Downloaded 1,566 times



















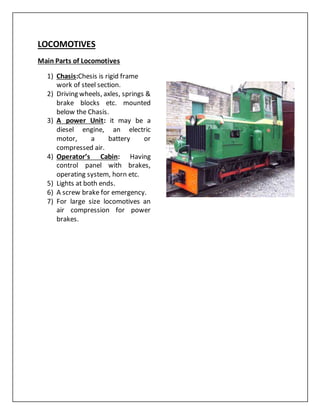







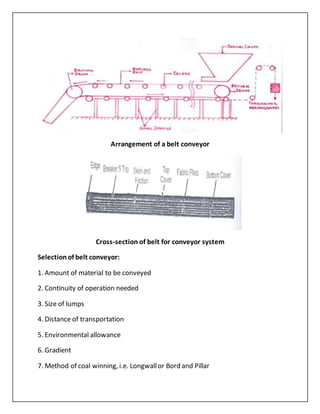


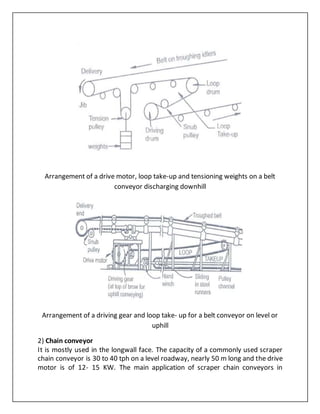






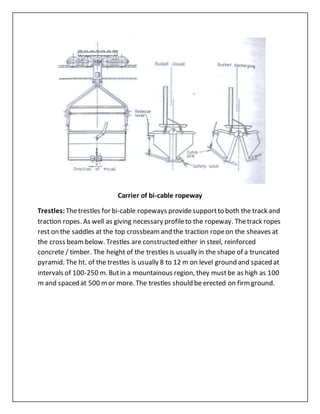
















































































The document provides information on various underground transport methods used in mines, including: 1) Rope haulage systems like direct rope haulage, main and tail rope haulage, and endless rope haulage. 2) Locomotive haulage using diesel, electric, or compressed air locomotives. 3) Conveyor systems like belt and chain conveyors. 4) Gravity or self-acting haulage which uses the weight of loaded carts to pull empty carts uphill.















































































