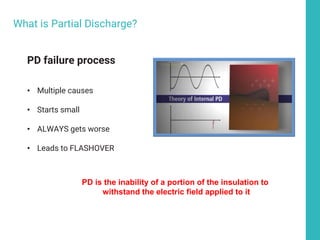
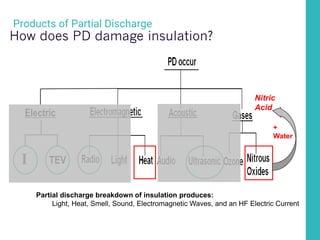
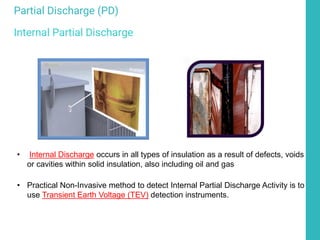
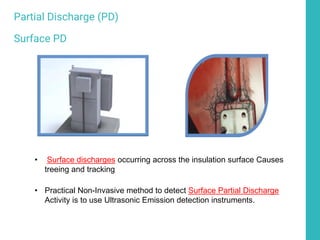
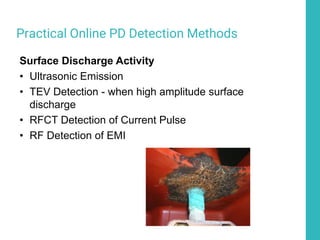
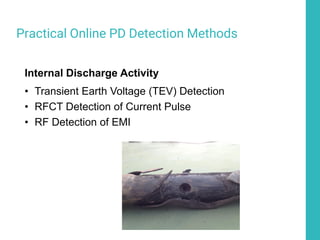
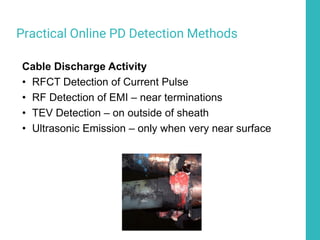
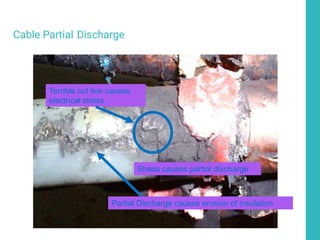
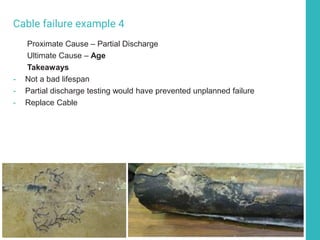
EA Technology is a 100% employee-owned company that was originally established in the late 1960s as an R&D center for the UK electricity industry. It provides asset condition assessment, instrumentation, and asset management software and consulting services related to partial discharge detection and diagnosis. Partial discharge refers to a localized breakdown of insulation within an electrical apparatus that does not completely bridge the insulation gap. It can occur due to defects, voids, contamination, or other issues and causes damage over time if left unaddressed. Various online and offline detection techniques exist to identify and locate partial discharge.