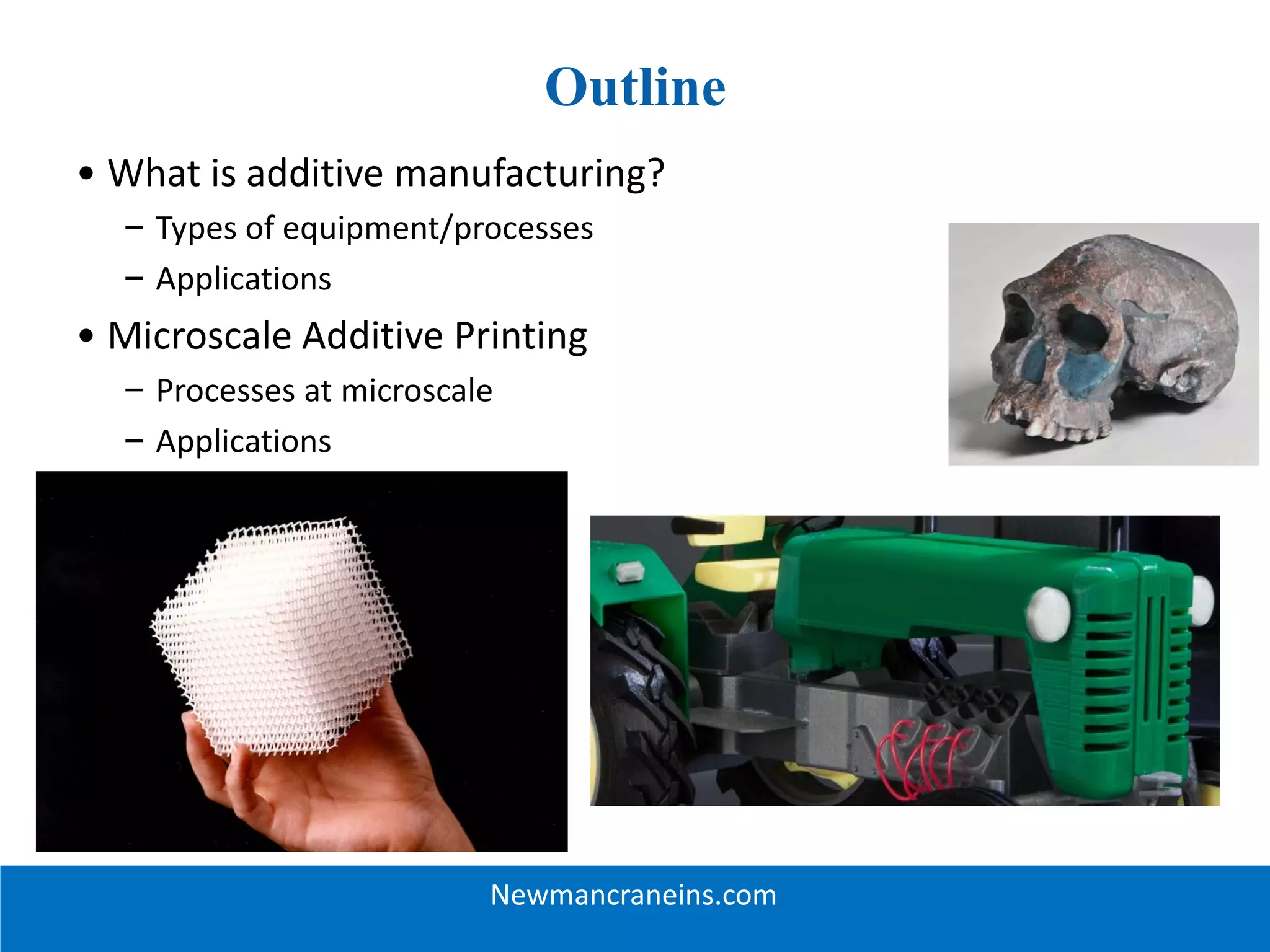
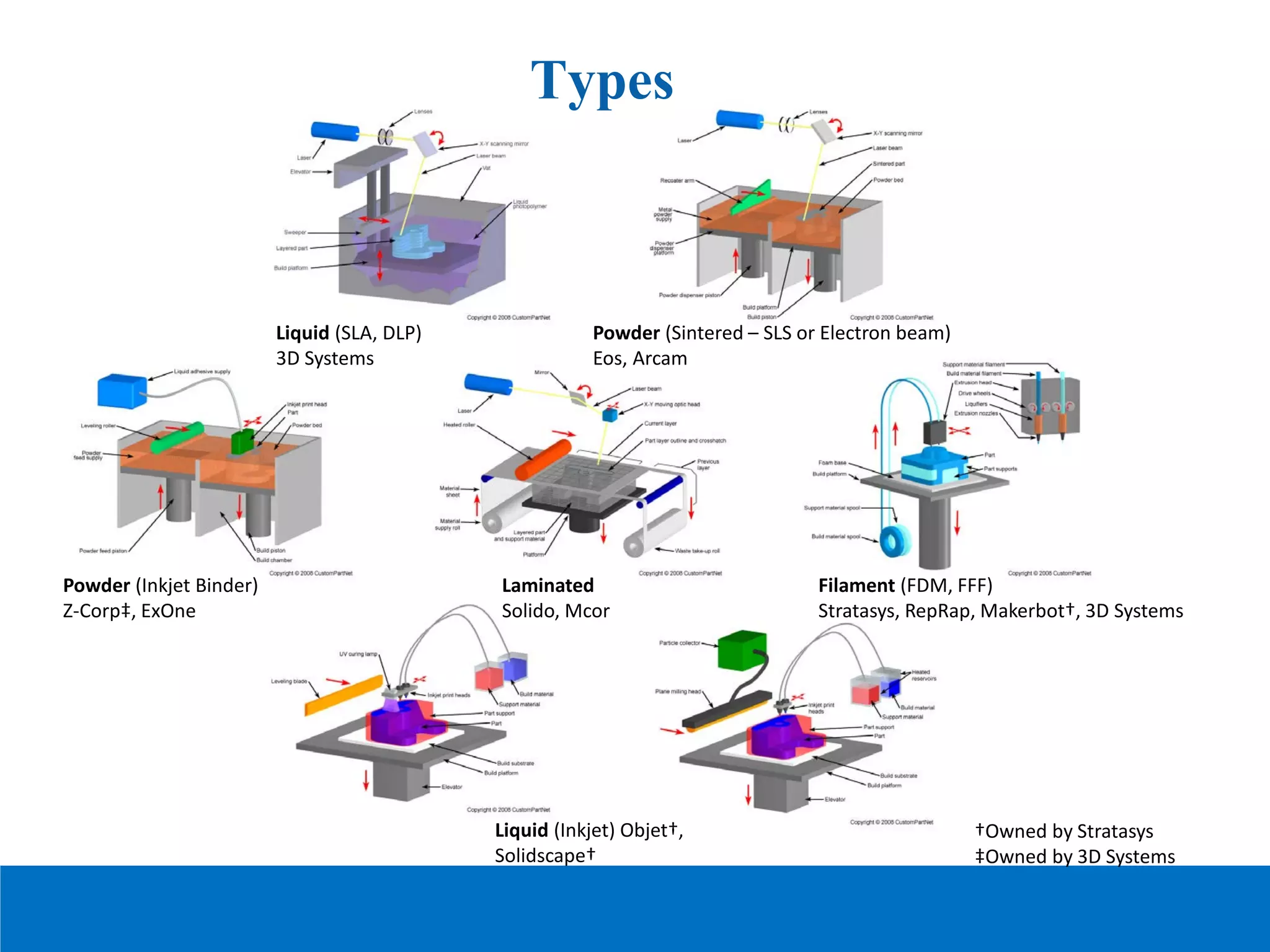
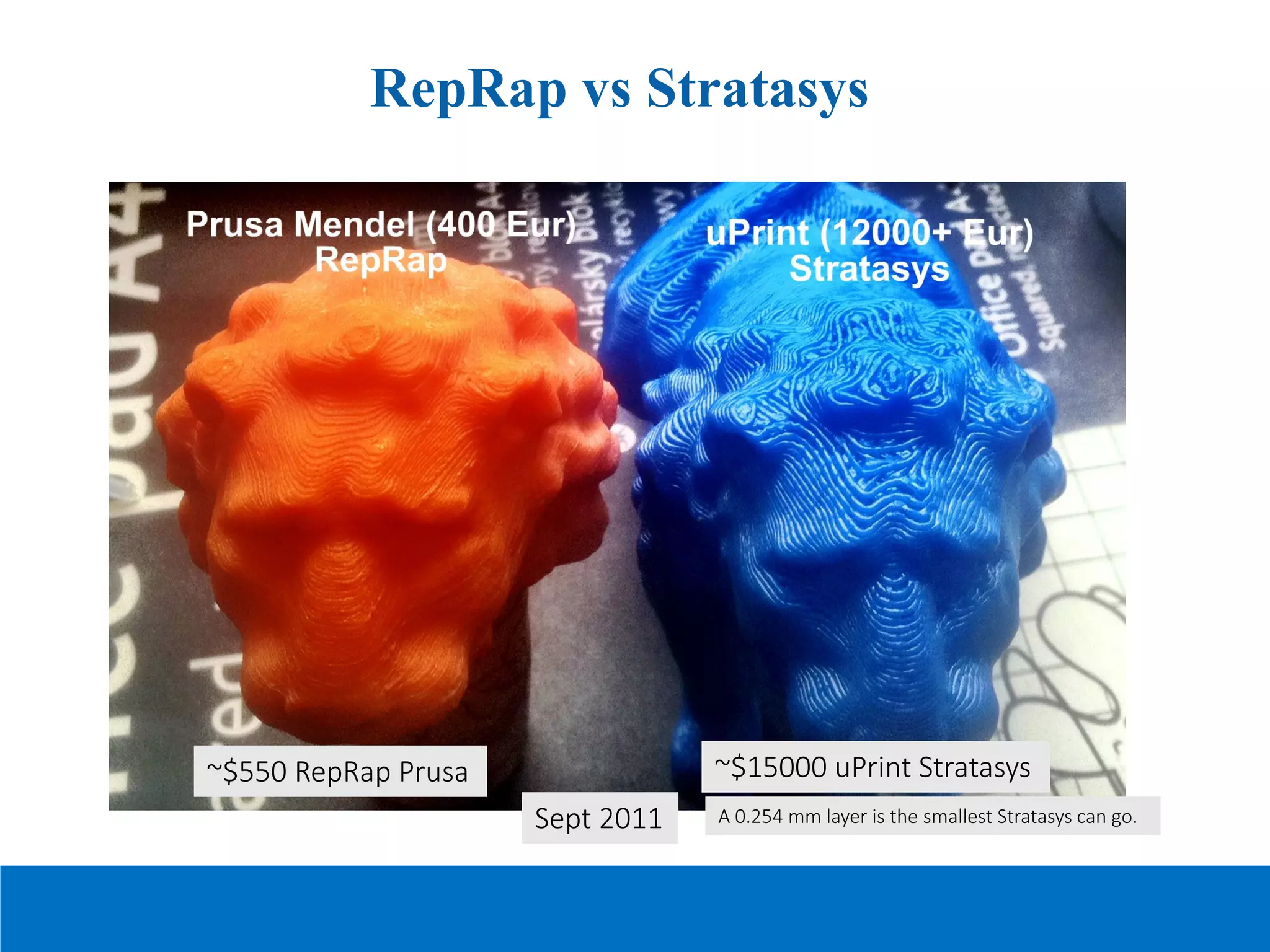
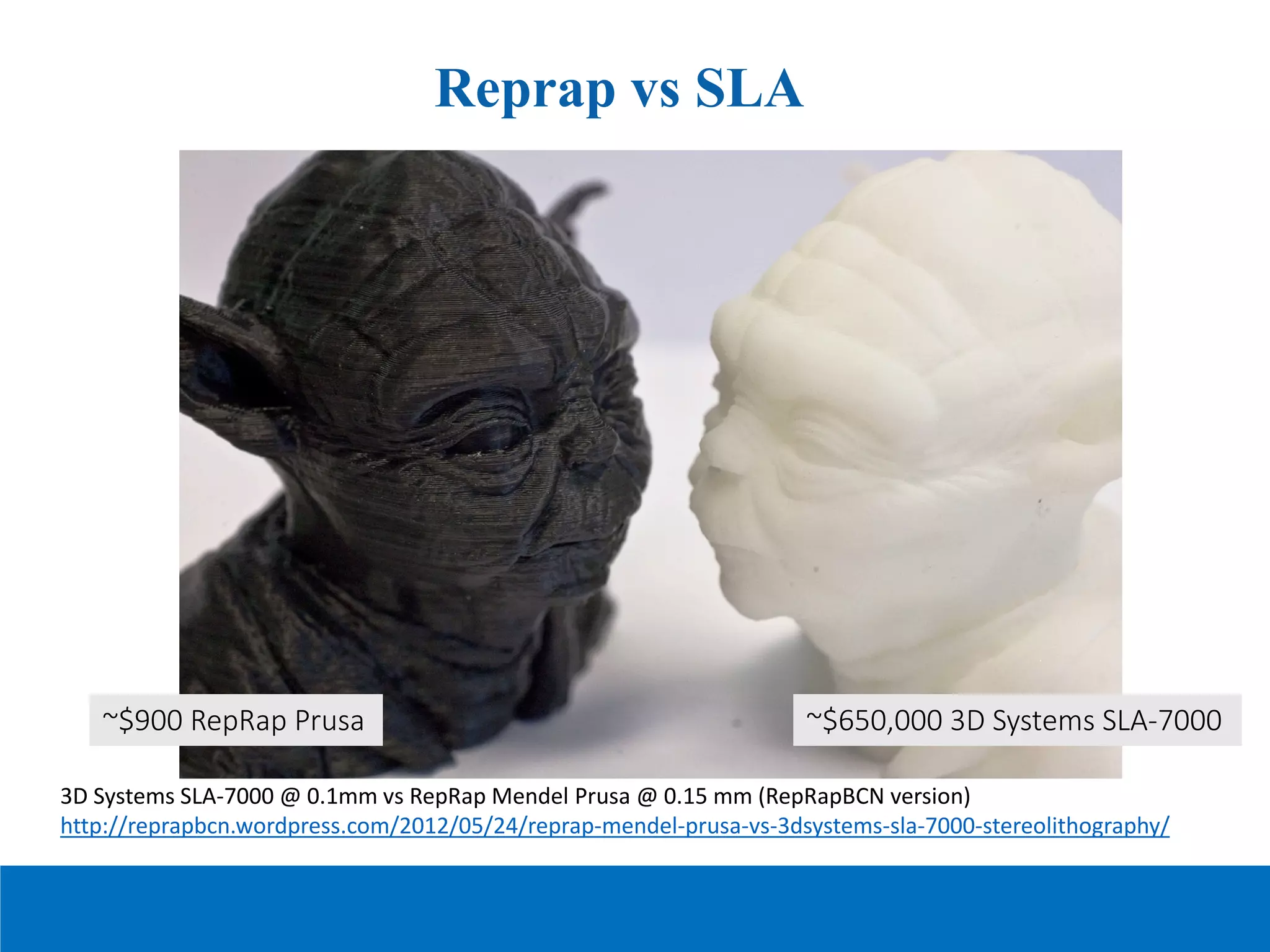
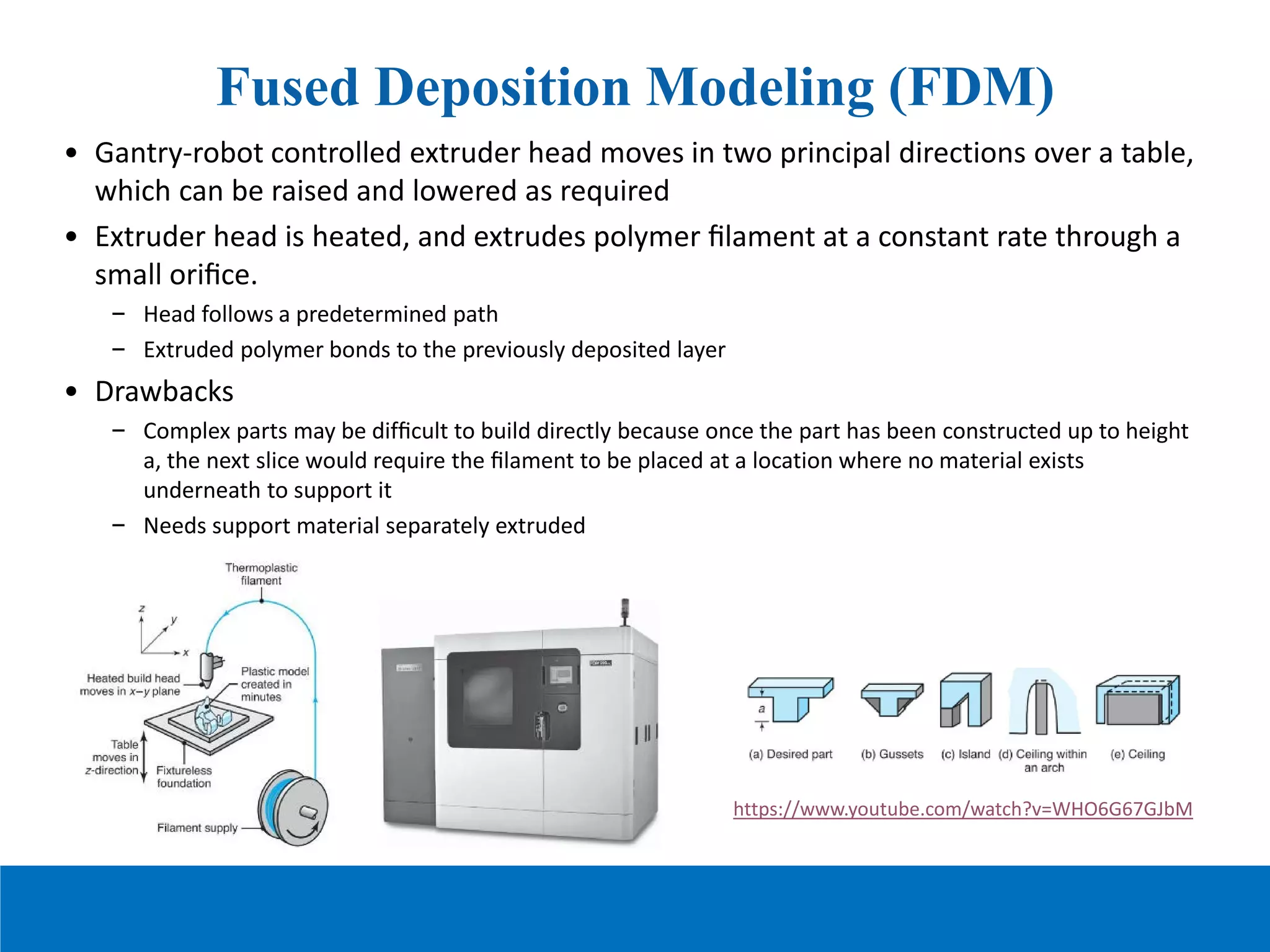
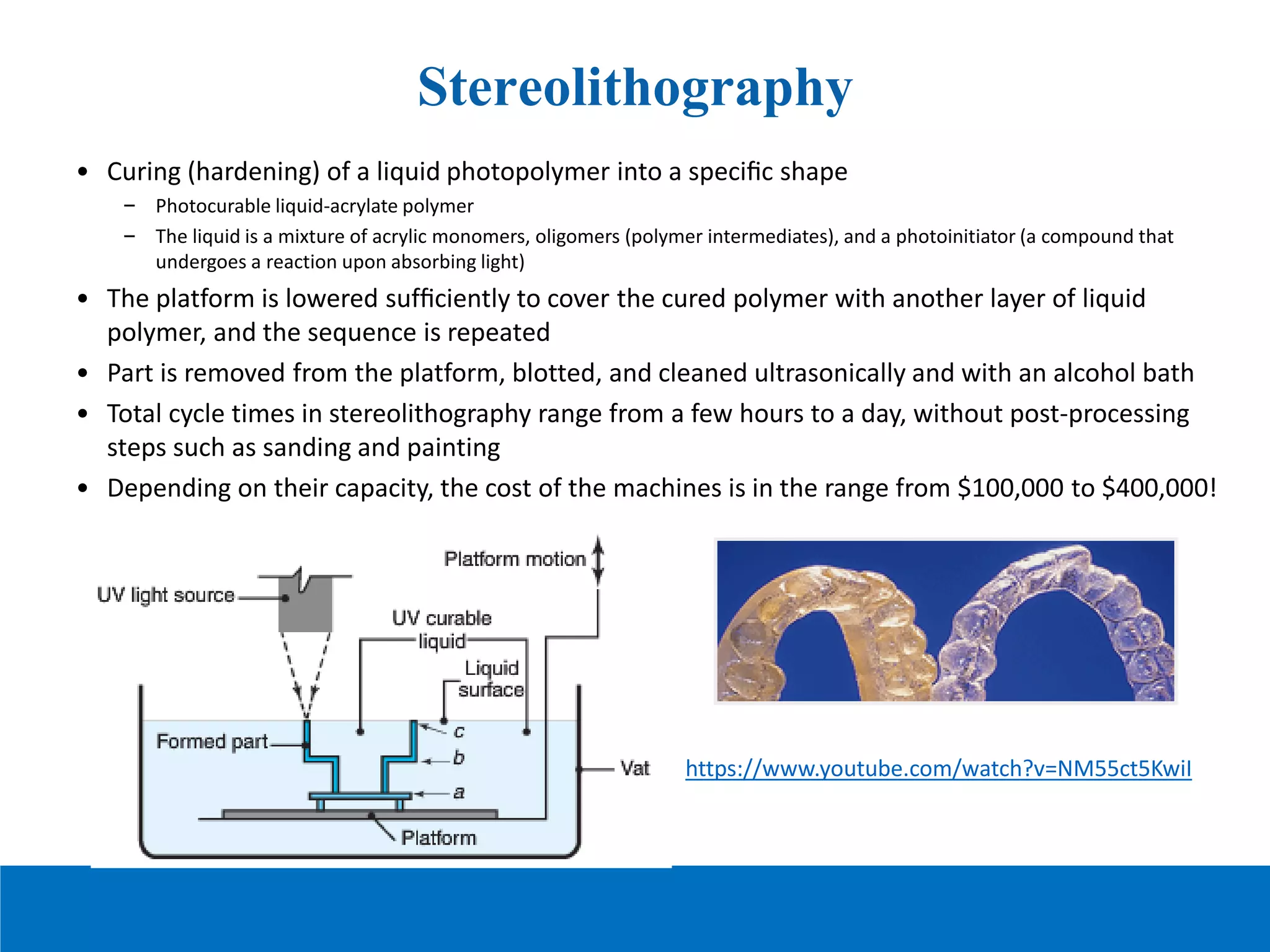
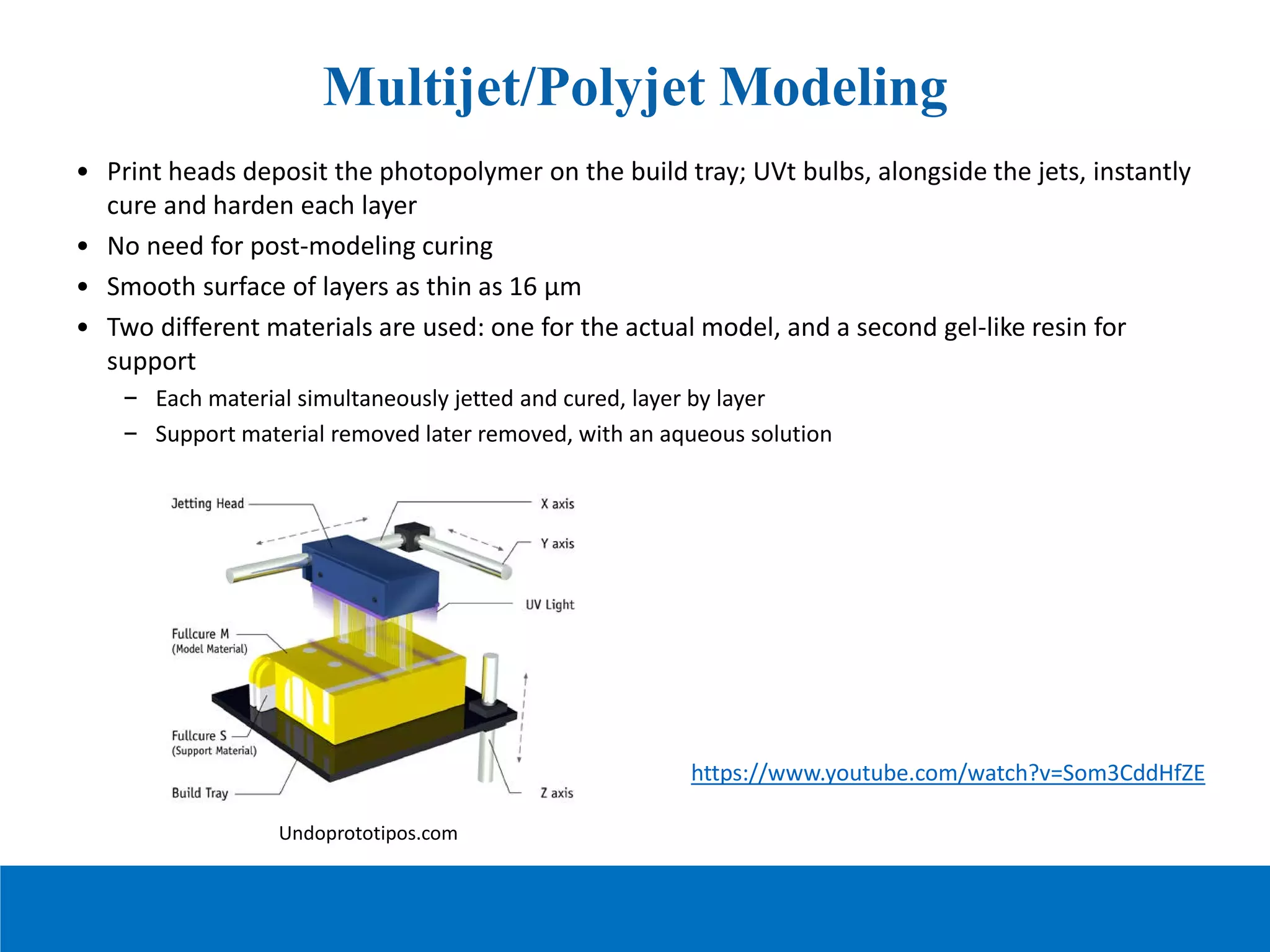
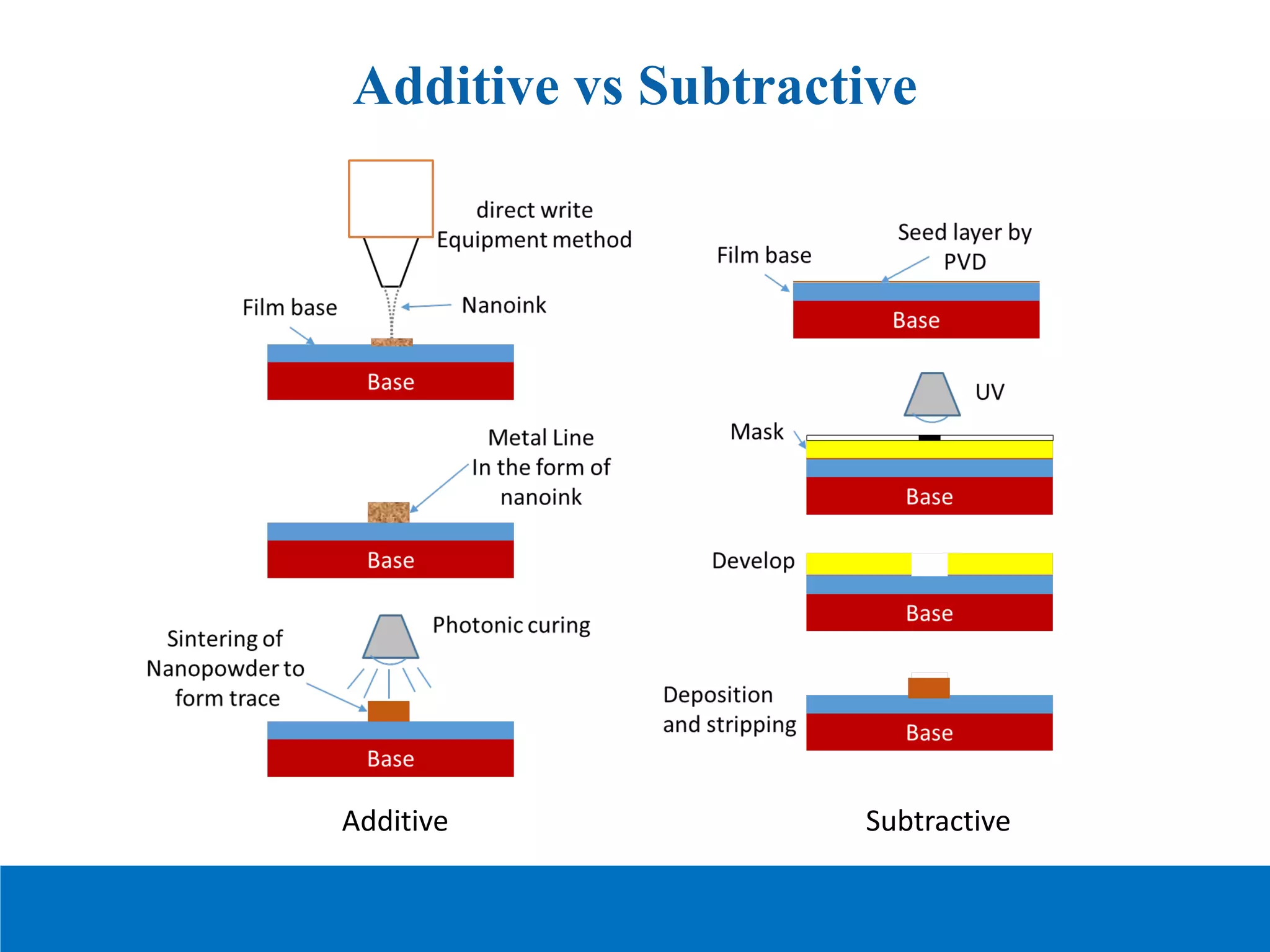
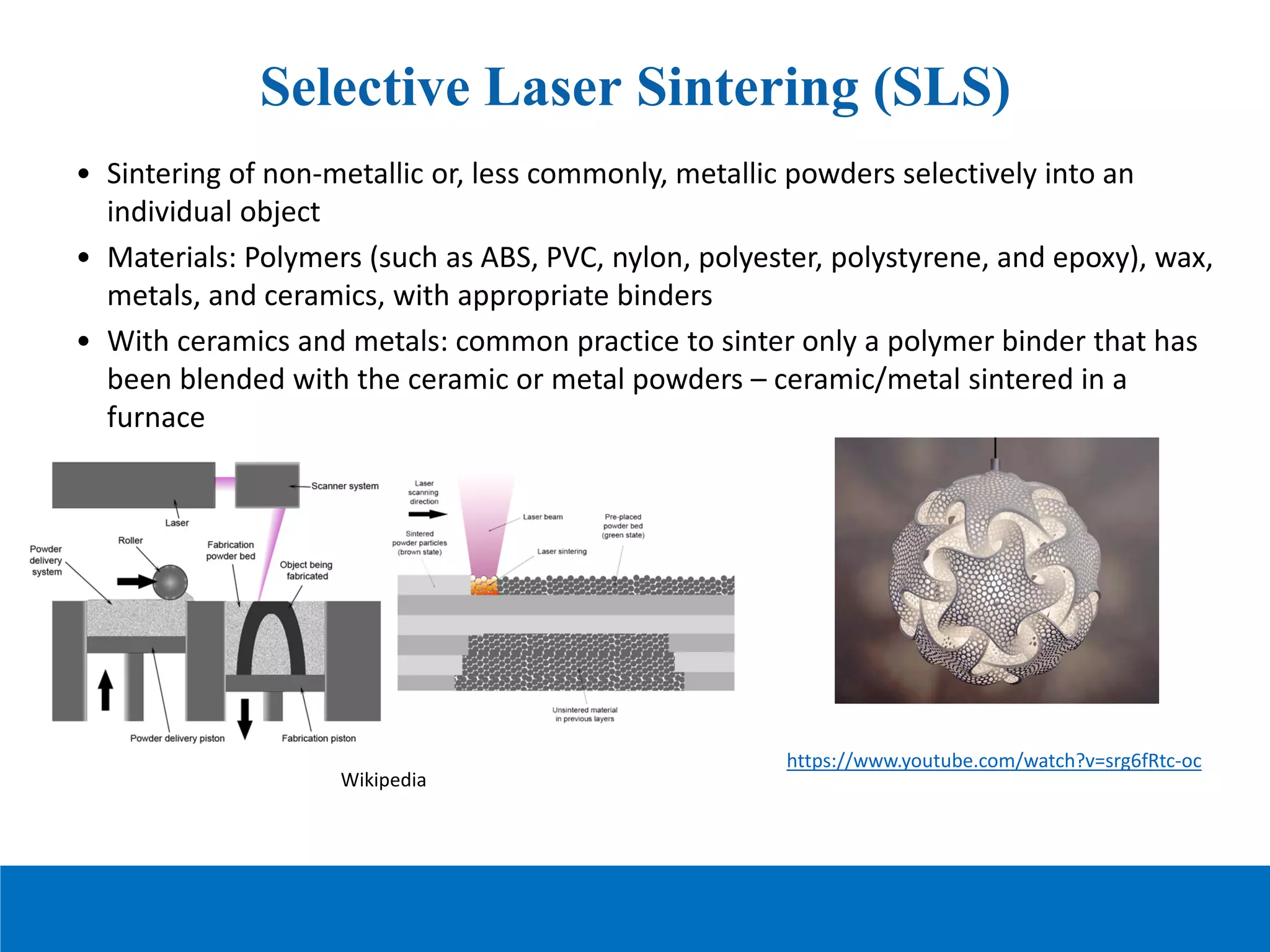
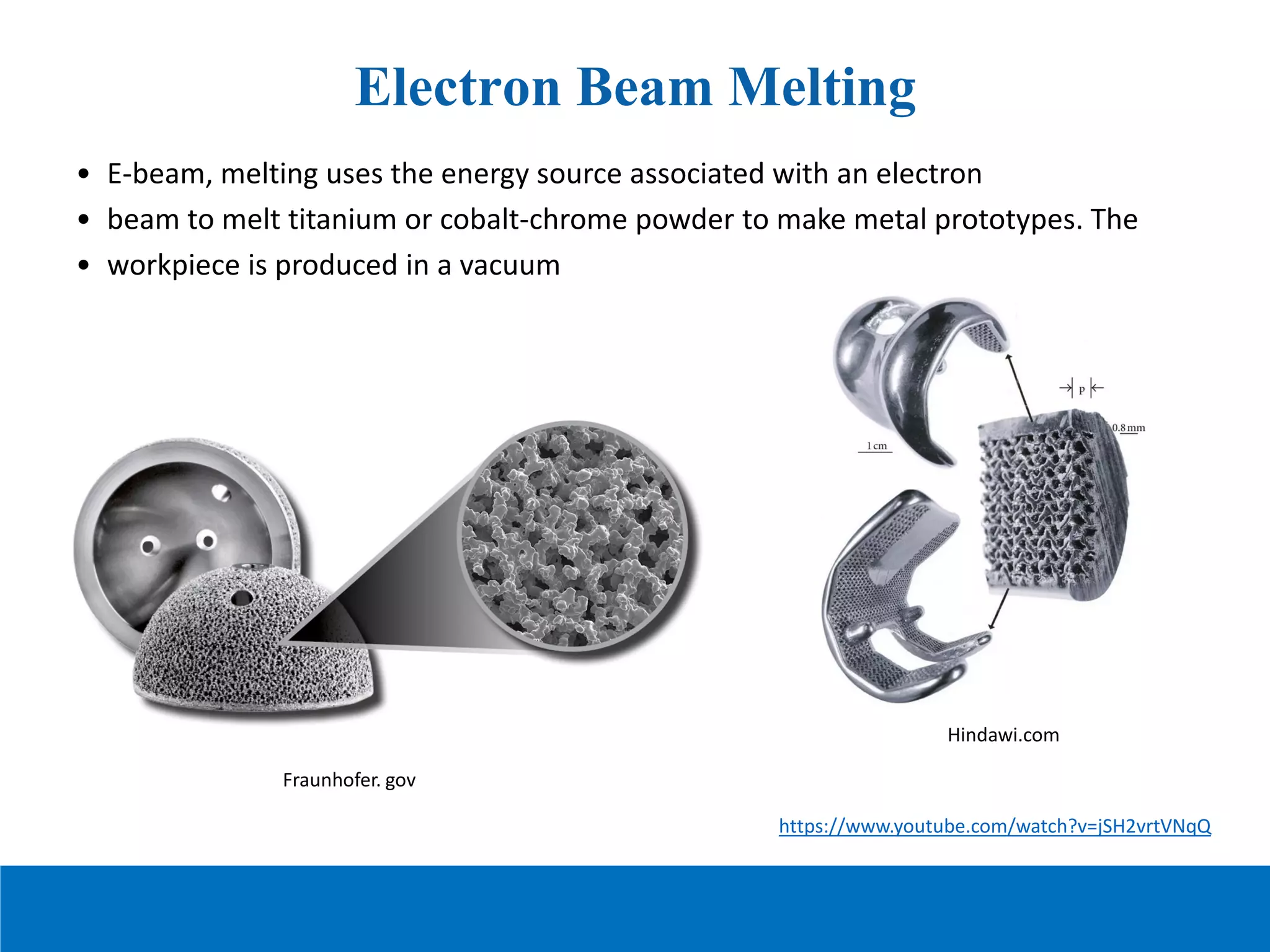
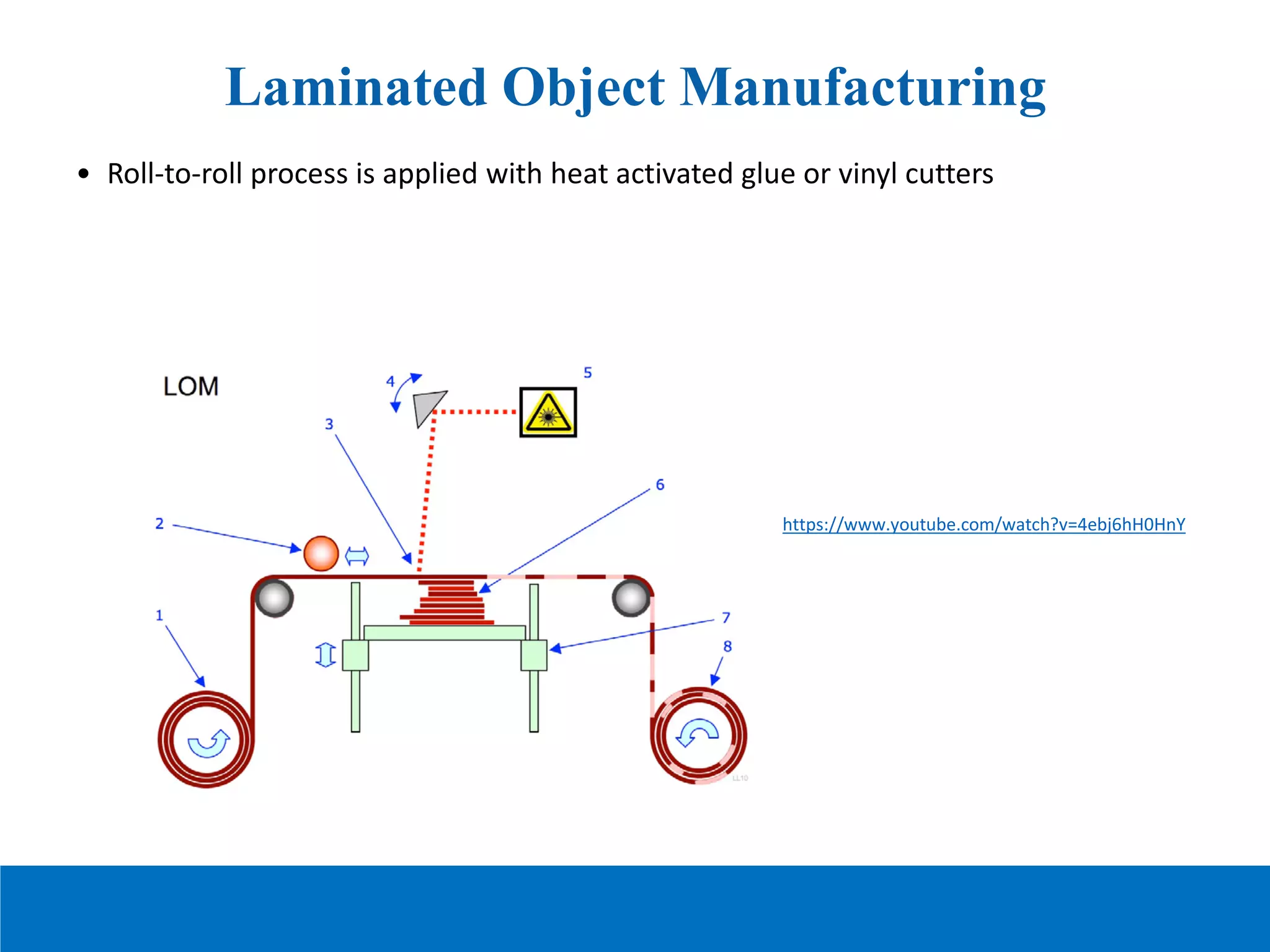
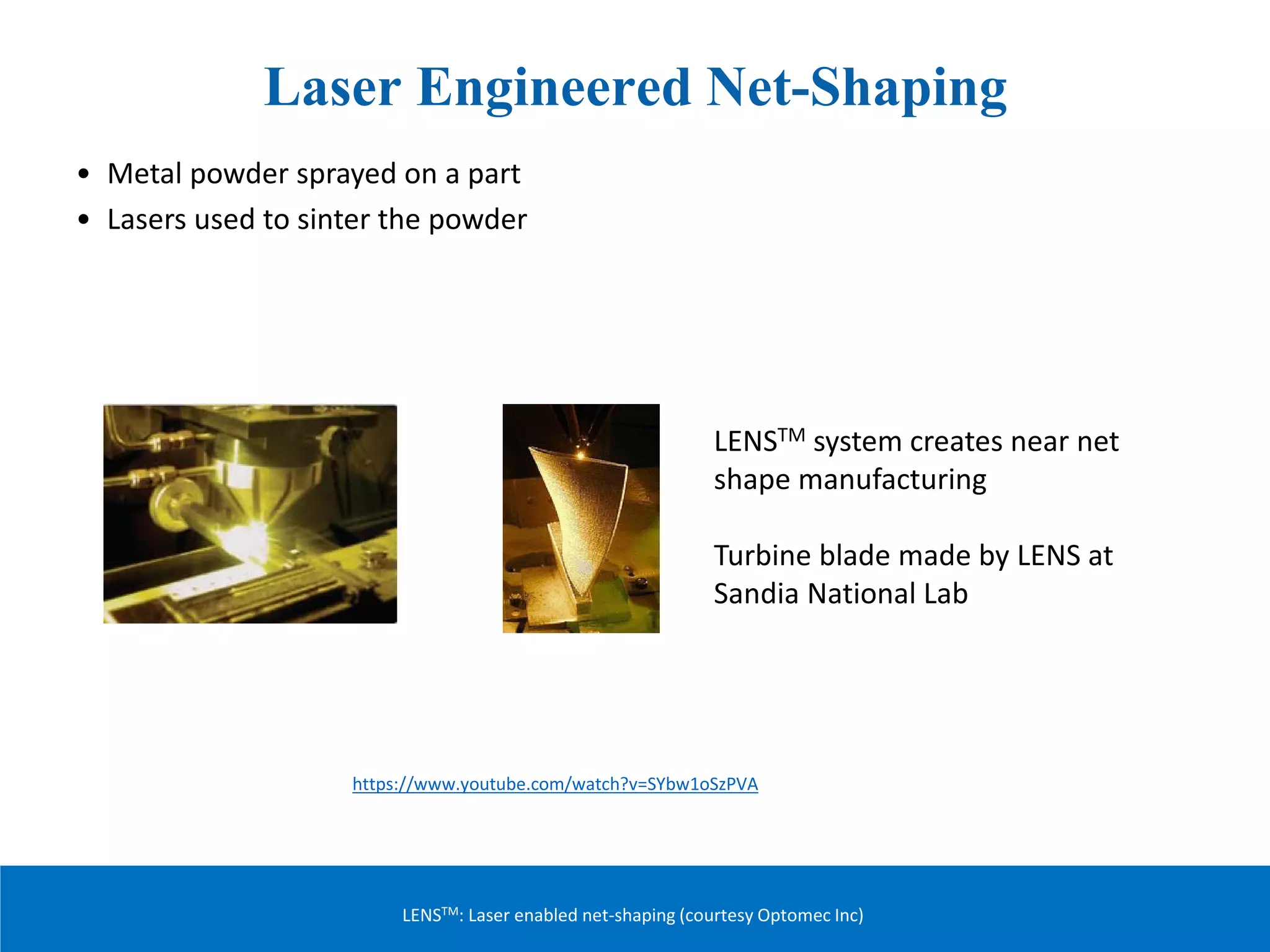
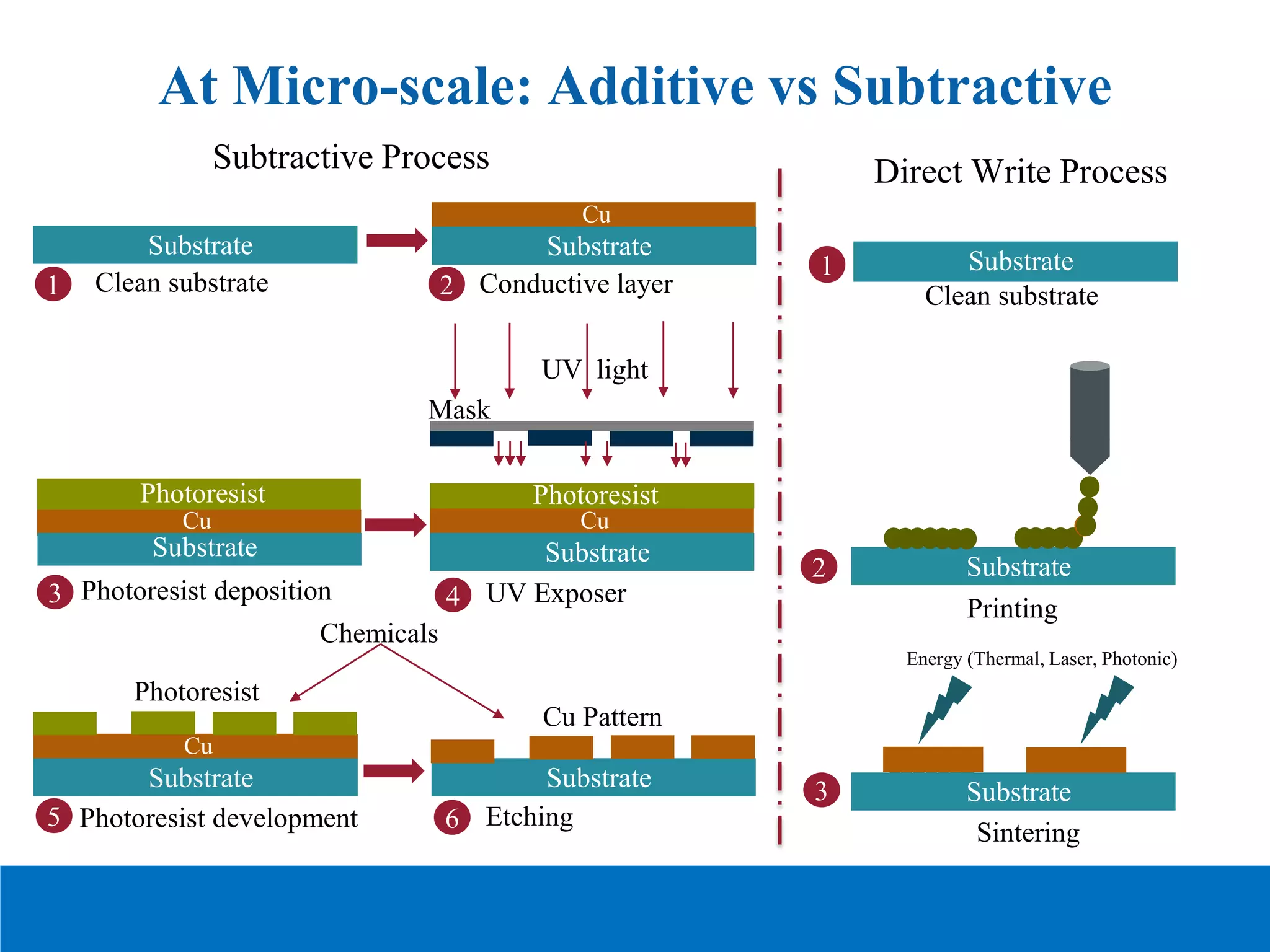
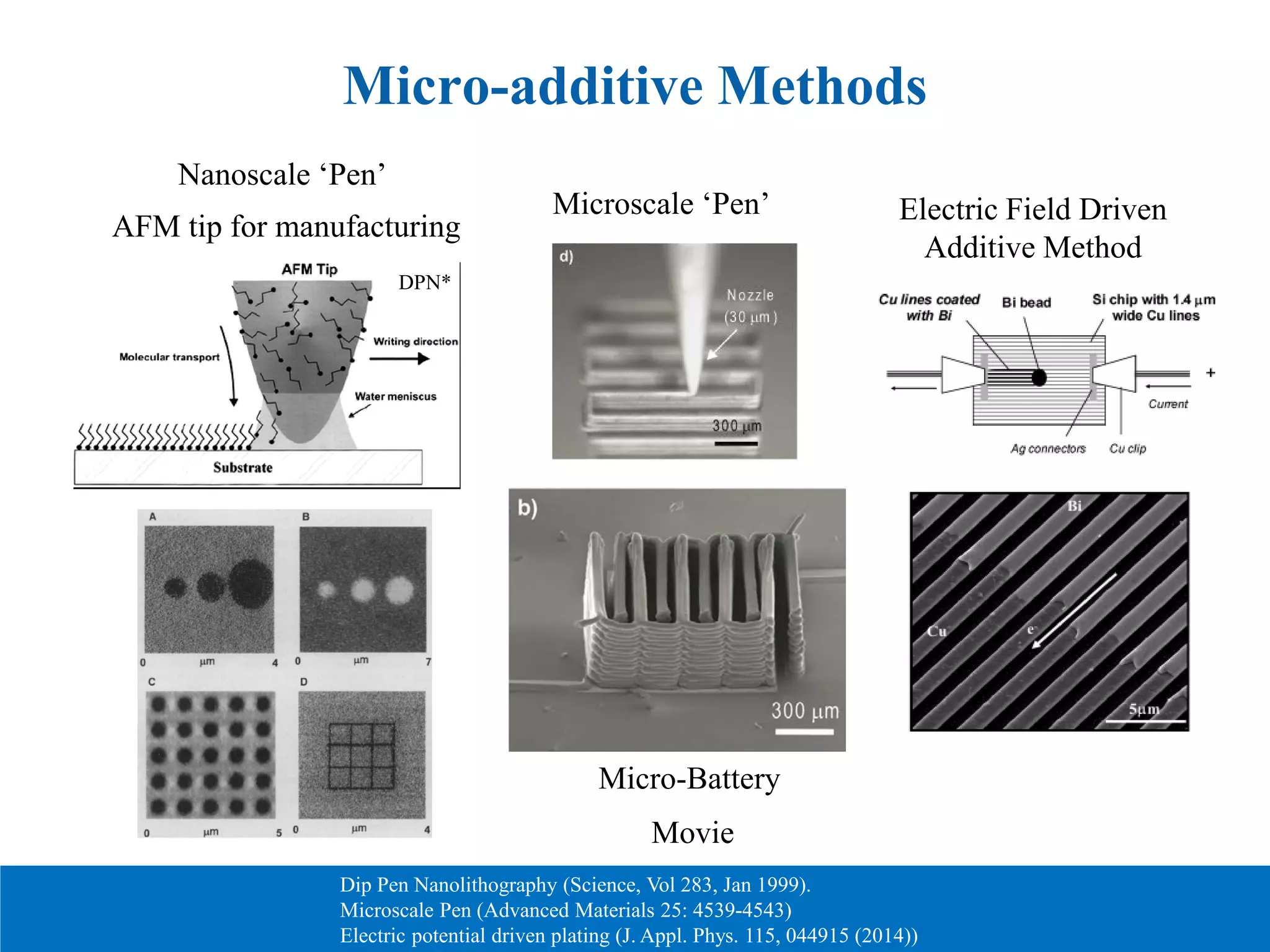
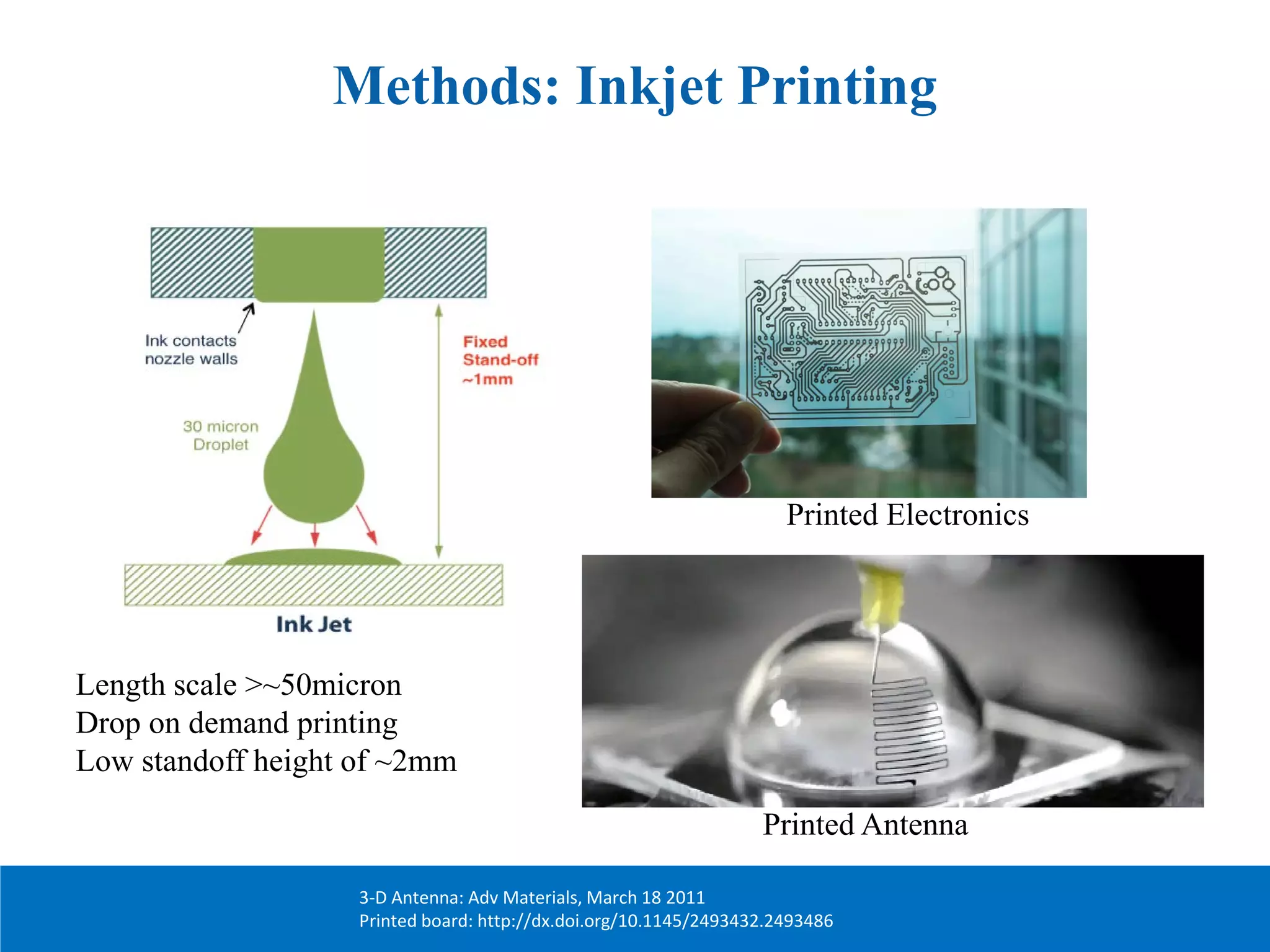
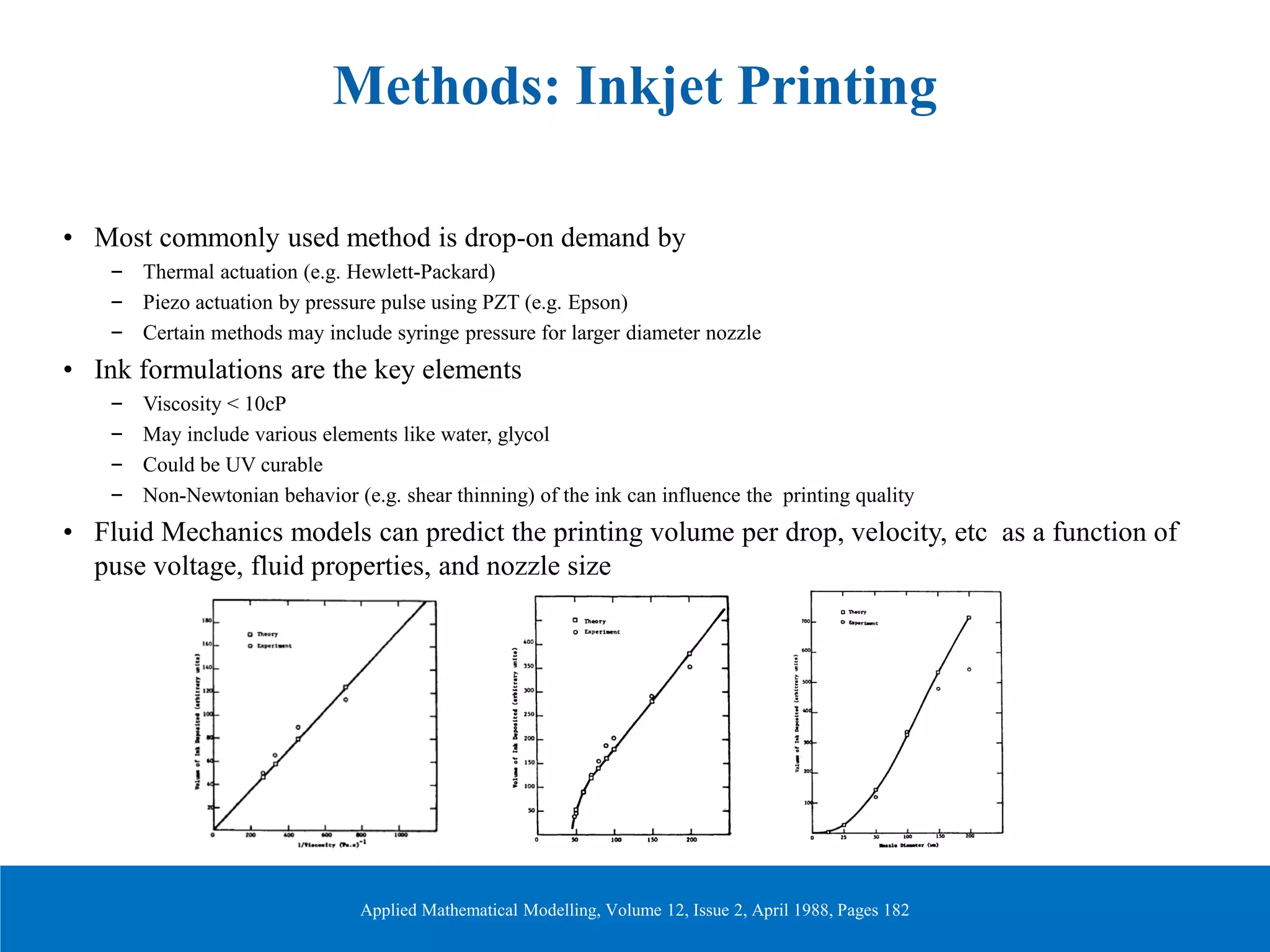
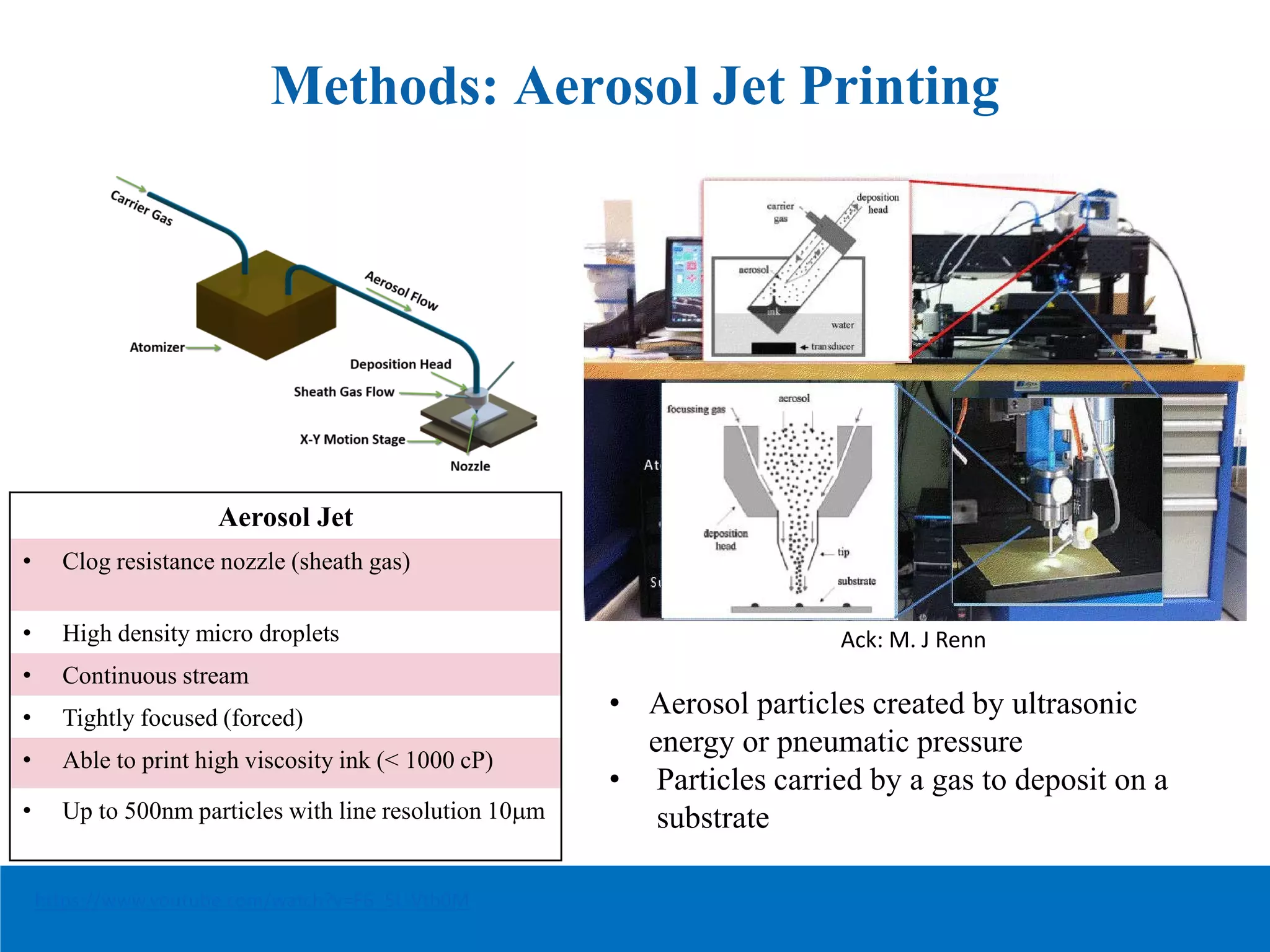
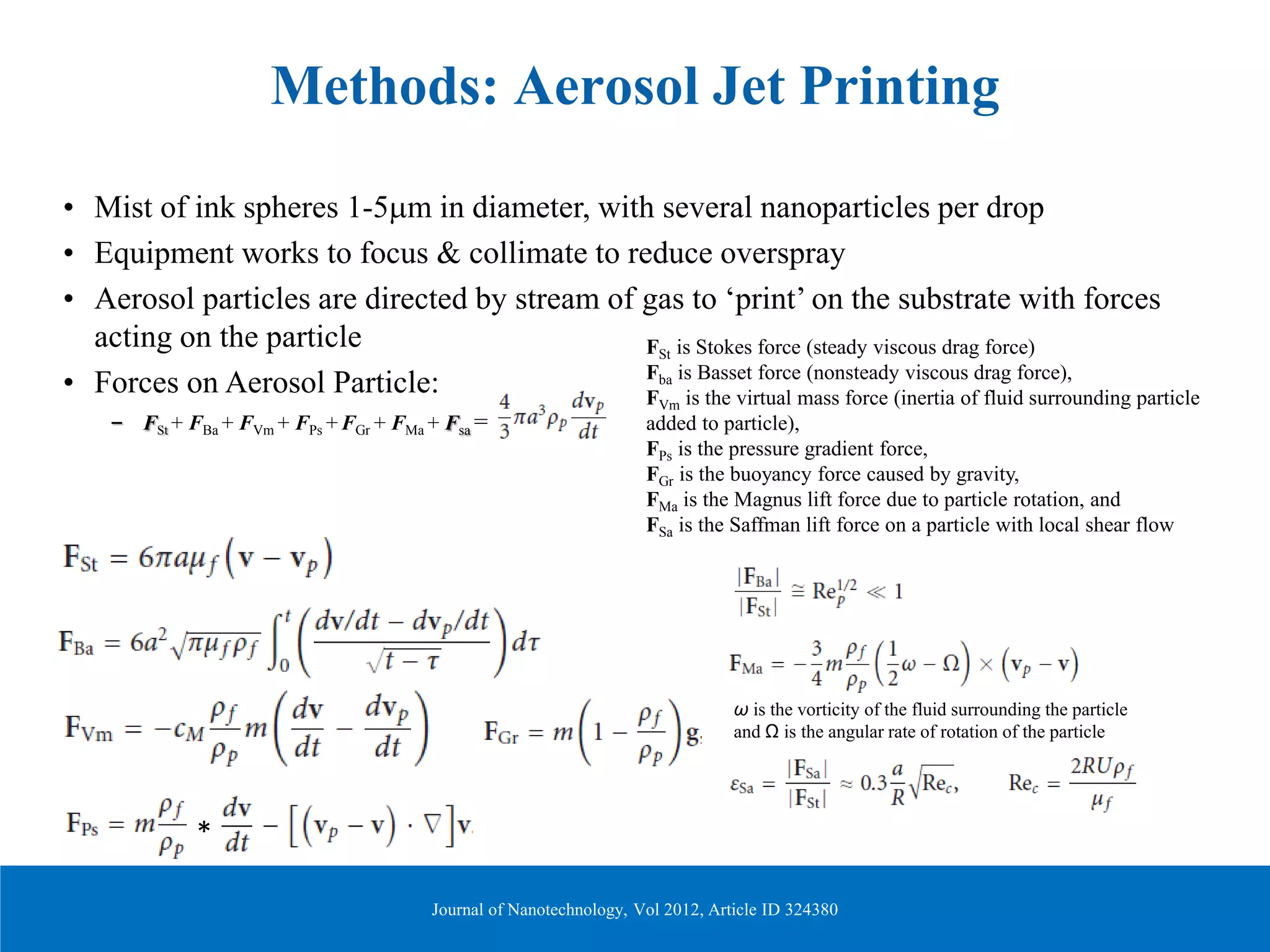
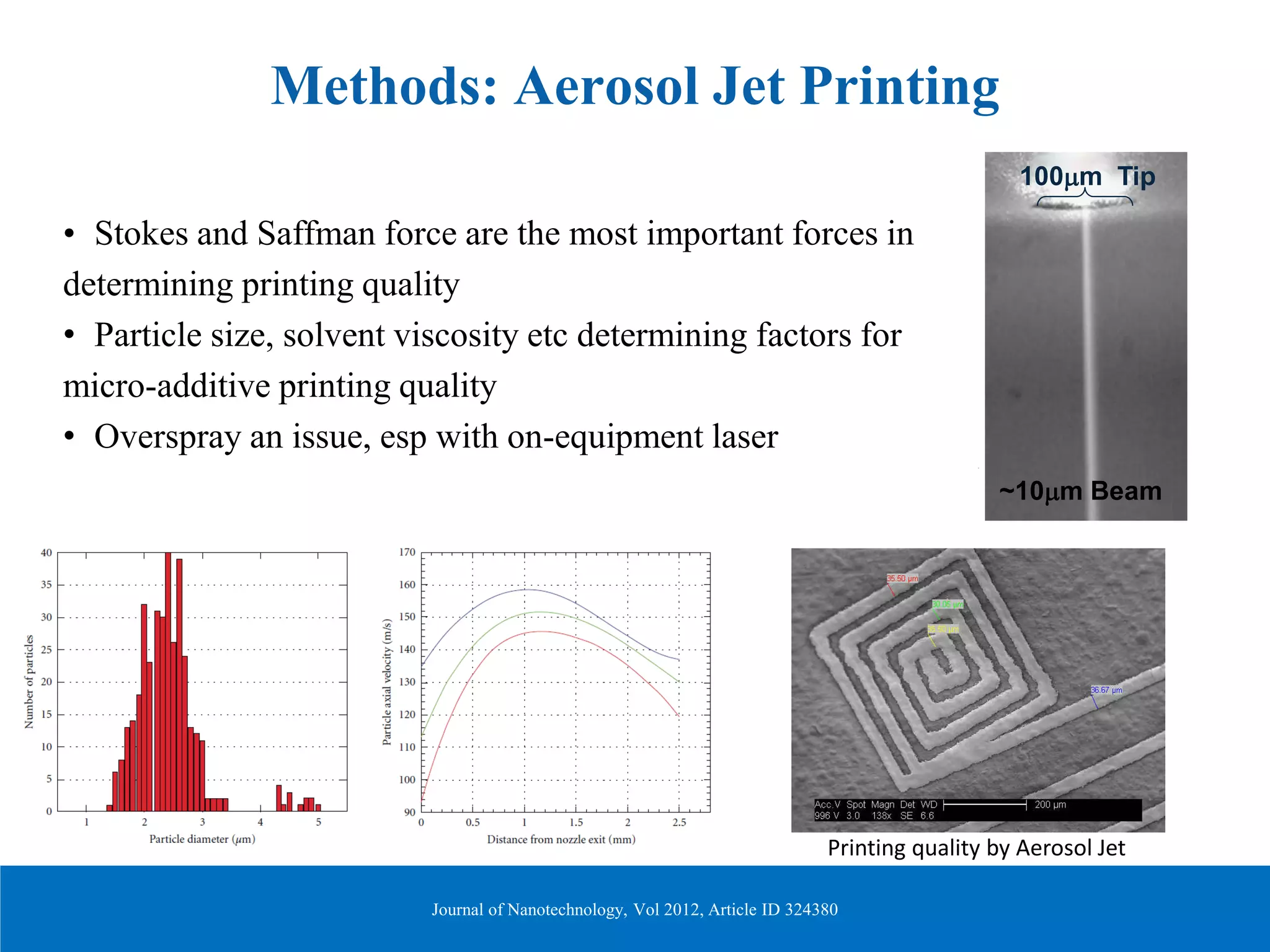
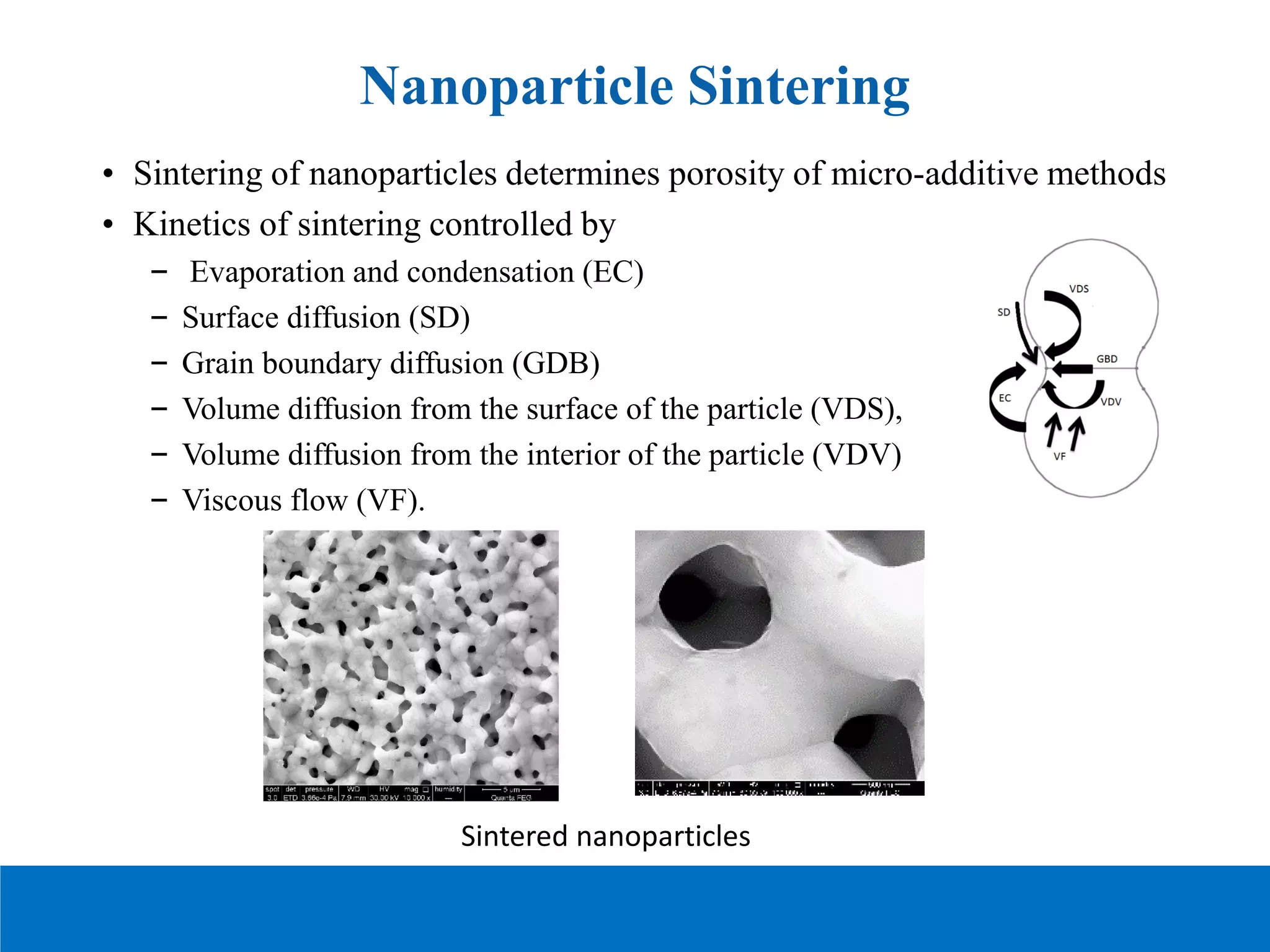
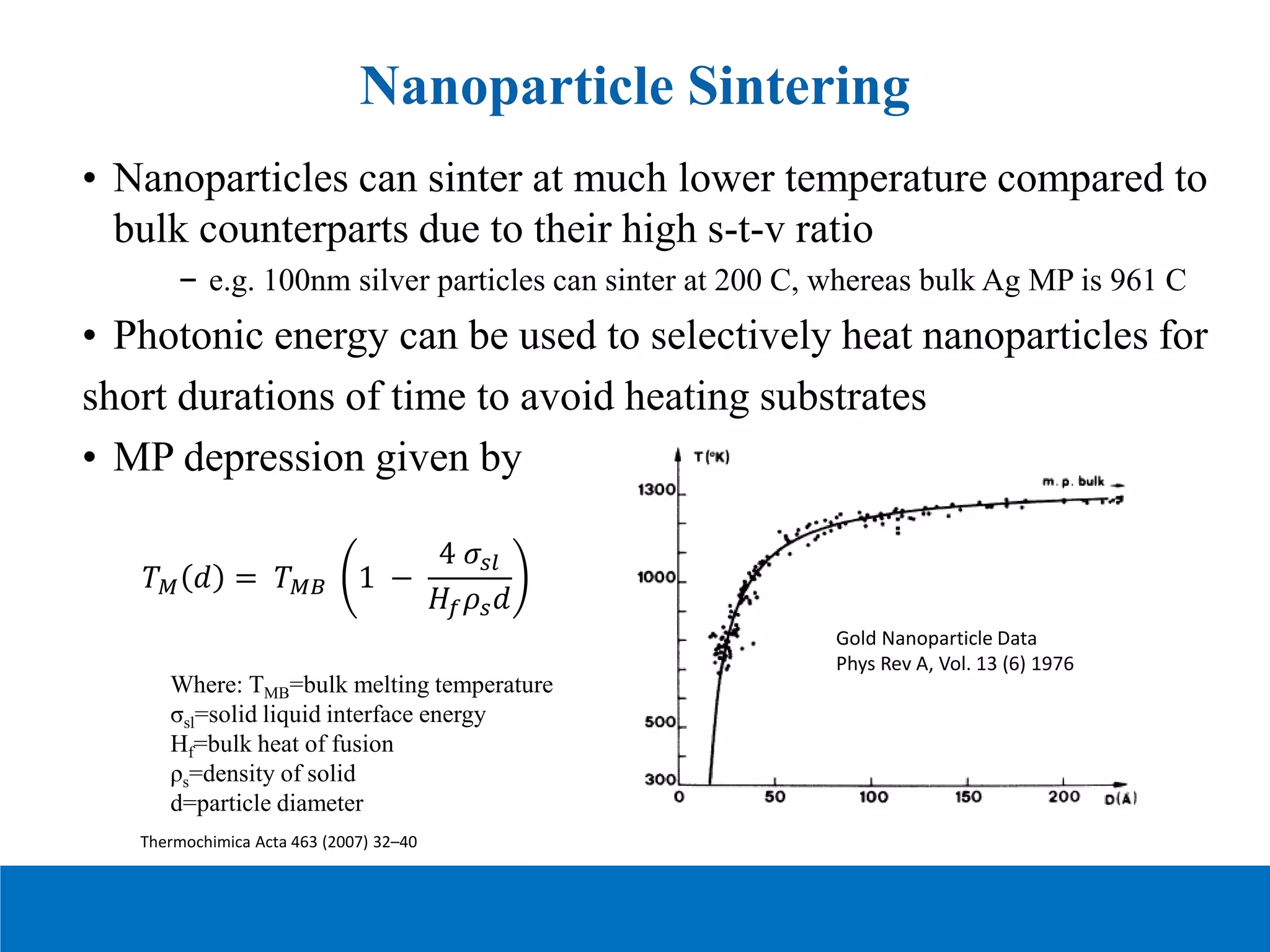
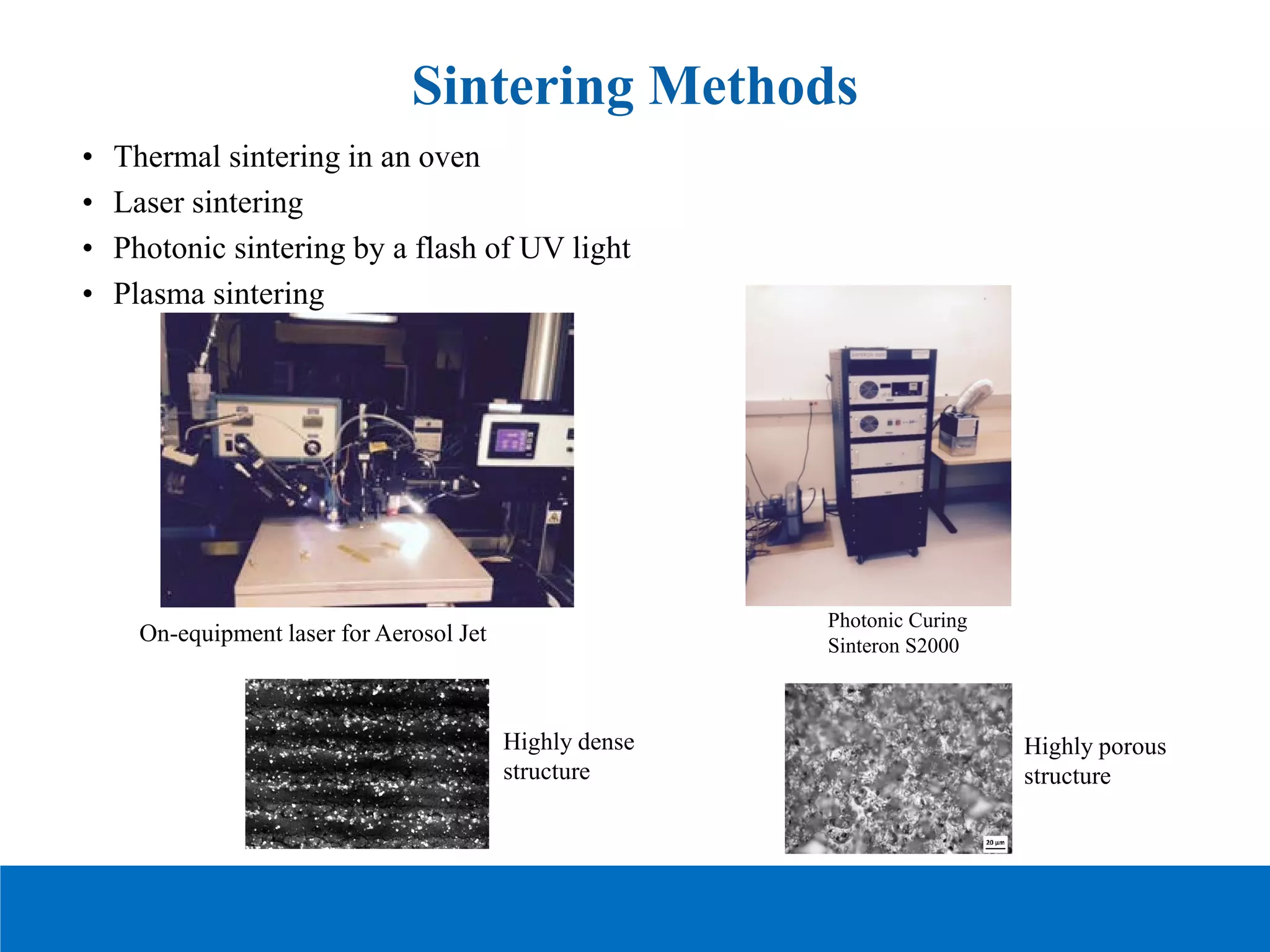
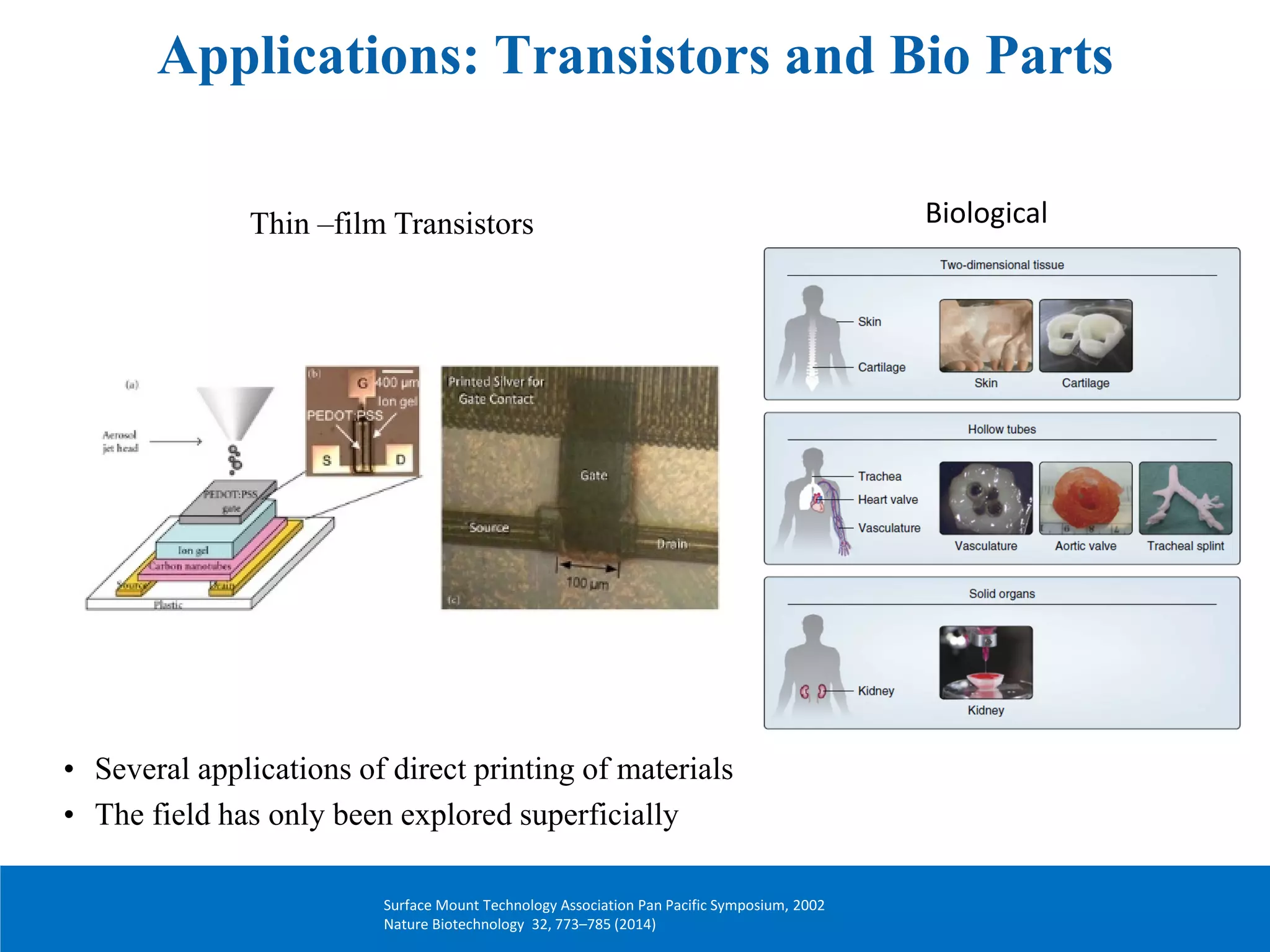
Additive manufacturing, also known as 3D printing, involves building 3D objects by adding material layer by layer based on a digital model. The document discusses several additive manufacturing techniques including fused deposition modeling (FDM), stereolithography, multijet/polyjet modeling, selective laser sintering, and aerosol jet printing. It also covers applications of additive manufacturing at the microscale such as printing 3D antennas, transistors, and biological structures. While additive manufacturing offers advantages over traditional manufacturing methods, the document notes challenges in areas like reliability need to be addressed as these techniques are applied to newer applications.