION 7
API DocumentPractices Question
41. Carbon or alloy steel with a carbon content over _____percent shall not be
welded.
1) 0.3
2) 0.35
3) 0.4
4) 0.45
API 510 – 7.2.8
190.
SECTION 7
API DocumentPractices Question
42. Acceptance criteria for a welded repair or alteration should include NDE
techniques that are in accordance with the;
1) Applicable section of the NBIC
2) Applicable section of the ASME codes
3) Jurisdiction
4) Owner user
API 510 – 7.2.9
192.
SECTION 7
API DocumentPractices Question
43. A pressure test is normally required after;
• An alteration
• A repair
• A lightning strike
• A unit upset
API 510 – 7.2.10
194.
SECTION 7
API DocumentPractices Question
86. If a filler metal is used that has minimum specified tensile strength that
is lower than that of the base metal, which of the following condition
must be met?
1. The increased thickness shall have rounded corners
2. The repair thickness shall not be more than 60% of the required base
metal thickness excluding corrosion allowance
3. The repair shall be made with a minimum of two passes
4. The chemistry of the filler metal shall be taken at the completion of
welding
• API 510 7.2.11
196.
SECTION 7
API DocumentPractices Question
44. When is re-rating of a pressure vessel considered complete?
1) When the pressure vessel engineers approves the re-rating
2) When the authorized construction organization attaches the nameplates to
the re-rated vessel
3) When API authorized PV inspector oversees the attachment of an API 510
nameplate or stamping
4) When the owner-user accepts the re-rating from the re-rating organizations
API 510 – 7.3
198.
SECTION 7
API DocumentPractices Question
45. An API certified inspector who has not been actively engaged, as such within
the previous three years can be rectified by;
• Being employed by a refinery
• Being licensed by the jurisdictions
• An oral examination
• A written examination
API 510 – B5.1
![Math Problem #6
Evaluation of Corroded Weld Surface
A pressure vessel is found to have a corroded
area that includes the longitudinal welded seam.
An evaluation must be made to determine
whether the thickness at the weld or remote from
the weld governs. The inside radius is 36 inch
which includes 0.125 inch corrosion allowance.
The MAWP is 500 psig, S=17500 psi. The nameplate
has no extent of radiography shown under the
code stamp. The longitudinal seam is Type 1.
What would be the width of the evaluation if the
width from toe to toe was 1 inch?
1) 7 inch
2) 2 inch
3) 3.022 inch
4) 7.044 inch
MAWP = 500 psi, S= 17,500, R=36”, CA=0.125”
E = 0.7 [Type 1 with no RT].
Width of area for evaluation of the weld and area
remote from weld?
Section 5.7: The greater of 1” on either side of
weld or 2 x tmin on either side of weld
tmin = PR/SE-0.6P
= (500)(36)/(17,500)(0.7) – 0.6(500)
= 18,000/11,900
= 1.51”
2 x t min = 3.01” which is > 1”
Thus, total area of evaluation
= both side of the weld + weld area
= (3.01) x 2 + 1
= 7.03”](https://image.slidesharecdn.com/api510practisequestionnov07rev1-220906051246-476ce52c/75/API-510-Practise-Question-Nov-07-rev1-ppt-76-2048.jpg)



![SECTION 7
API Document Practices Question
116. Which of the following must be considered by the pressure vessel
engineer when repairs are made to stainless steel weld overlay for
equipment in hydrogen service?
1) Hardening of the weld metal [base metal] due to grinding or arc
gouging
2) Softening [Hardening] of base metal due to welding
3) PWHT to reduce impact properties [reduce hardness]
4) Outgassing base metal
API 510 7.2.6](https://image.slidesharecdn.com/api510practisequestionnov07rev1-220906051246-476ce52c/75/API-510-Practise-Question-Nov-07-rev1-ppt-179-2048.jpg)


































![Api 510-closed-1[1]](https://cdn.slidesharecdn.com/ss_thumbnails/api-510-closed-11-130505021047-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)


































