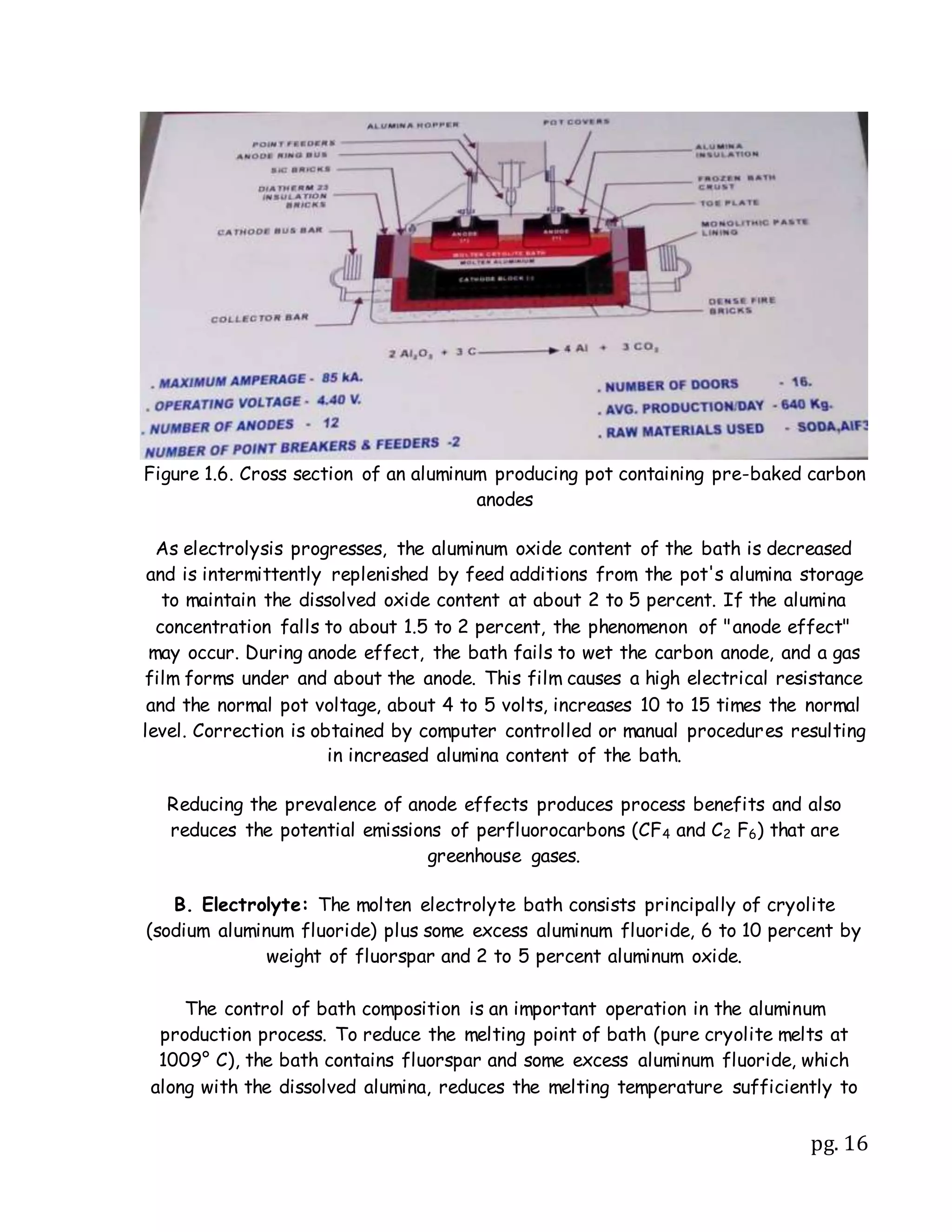
Aluminum is produced through a three step process: 1) mining bauxite ore, 2) refining bauxite into aluminum oxide, and 3) electrolytically reducing aluminum oxide into metallic aluminum. This electrolytic reduction process, known as the Hall-Heroult process, involves dissolving aluminum oxide in a cryolite bath and passing an electric current through it to dissociate the aluminum oxide into molten aluminum and oxygen. Large carbon blocks suspended in the solution serve as the anodes. The process requires significant amounts of electricity and emits carbon dioxide and other gases. Modern aluminum smelters typically include 300-720 electrolytic cells connected in series to continuously produce aluminum through this energy-intensive process.