2. FIG. 9.1 Classification of pozzolanic materials. (From: Massazza F. Chemistry of pozzolanic additions and mixed cements. Il Cemento 1976;1:3–38.)
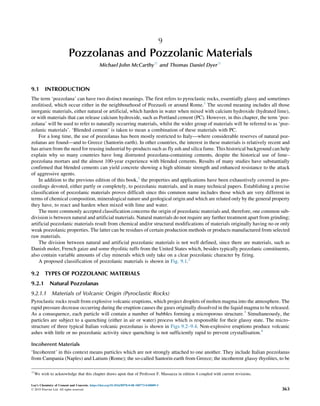
FIG. 9.2 SEM image of Bacoli pozzolana (Italy) (600).
364 Lea’s Chemistry of Cement and Concrete
3. FIG. 9.3 SEM image of Salone pozzolana (Italy) (300).
FIG. 9.4 SEM image of Vizzini pozzolana (Italy) (300).
Pozzolanas and Pozzolanic Materials 365
4. found in the United States,5
India (Bombay)6
and Turkey.7
Rhine trass is more commonly included among the tuffs, that is,
compact, coherent materials, but its deposits also contain incoherent layers mainly made up of glass.8
The Japanese Furue
Shirasu and Higashi Matsuyama pozzolanas also belong to this group of glassy volcanic pozzolanas.9
Bavarian trass is strictly
not a volcanic pozzolana, being formed as a result of the impact (shock) of a large meteorite that produced the Ries crater.10
Table 9.1 shows that the chemical composition of incoherent volcanic pozzolanas varies within wide limits and that silica
and alumina prevail over other constituents. The alkali content (Na and K) can potentially be high—approaching 10% by
mass.8
Loss-on-ignition (LOI) also varies significantly, from very low values to as much as 10%. This would appear to mainly
reflect the loss of water of crystallisation from clay minerals, as well as decomposition of carbonate minerals.
The mineralogical composition of some volcanic pozzolanas is shown in Table 9.2. The materials consist of a glassy
matrix in which crystalline mineral inclusions are embedded. The table describes the glass as the active phase since it will
normally be the main phase to undergo pozzolanic reaction. The crystalline phases can comprise silicate minerals including
tectosilicates, such as quartz and feldspars; phyllosilicates, including clays and micas; nesosilicates, including olivines; ino-
silicates including augite and diopside and feldspathoids. Additionally, quantities of carbonate minerals, iron oxides (such as
magnetite) and fluorite have been identified.5,12,16
Compact Materials (Tuffs)
The deposits of volcanic pozzolanas are often associated with compact layers (tuffs) which originate from weathering and
cementation of loose particles by diagenetic or other natural processes.
Weathering can cause zeolitisation (transformation into zeolite minerals, often under pressure and/or elevated temper-
ature, in the presence of water) and, probably, argillation (the formation of clay minerals in a similar manner to zeoliti-
sation)17
: the volcanic glass can be transformed into zeolitic (and feldspathoid) minerals or clay minerals. Zeolitisation
of volcanic glass has been demonstrated unambiguously in laboratory experiments,18–20
although the feasibility of argillation
TABLE 9.2 Minerals in Some Volcanic Pozzolanas
Pozzolana Country Active Phases Inert Phases Ref.
Bacoli Italy Glass Quartz, feldspars, augite 11,12,14
Barile Italy Partially decomposed glass Pyroxenes, olivine, mica, analcime 11
Salone Italy Glass, analcime Leucite, pyroxenes, alkali feldspars, mica 11,15
Vizzini Italy Glass Feldspars, quartz, olivine, clay minerals 11
Volvic France Glass Andesine, quartz, diopside 12
Santorin earth Greece Glass Quartz, anorthite, labradorite 13
Rhine trass Germany Glass (55%–60%) Quartz (9%), feldspar (15%) 10
Bavarian trass Germany Glass (62%–67%), chabazite (3%), analcime (5%) Quartz (19%), feldspar (15%) 10
Rhyolite pumicite USA Glass (80%) Clay (5%), calcite, quartz, feldspar, etc. (15%) 5
Furue Shirasu Japan Glass (95%) Quartz (1%), anorthite (3%) 9
Higashi Matsujama Japan Glass (97%) Quartz (1%), anorthite (1%) 9
TABLE 9.1 Chemical Analyses of Some Incoherent Volcanic Pozzolanas (%)
Pozzolana Country SiO2 Al2O3 Fe2O3 CaO MgO Na2O K2O TiO2 SO3 LOI Ref.
Bacoli Italy 53.08 17.89 4.29 9.05 1.23 3.08 7.61 0.31 0.65 3.05 11
Barile Italy 44.07 19.18 9.81 12.25 6.66 1.64 1.12 0.97 tr.a
4.42 11
Salone Italy 46.84 18.44 10.25 8.52 4.75 1.02 6.35 0.06 tr. 3.82 11
Vizzini Italy 50.48 16.77 11.59 4.86 5.24 0.87 0.17 0.08 0.15 9.68 11
Volvic France 54.30 16.80 4.47 2.60 12
Santorin earth Greece 65.1 14.5 5.5 3.0 1.1 3.5 13
Rhine tuffash Germany 58.91 19.53b
2.85 2.48 1.33 6.12 4.53 2.21 8
Rhyolite pumicite USA 65.74 15.89 2.54 3.35 1.33 4.97 1.92 3.43 5
Furue shirasu Japan 69.34 14.56 1.02 2.61 3.00 2.39 0.25 1.85 9
Higashi Matsuyama Japan 71.77 11.46 1.14 1.10 0.54 1.53 2.55 0.14 6.50 9
a
tr. ¼ trace.
b
Al2O3 + TiO2.
366 Lea’s Chemistry of Cement and Concrete
5. has not been similarly demonstrated. The degree of transformation reached by the original deposit depends on the intensity of
the diagenetic actions as well as on their duration. Zeolitisation improves pozzolanic properties, whereas argillation reduces
them.21,22
The chemical compositions of some pozzolanic tuffs are shown in Table 9.3. The silica and alumina contents are, as would
be expected, comparable to the incoherent materials described previously. LOI is generally higher, mainly the result of the
incorporation of water of crystallisation during the zeolitisation and argillation processes.
In contrast, the mineralogical composition of tuffs is more complex15
since the volcanic glass of the original material is
transformed by an autometamorphic process28
to zeolite compounds such as herschelite ((Na,Ca,K)AlSi2O63H2O), cha-
bazite ((Ca,Na2,K2,Mg)Al2Si4O126H2O) and phillipsite ((Ca,Na2,K2)3Al6Si10O3212H2O).8,29
Glass often still makes up a substantial proportion of compact tuffs. For instance, the main minerals in Rhine trass and
Bavaria trass are glass (55%–60%), quartz (9%), feldspar (15%) and glass (62%–67%), quartz (19%), feldspar (15%), respec-
tively, alongside variable amounts of zeolite and clay minerals.10
9.2.1.2 Materials of Sedimentary Origin
Somesedimentaryrocksarecapableofcombiningwithlime.Theseincludecertainclaysandtheso-calleddiatomaceousearths.
The former originates from the alteration of igneous rocks, whereas the latter form from the siliceous skeletons of microor-
ganisms (diatoms) deposited in fresh or sea waters. It is not uncommon for diatoms and clay minerals to occur together.
Clay minerals, especially those belonging to the montmorillonite group, can react with lime giving calcium silicate and
aluminate hydrates,30–33
but they cannot normally be used as pozzolanas, since they increase the water demand and tend to
lower the strength of mortar and concrete.
The largest deposit of diatomites occurs in California, USA. Other important deposits are found in the former USSR,
Canada, Algeria and Germany1
and in other countries. A diatomaceous earth, the so-called moler, which consists mainly
of a mixture of montmorillonite and amorphous opal, is found in Denmark, where it has been used either as-received, or
else calcined. The pozzolanic properties are remarkably improved if moler is burnt in order to decompose the clay minerals.34
Table 9.4 shows the chemical composition of some diatomaceous earths. The pozzolanic constituents of the materials are
opal and clay minerals. The opal content in diatomites ranges from 25% to 100%.5
Other minerals include quartz and feld-
spars. The clay content of diatomaceous earths is reflected in the alumina content, with a consequent decrease in silica.
Diatomaceous earths are highly reactive towards lime owing to their high content of amorphous silica and high specific
surface area. In spite of the strongly pozzolanic behaviour, the use of diatoms in blended cements is hampered by their high
specific surface area, which causes the water demand of cement to increase. Small additions of diatomites to concrete can
improve plasticity and reduce bleeding.
9.2.1.3 Materials of Mixed Origin (Hybrid Rocks)
North of Rome there are stratified deposits of a crumbly rock (Sacrofano earth; Fig. 9.5) composed of materials of different
origin (volcanic, sedimentary and organic).11,35,37–39
The upper layers show a silica content up to 90%, considerable LOI and
small amounts of other oxides. As far as the innermost deeper layers are concerned, the silica content is appreciably less;
alumina can reach about 20%, but other oxides are present only in very small amounts.35
The low iron content explains
the light colour of these materials, generally known as ‘white earths’.
TABLE 9.3 Chemical Analyses of Pozzolanic Tuffs (%)
Pozzolana Country SiO2 Al2O3 Fe2O3 CaO MgO Na2O K2O SO3 LOI Ref.
Rhine trass Germany 52.12 18.29 5.81 4.94 1.20 1.48 5.06 11.10 10
Bavarian trass Germany 62.45 16.47 4.41 3.39 0.94 1.91 2.06 7.41 10
Selyp trass Hungary 55.69 15.18 6.43 2.83 1.01 0.26 16.33 23
Ratka trass Hungary 73.01 12.28 2.71 2.76 0.41 0.10 6.34 23
Yellow tuff Italy 54.68 17.70 3.82 3.66 0.95 3.43 6.38 9.11 21
Dacite tuff Romania 67.70 11.32 2.66 3.73 1.64 0.18 7.27 24
Gujarat tuff India 40.9 12.0 14.0 14.6 1.45 12.06 6
Trass K Bulgaria 71.63 10.03 4.01 1.93 1.22 2.35 3.05 25
Zeolite (clinoptilolite) Japan 71.65 11.77 0.81 0.88 0.52 1.80 3.44 0.34 9.04 26
Zeolite (mordenite) Japan 71.11 11.79 2.57 2.07 0.15 1.66 1.33 0.27 9.50 26
Opoka Lithuania 54.1 2.7 1.3 23.2 0.62 0.24 0.87 16.97 27
Pozzolanas and Pozzolanic Materials 367
6. For the layers that are richer in silica, X-ray diffraction (XRD) analysis shows a band at around 0.405 nm that is typical of
dried silica gel, which is attributed to the ‘groundmass’—the matrix in which larger crystals are embedded in igneous rock. In
the patterns of the high-alumina layers, this band fails to occur and peaks of montmorillonite-type clays attacked by acid
solution appear.37
The crystalline minerals, sometimes clear but often altered, consist of feldspar (sanidine or plagioclase),
biotite, quartz, calcite, zeolites and diatom skeletons.34
The presence of diatoms with fragments of volcanic rocks shows that these deposits probably originated from the depo-
sition of materials of different origin in stagnant water, followed by acid attack. For the minerals of the upper layers, the
destruction of the crystalline structure occurred with the formation of silica gel; for the minerals of the lower layers the trans-
formation was only partial, and zeolite and clay minerals formed.
Within the Oita prefecture (Japan) there is a high-silica deposit (Beppu white clay), essentially made of opal. Other minor
minerals are quartz, cristobalite and opaque constituents.9
The silica gel deposit originated from the neighbouring rocks made
of hornblende and andesite which were decomposed by hot springs.
FIG. 9.5 SEM image of Sacrofano pozzolana (Italy) (300).
TABLE 9.4 Chemical Analyses of Silica-Rich Pozzolanas of Different Origin (%)
Pozzolana Country SiO2 Al2O3 Fe2O3 TiO2 CaO MgO Na2O K2O SO3 LOI Ref.
Diatomaceous earths
Moler Denmark 75.60 8.62 6.72 1.10 1.34 0.43 1.42 1.38 2.15 34
Diatomite USA 85.97 2.30 1.84 trace 0.61 0.21 0.21 8.29 5
Diatomite USA 60.04 16.30 5.80 1.92 2.29 11.93 5
Mixed origin
Sacrofano Italy 85.50 3.02 0.44 1.22 0.58 0.16 0.26 0.77 7.94 11
White hearth (a) Italy 90.00 2.70 0.70 0.20 6.10 35
White hearth (b) Italy 84.25 4.50 1.55 2.40 8.40 35
White hearth (c) Italy 78.40 12.20 1.50 1.55 8.60 35
White hearth (d) Italy 56.80 21.40 1.70 2.35 7.50 35
Beppu white clay Japan 87.75 2.44 0.41 1.10 0.19 0.23 0.11 0.11 9
Gaize France 79.55 7.10 3.20 2.40 1.04 0.86 5.90 36
368 Lea’s Chemistry of Cement and Concrete
7. In Central Asia, Jurassic shales are found which were calcined by natural subsurface coal fires. This material, called
gliezh, is rich in SiO2 and Al2O3 due to its clay origin and exhibits pozzolanic activity.40
9.2.2 Artificial Pozzolanic Materials
9.2.2.1 Fly Ash
Fly ashes consist of finely divided particles produced by burning pulverised coal (and more recently in combination with
other organic materials or co-fuels41,42
) in the generation of electricity at power stations. Given the high temperatures reached
during the instantaneous burning of the fuel, most of the mineral components melt and form small fused drops. The subse-
quent sudden cooling transforms them partly or entirely into spherical glass particles.
Recognition of the reaction potential of fly ash from electricity generation can be traced to around 100 years ago,43
with
some of the initial work in this area carried out in the United States in the 1930s.44,45
Standards and other guidance documents
covering the material’s requirements were introduced thereafter.46
Early applications with fly ash, mainly in dams, are
reviewed in a paper from the mid-1950s.47
Experience gained in the period since, and the technical, environmental and eco-
nomic benefits that the material offers, have seen increasing use. Recent developments, with moves to other fuels/means of
generating electricity in some places, may affect regional availability of fly ash.
The characteristics of fly ash depend on a range of factors including the type of coal (anthracite, bituminous, sub-
bituminous and lignite) burning conditions and the collection system.48
A summary of recent developments, with regard
to technology at coal-fired power stations, and which may influence fly ash and its behaviour is given in Table 9.5. These
are aimed at reducing emissions and increasing efficiency in the electricity generation process.49–52
Temporary wet-storage
and recovery/processing are other approaches to sourcing material, for use as an addition in concrete, that are receiving
increasing interest.53,54
Fly ash can be characterised chemically according to the coal type used and major oxides present. In the United States,
according to ASTM C618,55
Class F fly ash (siliceous) is commonly produced using anthracite or bituminous coals, with
the sum of SiO2, Al2O3 and Fe2O3 exceeding 70%. Class C (calcareous) fly ash is usually derived from subbituminous coals
or lignite, with the sum of the above oxides exceeding 50% (Note: There may not always be correspondence between coal
type/fly ash classes). It is also mentioned that Class C fly ash typically has a higher total calcium content than Class F. In
Europe, EN 450-156
covers siliceous fly ashes and also makes reference to processing (e.g. drying, grinding, etc.) and includes
provisions for co-combustion.
The chemical composition of bituminous fly ash can vary within certain limits. Silica and alumina are the main compounds,
as with natural pozzolanas. Silica usually ranges from about 40% to 60% and alumina from 20% to 30%; the iron content which
can be around 5%–10% may in some cases be higher. The lime content is generally between 2% and 5%. Alkalis are present in
appreciableamounts,withpotassiumprevailingoversodium(thelimitinEN450-156
,asNa2Oeq,is5%),whilesulfatelevelsare
typically up to about 2%. TiO2, is found at around 1%, together with minor oxides. Carbon is also present to a lesser or greater
degree, depending on the coal type, burning process, and the use of carbon-removal techniques, for example, electrostatic,
which havebeeninstalledatsome powerstations(limitsinstandards,as LOI,are 6%55
and 5%to9%fordifferent categories56
).
Since coal mineral matter does not contain more than five or six components; clay minerals, pyrite, quartz and one or two
calcium, iron and magnesium carbonates,57
this is reflected in the fly ash produced. Moreover, considering the mineral dis-
tribution in the coal and the burning conditions in the boilers, particles are probably produced by coal fragments containing
only one or two mineral species.57
Microscopic examination and electron probe microanalysis confirm these effects. Indeed, besides the prevailing vitreous
ground mass, only four compounds are present to any appreciable extent: quartz, mullite, hematite and magnetite.57–59
TABLE 9.5 Examples of Developments in Electricity Generation/Fly Ash Production
Development Process/Operation
Low NOx technology Changes in combustion conditions (air/fuel, temperature)
Injection of additives, with or without a catalyst, following combustion (e.g. SCR/SNCR)a
Co-combustion Coal burnt with other material (e.g. wood-based, meat and bone meal, etc.)
Oxy-fuel combustion Replacement of combustion chamber air with oxygen
Supercritical technology Increase in pressure/temperature of steam used in the generation process
Processing of wet-stored fly ash Removal of carbon and concentration of fine particles from stored material
a
SCR, selective catalytic reduction; SNCR, selective non-catalytic reduction.
Pozzolanas and Pozzolanic Materials 369
8. Magnetite may possibly be a mixture of ferrites.60
Although the overall chemical composition of fly ash does not vary appre-
ciably, microprobe analysis indicates chemical heterogeneity of the particles.61
Fly ash particles are typically spherical and glassy, but they also exhibit other morphologies, as reflected in an early fly ash
particle classification, based on various criteria including, colour, crystallinity and texture.57
The finest glassy particles are
generally thick but many are hollow. In some cases, the largest ones look like empty spheres filled with smaller, spherical
particles. Other types of particles are irregular and may contain variable quantities of bubbles, which makes them take on a
spongy appearance, or a high content of crystalline minerals.
The particle diameters of fly ash range from 1 to 150 mm. Specific surface area can be variable, typically ranging from
0.2 to 0.8 m2
/g (Blaine).57
It has been noted that while the mineral part of fly ash has a relatively uniform specific surface
area of around 0.7–0.8 m2
/g (BET nitrogen adsorption),62
differences in the property between materials, with this type of
measurement, correspond to the porosity of the carbon present.
As noted above, sub-bituminous coal and lignite combustion generally results in high-calcium fly ashes (Class C).55
These fly ashes are typically low in alkalis, but sometimes they may show high contents. In some cases, increased sulfate
levels have also been noted.
The crystalline phases occurring in low lime fly ashes are few, whereas many phases can be found in high lime fly ashes as
a consequence of a more variable chemical composition. Some of these also exhibit hydraulic properties. Analysis by XRD
has shown the following crystalline phases in lignite fly ashes: quartz, lime (free), periclase, anhydrite, ferrite spinel, mer-
winite, alkali sulfates, melilite, mullite, sodalite and hematite.63
The presence of tricalcium aluminate (C3A) has been
detected by XRD analysis64
but in some cases C3A and bredigite (C2S) were only assumed to be present, as their occurrence
was not clear, with the presence of other compounds.65
Differences between low- and high-lime fly ashes relate to the chemical and mineral composition and structure of the
glass. These differences are highlighted by changes occurring in the XRD background generated by the glass. For fly ashes
containing up to 20% CaO, a statistical relationship exists between the CaO content and the position of the X-ray maxima in
the background (Fig. 9.6).66
For fly ashes with about 20%–27% CaO, the relationship is no longer valid and invariably
maxima appear at 32.0–32.5°2y (Cu radiation).66
The position of maxima of low-calcium fly ashes is indicative of a siliceous
glass structure, whereas that of high-calcium fly ashes (CaO 20%) is typical of a calcium aluminate glass structure.66
IR, NMR and TMS (trimethylsilylation) investigations suggest that the degree of condensation of silicate ions increases as
the lime content in the glass decreases. Thus the monomer + dimer content is as high as 7%–8% in 27.3% CaO fly ash, but it is
1% in 2.8% CaO fly ash. Silica fume and rice husk ash contain only polymers.67
9.2.2.2 Burned Clay and Shale
Clay minerals gain a distinct pozzolanic activity when burned at temperatures between 600°C and 900°C. Owing to the chemical
composition of clay and related materials, these artificial pozzolanic materials are mostly composed of silica and alumina.
The thermal treatment adopted causes the crystalline network of the clay minerals to be destroyed, while silica and
alumina remain in a disordered, unstable, amorphous state. Heating does not affect anhydrous minerals such as quartz or
plagioclase, so that pozzolanic activity depends only on the clay mineral content as well as on the thermal treatment con-
ditions.5,68–70
FIG. 9.6 Positions of glass X-ray maxima versus analytical CaO contents for 16 fly ashes. (From: Diamond S. On the glass present in low-calcium and in
high-calcium fly ashes. Cem Concr Res 1983;13:459–64.)
370 Lea’s Chemistry of Cement and Concrete
9. An example of a material in this grouping is metakaolin, whose use as an addition in concrete has developed since the
1990s.71
This is produced through the thermal treatment of kaolin, with its properties dependent on the feed (clay with at least
85%–90% kaolin is appropriate for improved concrete performance)72
usually at temperatures between 650°C and 800°C.73
The reactivity of metakaolin has been found to depend on the crystallinity of the original kaolinite (with well-ordered less
reactive)74
and degree of dehydroxylation achieved (95% for highest reactivity).75
It is normally milled to a fine powder
during manufacture, with a specific surface area by BET nitrogen adsorption in the range 10–25 m2
/g,76
which has also been
noted to influence its performance in cementitious systems.77
The burning or retorting of certain oil shales produce ashes which harden when mixed with water. Their chemical
composition varies largely according to their origin. The silica content can range between 22%78
and 42%79
and con-
versely lime can vary between 55%78
and 22%.79
Hardening results from the presence of cementitious compounds such
as C2S, CA and CS.78–80
Burned shales have a more complicated mineralogical composition than burned clays depending
on their composition, temperature and duration of burning. As an example, shale burned at temperatures ranging between
750°C and 840°C contains b-quartz, b-cristobalite, calcite, a-Fe2O3 and muscovite, which are already present in shale,
and gehlenite, anorthite, wollastonite, orthoclase, anhydrite, b-C2S, CA and CaO formed during the burning process.79
Oil shale ashes should possess pozzolanic properties as they consume lime when they are mixed with water and hydrated
lime or PC.80
9.2.2.3 Silica Fume
The manufacturing processes of silicon metal and ferrosilicon alloys in an electric arc furnace occur at temperatures up to
2000°C. They generate fumes containing spherical microparticles of amorphous silicon dioxide. This is the reason why
the product is called ‘silica fume’ or, owing to its form and chemical composition, ‘microsilica’, ‘condensed silica fume’
and ‘volatilised silica’.81
It should be noted that the term ‘microsilica’ can also refer to naturally formed particles of
silica and fine particulate materials formed by other chemical processes (such as the hydrolysis of silicon tetrachloride
(SiCl4)).
The reduction of quartz to silicon releases gaseous SiO. This is transported by combustion gases to lower temperature
zones where it is oxidised by air and condenses in the form of tiny particles of silicon dioxide. The main features of silica
fume are a high silica content, high specific surface area and amorphous structure. These characteristics mean the material is
strongly pozzolanic both in terms of its capacity for binding lime and rate of reaction.
The chemical composition of silica fume varies with the origin of the material and lies in the ranges shown in Table 9.6.82
The silicon metal process gives purer products, whereas the production of silicon alloy results in more complex compositions,
with the minor element content being as high as 30%.83
It may also contain traces of quartz.67
Low-lime silica fume shows a
high degree of condensation of silicate ions since it is formed only by polymeric species.67
Silica fume particles are spherical and have an average diameter of 0.1 mm. The BET specific surface area ranges from 15
to 35 m2
/g, which influence how it is supplied for concrete production (often as densified powder or slurry).84
Silica fume is commonly used at levels of around 10% in cement, with superplasticising admixtures normally required
to achieve appropriate fresh properties in concrete. It frequently finds application in high strength/performance
applications.
TABLE 9.6 Chemical Analyses of Silica Fume From the Production of Silicon Metal
and 75% Ferro-Silicon Alloy (%)82
Si Metal 75% FeSi
SiO2 94–98 86–90
C 0.2–1.3 0.8–2.3
Fe2O3 0.02–0.15 0.3–1.0
Al2O3 0.1–0.4 0.2–0.6
CaO 0.08–0.3 0.2–0.6
MgO 0.3–0.9 1.0–3.5
Na2O 0.1–0.4 0.8–1.8
K2O 0.2–0.7 1.5–3.5
S 0.1–0.3 0.2–0.4
LOI 0.8–1.5 2.0–4.0
Pozzolanas and Pozzolanic Materials 371
10. 9.2.2.4 Other Materials
Ash exhibiting a marked pozzolanic character can be obtained by burning rice husk within certain temperature ranges. Rice
husk ash contains 80% silica,85
with a range of relatively high surface areas reported.64,85–87
Crystalline silica, such as
quartz and cristobalite, can be present in large amounts depending on the burning conditions.67
The pozzolanic activity of rice husk ash depends on the firing temperature and the retention period. It has been noted that
controlled burning between 550°C and 700°C for 1 h converts silica into an amorphous phase.86
9.3 MIXTURES OF POZZOLANIC MATERIALS WITH LIME
Until the 19th century, lime–pozzolanic material mixes were the only hydraulic mortars capable of hardening in water and, at
the same time, of resisting the attack of aggressive solutions, including sea water. Due to their slow rate of hardening, lime-
pozzolanic material mixes have gradually been replaced by blended cements. Since the lime-pozzolanic material–water
system is simpler than the clinker-pozzolanic material-water system, its examination helps to provide an understanding
of the behaviour and properties of cements containing pozzolanic materials.
9.3.1 Pozzolanic Reaction
The term ‘pozzolanic activity’ covers all reactions occurring among the active constituents of pozzolanic materials, lime and
water. This definition, although approximate, is nonetheless acceptable from a technical and practical viewpoint. As a result
of the difficulty in following the quantities of a pozzolanic material’s active phases throughout the hydration process, the
progress of pozzolanic reaction is commonly evaluated in terms of the reduction of free lime in the system or increase in
soluble silica and alumina in acid88
using the Feret–Florentino method.
The term ‘pozzolanic activity’ includes two parameters, namely the maximum amount of lime with which a pozzolanic
material can combine and the rate at which the process of combination occurs. Both factors depend on the nature of the poz-
zolanic material and, more specifically, on the quality and quantity of the active phases. The heterogeneity of the family of
pozzolanic materials, as well as the complex phenomena occurring during hydration, do not allow a model of pozzolanic
‘activity’ to be defined, and only general effects can be identified.
Fig. 9.7 shows that, should water be in excess, the amount of combined lime may vary appreciably according to the type of
pozzolanic material.11
After 180 days of reaction, pozzolanic materials are able to combine with 45%–75% of lime with
respect to their mass. In pastes, lime combination is lower, since the development of hydration products hinders the
attainment of equilibrium conditions.89
There is general agreement that the overall amount of combined lime depends on
1. the nature of the active phases;
2. their content in the pozzolanic material;
3. their SiO2 content;
4. the lime/pozzolanic material ratio of the mix;
5. the length of curing;
whereas the combination rate depends on
6. the specific surface area of the pozzolanic material;
7. the water/solids mix ratio;
8. temperature.
These influences are briefly reviewed below:
1. Within the zeolite family, herschelite and clinoptilotite are considered to be more active than analcime.90,91
Zeolitic
pozzolanas are regarded as more reactive than glassy ones.29
Glass contained in Bavarian trass combines with less lime
than that of Rhine trass.10
The glasses of various pozzolanas have different capacities for combining with lime. As an
example, glasses of Rhine and Bavarian trasses, as well as those of an obsidian, combine, respectively, 0.364, 0.272
and 0.176 CaO g/g of pozzolana. Table 9.7 shows that the phases present in volcanic pozzolanas bind with lime to
different extents.92
2. It is evident that, other properties being equal, the larger the amount of combined lime, the higher the content of active
phases in the pozzolanic material, and the lower the content of inert or crystalline phases (quartz, sanidine, mullite, mag-
netite, etc.).
372 Lea’s Chemistry of Cement and Concrete
11. 3. The amount of combined lime is related to the SiO2 content in the active phases, which ranges between 45% and 75% in
volcanic glass89
and in fly ash,55
but reaches and sometimes exceeds 95% in very active amorphous microsilica, such as
natural silica gels89
or silica fume.82
Fig. 9.7 illustrates this: pozzolana 6, containing around 85% silica, combines with
most of the available lime within 28 days, whereas other natural pozzolanas and fly ashes, with about 50%–60% silica,
combine with 31%–51% of the lime contained in the mix.11
However, the glass of Rhine trass combines with more lime
than Bavarian trass, in spite of the fact that their silica contents are about 55% and 67%, respectively.92
Similarly, the
FIG. 9.7 Combined calcium hydroxide versus specific surface area of pozzolanic material. Lime/pozzolanic material ratio ¼ 80:100, water/binder
ratio ¼ 2:1. (From: Costa U, Massazza F. Factors affecting the reaction with lime of Italian pozzolanas. In: Proceedings of the sixth international
congress on the chemistry of cement, Moscow; Sep. 1974, Supplementary paper, Section III. p. 2–18.)
TABLE 9.7 Lime-Binding Capabilities of the Principal Trass Minerals and Their Contributions to Trass-Lime Binding92
Mineral Component
Lime Reaction
(mg CaO/g)
Free Alkali
Average Amount
in Trass (%)
Calculated Lime Reaction
(mg CaO/g Trass)
Na2O
(mg/g)
K2O
(mg/g)
Rhenish trass
Quartz 43 1.5 0.4 13 5.5
Feldspar 117 1.1 0.2 15 17.5
Leucite 90 1.3 1.8 6 5.4
Analcime 190 10.7 3.0 7 13.3
Kaolin 34 0.3 2.1 2 0.7
Glass phase 364 18.0 24.0 55 200.0
Total — — — 98 242.5
Bavarian trass (glass
phase only)
272 6.0 6.0 66 179.0
Obsidian glass 176 3.7 3.1 — —
Pozzolanas and Pozzolanic Materials 373
12. glass phase of fly ash varies in composition and structure, which can give a difference in reactivity.66
Thus, other chemical
and structural factors also play an important role in determining pozzolanic activity.
4. Within certain limits, the amount of combined lime increases as the lime/pozzolanic material ratio increases
(Fig. 9.8).9,11,93
5. Combined lime also depends on the curing time (Fig. 9.9), but the rate of this process varies widely between pozzolanic
materials. Fig. 9.9 shows that after 90 days of curing, the reaction of fly ashes is far from complete, whereas natural poz-
zolanas are essentially fully reacted by this time.94
The behaviour of sample 6, a very active natural microsilica, appears to
be complete after only 28 days.
6. Fig. 9.7 shows that the short-term activity largely depends on the specific surface area of the pozzolanic material, whilst
long-term activity is related to chemical and mineralogical composition.9
The reaction rate of pozzolanic materials is
reportedly proportional to the square of the specific surface area.9
The role played by the specific surface was also
evident in pastes containing calcium hydroxide and two samples of microsilica (obtained by hydrolysis of SiCl4)
and silica fume having specific surface areas of 200 and 20 m2
/g, respectively. The calcium hydroxide was fully con-
sumed by the finer silica within 1 day, but was still partially uncombined after 28 days when coarser silica was used.95
7. The larger the water content of the mix, the higher the rate of lime combination. Thus, the pozzolanic reaction is slower in
a paste than in a dispersion, and may be incomplete after many years.
8. The rate of pozzolanic reaction increases with temperature9,93,96
(Fig. 9.8). Between 50°C and 90°C, 1:3 lime/natural
pozzolana mixes, compacted with 10% water under a compressive load of 130 N/mm2
, react quickly, so that most lime
is already fixed after 1 day of reaction.96
Above 70°C, however, combined lime tends to stop increasing or to
decrease.93,96
As shown in Fig. 9.10, evidence of this inversion is also found in fly ashes at around 60°C.93
This appears
to be due to changes in the composition of the hydrated phases at higher temperatures.
FIG. 9.8 Ca(OH)2 reacted with pozzolanic materials F, V and R estimated by X-ray diffraction analysis varying the mixing ratio and curing temperature.
Water/binder ¼ 0.56. (From: Takemoto K, Uchikawa H. Hydratation des ciments pouzzolaniques. In: Proceedings of the seventh international congress on the
chemistry of cement, Paris; 1980, vol. I. p. IV-2/1–21.)
374 Lea’s Chemistry of Cement and Concrete
13. In the case of silica fume—and depending on the lime/silica ratio—after 2.5 h at 55°C, combined lime is as high as 25%–55%
of the added CaO and at 90°C this reaches 68%–90%. After 24 h of hydration, unreacted lime stabilises at 3%–8%, inde-
pendently of both temperature and C/S ratio of the mix.97
Conversely, the amount of combined pozzolanic material,
expressed in terms of acid-soluble silica, always increases with the temperature of hydration.93
The pozzolanic reaction is also influenced by other parameters. The addition of gypsum to the pozzolanic material–lime–
water system improves the rate of lime combination.98,99
Some natural pozzolanas display an initial reaction rate higher than that of some siliceous fly ashes. With time, the rate in
the natural materials slows down, whereas that in fly ashes accelerates (Fig. 9.9). This different behaviour can be attributed to
many factors, one being the higher BET specific surface area of natural pozzolanas, which favours a higher initial rate of lime
combination.94
9.3.2 Thermal Treatment of Natural Pozzolanas
When heated, many pozzolanic materials undergo chemical and structural transformations which may alter, either benefi-
cially or detrimentally, their reactivity to lime. The beneficial effects result from the loss of water in glassy or zeolitic phases
and the destruction of the crystal structure in clay minerals. Detrimental effects are the result of reduction in specific surface
area, devitrification and crystallisation. The outcome of thermal treatment depends on the nature of the pozzolanic material,
the temperature and the duration of heating.100
The conflicting effects induced by temperature explain the apparent contradictions that sometimes occur in the
same material. For example, it was reported that combined lime decreases101
or increases100
by heating a Latium pozzolana
FIG. 9.10 Lime reacted at various times and temperatures. CaO/fly ash ¼ 1:4; water/binder ¼ 0.5. (From: Buttler FG, Walker EJ. The rate and extent of
reaction between calcium hydroxide and pulverised fuel ash. In: Proceedings of the use of PFA in concrete, Leeds, 14–16 Apr. 1982, vol. I. p. 71–81.)
FIG. 9.9 Ca(OH)2 combined with pozzolanic materials; pozzolanic material/hydrated lime ¼ 70:30; w/s ¼ 0.6. 1–6 are natural pozzolanas; M, G and V are
fly ashes. (From: Costa J, Massazza F. Natural pozzolanas and fly ashes: analogies and differences. In: Proceedings of symposium N on effects of fly ash
incorporation in cement and concrete, Boston. Materials Research Society; 16–18 Nov. 1981. p. 134–44.)
Pozzolanas and Pozzolanic Materials 375
14. at 700°C. If the temperature of calcination is increased step by step, combined lime initially increases and later decreases
(Fig. 9.11).100
The same figure shows that heating is followed by a decrease in specific surface area of the pozzolana. This
means that for every pozzolana, the optimum thermal treatment has to be established by appropriate testing. For several
natural pozzolanas the optimum temperature is about 700°C–800°C. Above this range there is a tendency for devitrification
and densification and, generally, the formation of more stable phases.100
This fact is evidenced by a decrease in the amount of
acid-soluble silica and alumina.101
Microstructural changes induced by calcination are evident in natural pozzolanas as changes in the refraction index. In
glassy rhyolitic pozzolanas the index decreases with increasing temperature up to 550°C–650°C and then increases.5
The
amount of lime combined by pozzolanas containing mainly zeolites gradually decreases with increasing temperature.5
At up to 700°C, heating does not modify the pozzolanic behaviour of natural microsilica, which essentially consists of
opal,102
sometimes slightly contaminated by clay.5
In contrast, calcination improves the reactivity of diatomites containing
high quantities of clay minerals.5
In this case, the pozzolanic activity of burned clays is associated with the activity of diatoms.
9.3.3 Reaction Products
The reaction of mixtures of pozzolanic materials and lime produces the same compounds as those which are found upon
hydration of PC, since the chemical compositions are similar. For this reason, different types of pozzolanic material produce
similar aluminate and silicate hydrates. Differences are minor and, in general, affect the amount rather than the nature of the
hydrated phases.
Natural pozzolanas, dispersed in a saturated or almost saturated solution of lime react to form calcium silicate hydrate
(C-S-H) and the hexagonal aluminate, C4AH13.69,103,104
Similar results are obtained using zeolitic compounds90,91
and
natural pozzolana-lime pastes.14,15,105
With excess water, reaction with lime is accelerated by the addition of gypsum.98
Where pozzolanas are rich in alumina, the formation of poorly crystalline C-S-H containing aluminium (C-A-S-H) occurs.106
There exists some debate with regard to the extent to which aluminium ions are substituted into the structure of C-S-H and
how much are present as other discrete phases within the mass of C-S-H. After some time, crystalline calcium aluminium
silicate hydrates such as str€
atlingite (C2ASH8) and katoite (C3AS1.5H3) may form.107
Table 9.8108
shows that hydration products from pastes potentially differ somewhat from those formed by hydration in
excess water. This is probably due to the fact that excess water accelerates the attainment of the final stage of reaction.
Moreover, the hydration products formed in pastes are smaller in size and more irregular.109
By extending the duration of reaction between pozzolanic materials and lime solutions, besides calcium aluminate and
calcium silicate hydrates, other compounds are formed: carboaluminate, gehlenite hydrate and hydrogarnet.9,110
Hydrogarnet
appears after 70–150 days when combined lime represents 40%–60% of the initial mass of pozzolana.33
Table 9.9 shows that
the nature of hydrated compounds also depends on the chemical composition of the pozzolanic material. Thus, a high-opal
pozzolana (Beppu White Clay) can only give C-S-H.9
When gypsum is present in pastes of pozzolanic materials and lime, ettringite also forms.111
When the content of calcium
sulfate exceeds specific values, ettringite formation can cause pastes to crumble.112
C-S-H gel is a non-stoichiometric phase with a Ca/Si ratio that varies depending on the type of pozzolanic material, the
duration and temperature of curing, the lime/pozzolanic material ratio, as well as the analytical method used. As an example,
an opal-based pozzolana yields ratios in the range 0.75–0.87, whilst glassy natural pozzolanas produce C-S-H ratios that are
FIG. 9.11 Combined lime versus specific surface area of pozzolana no. 2 dried at 110°C and then fired at the indicated temperature. Lime/pozzolana ¼ 0.8;
w/s ¼ 0.6; temperature ¼ 20°C. (From: Costa U, Massazza F. Influenza del trattamento termico sulla reattivita’ con la calce di alcune pozzolane naturali. Il
Cemento 1977;3:105–22.)
376 Lea’s Chemistry of Cement and Concrete
15. substantially higher—between 1.35 and 1.75.9
In other cases, electron microprobe analysis has given values ranging between
0.75 (opal-based) and 0.85 (glass-based), whilst values calculated by chemical analysis were between 1.2 and 1.7.89
The formation and development of C-S-H during the pozzolanic reaction is marked by an increase in the extent to which
silicate ions become polymerised. Initially, a large number of isolated silicate ions (monomers) are present. As the reaction
progresses the monomer content fluctuates around a certain level, the dimer (silicate ion pair) content increases up to a
maximum value and then decreases, while the content of polymer species (chains with more than two silicate ions)
increases.113
At temperatures between 50°C and 90°C, the main product of the pozzolanic reaction is amorphous C-S-H, similar to that
obtained upon hydration of PC, and poorly crystallised tobermorite.96
SO4
2
contained in siliceous fly ashes dissolves in lime water and after a certain period causes ettringite and gypsum to
precipitate. The rate of ettringite formation depends on the rate of dissolution of alumina. If ashes are washed with water, the
two compounds do not form and this means that sulfate occurs in a soluble form.114
TABLE 9.9 Hydrates Formed in Natural Pozzolana–Ca(OH)2 Mixes9
Pozzolana Curing Temperature (°C) Age (Days) C-S-H C3AH6–C3AS2H2 C3AcH12C4AH13 C2ASH8
Furue shirasu (F) 20, 40, 60 7 + – + –
20, 40, 60 180 +++ (+) +++ (+)
20 7 – – (+) –
20 180 +++ – + –
Higashi Matsuyama tuff (G) 40 7 (+) – (+) –
40 180 +++ – (+) –
60 7 + – – –
60 180 +++ – – –
20 7 – (+) +++ +
Kanto (Hachiõji) loam (R) 20 180 (+) – +++ +++
40 7 (+) +++ + (+)
40 180 (+) +++++ (+) (+)
60 7 (+) ++++ (+) –
60 180 + +++++ – –
Beppu white clay (V) 20, 40, 60 7 + – – –
20, 40, 60 180 +++ – – –
20 7 – (+) +++ –
20 180 – – ++ –
Tominaga masa soil (M) 40 7 – (+) + –
40 180 – + + + –
60 7 – + + –
60 180 (+) +++ (+) –
Takehara fly ash (T) 20, 40, 60 7 + – – –
20, 40, 60 180 ++ – + (+)
Number of ‘+’ signs denotes relative quantity of each phase present, estimated from XRD traces.
TABLE 9.8 Hydrates Formed Between Pozzolanic Materials and Lime (a) Using Saturated Lime Solutionsa
and (b) in Pastes108,b
Hydrate Phase Name
Bacoli
Pozzolana
Segni
Pozzolana
Dehydrated
Kaolin
Neapolitan Yellow
Tuff
Rhine
Trass
(a) (b) (a) (b) (a) (b) (a) (b) (a) (b)
C-S-H Calcium silicate hydrate + + + + + + + + + +
C2ASH8 Gehlenite hydrate + + + + + + + + + +
C4AH13 — – – – – – – + – + +
C3AcH12 Carboaluminate – + + + – – – + – –
C3AS2H2–C3AH6 Hydrogarnet – – + – – – – – – –
a
Reaction time: 90 days.
b
Water/solids ratio ¼ 0.40; pastes cured for 5 years.
Pozzolanas and Pozzolanic Materials 377
16. Siliceous fly ashes mixed with lime and water form C-S-H, C4AH13 and C2SAH8,9
and sometimes carboaluminate
(C4AcH11) as well.115
If fly ashes contain sulfates, ettringite also appears.12,113
C4AH13 decreases with time, whereas the
C4AcH11 content increases.115
Calcareous fly ashes may contain variable amounts of free lime which, upon mixing, are transformed into Ca(OH)2 and
can, thus, harden without any further addition of lime.116
From a practical viewpoint, these fly ashes correspond to the arti-
ficial hydraulic limes obtained by mixing hydrated lime with a pozzolanic material.117
If fly ash releases lime and sulfate,
the formation of ettringite occurs without external additions.65
Where sulfate levels are high, this may lead to swelling.118
Depending on the chemical composition of the fly ashes and the burning temperature of coal, calcareous fly ashes may
also contain C2S.115,118
Where this is the case, the ash may be capable of developing strength in the absence of lime through
hydraulic reactions. In any case, C-S-H, tetracalcium aluminate hydrate, carboaluminate, gehlenite hydrate and ettringite are
formed.119
However, if lime is entirely or mainly combined with Al2O3 and SiO2, the glass is either not or only slightly
reactive. As a consequence, no prominent pozzolanic reaction is observed and, for at least 3 months, no C-S-H is formed.115
Little data concerning the reaction occurring between silica fume and Ca(OH)2 is available. The reaction with Ca(OH)2
solutions is very rapid and causes a phase to precipitate on the silicon dioxide particles as a high-silica hydrated layer. This
layer is unstable and turns into C-S-H very quickly.120
In pastes of normal consistency, owing to the high reactivity of silica
fume, free lime disappears generally between 7 and 28 days112
and in some cases even sooner.57
The reaction product (C-S-H)
is more crystalline than the calcium silicate hydrate found in PC paste.121
In 1:1 mixes of Ca(OH)2 and silica fume, the C/S
ratio of C-S-H increases in the first days up to 1.30 and then decreases, reaching 1.10 after 70 days of reaction.57
Other types of pozzolanic material can also give the reaction products mentioned above. The products from the reaction of
burned kaolin (metakaolin) with lime are mainly calcium silicate hydrate (C-S-H), gehlenite hydrate (C2ASH8), and small
quantities of tetracalcium aluminate hydrate (C4AH3).69,122,123
At higher temperatures and suitable lime concentrations, the
tetracalcium aluminate hydrate turns into C3AH6,69
but traces of the cubic aluminate are also observed after reaction at
normal temperature.122
The presence of both the tetracalcium aluminate hydrate and gehlenite hydrate is considered to be in contrast with the
phase relations existing in the CaO–Al2O3–SiO2–H2O system.124
This coexistence might, however, result from some barrier
to attaining final equilibrium. This view is supported by the transformation of gehlenite hydrate into hydrogarnet when the
former is shaken with a calcium hydroxide saturated solution.125
9.3.4 Porosity and Microstructure
The specific surface area of lime–natural pozzolana pastes increases gradually with time up to 35–100 m2
/g after 90 days of
curing.89
In bottle hydration (water/binder ¼ 12.5), the specific surface area of the hydrates is higher and can be greater than
150 m2
/g after 1 year of curing, depending on the type of material and lime/pozzolanic material ratio.126
For a lime/pozzolana
ratio up to at least 0.6, combined lime progressively increases. The specific surface area initially increases too, but, once
beyond a peak value, it often decreases dramatically. The peaks of two Italian pozzolanas and two fly ashes have been found
to occur at a lime/pozzolanic material ratio of 0.45,126
although the peaks of other materials may differ. Whatever the type of
pozzolanic material, a direct relationship exists between the porosity and the specific surface area of the paste when mixes of
pozzolanic material and lime are hydrated in a sealed bottle.126
Between 3 and 90 days of curing, paste porosity does not change much, but some differences are still found among dif-
ferent pozzolanic materials.89
For pozzolanic material/lime ratios between 2:1 and 1:2, the porosity of the paste increases with
lime content. Experiments carried out with siliceous fly ashes have given the same result. A difference has, however, been
found between a typical natural pozzolana and fly ash: natural pozzolana-lime mixes show a well-defined discontinuity in
pore radii between 1.5 and 2.0 nm, whereas fly ash–lime mixes show only a slight discontinuity.126
9.3.5 Strength of Mixes of Pozzolanic Materials and Lime
A practical consequence of the pozzolanic reaction is the gradual hardening of pastes containing pozzolanic materials and
lime. Strength increases as the amount of combined lime increases.9,89
However, as shown in Fig. 9.12, there is no general
relationship between the two parameters, although there is a correlation for a given type of pozzolanic material.
The lack of correlation is also found when combined lime is compared with strength of PC–pozzolanic material blends.94
This is particularly true of materials containing unaltered clays, which often possess a high capacity to fix lime, but do not
harden appreciably.2
For this reason the technical assessment of pozzolanic materials requires the measurement of strength development in the
presence of lime or PC, rather than determination of the amount of fixed lime present.
378 Lea’s Chemistry of Cement and Concrete
17. The strength of lime–natural pozzolana pastes initially increases with the lime/pozzolana ratio, but eventually
decreases127,128
(Fig. 9.13). Hardening of a pozzolana–lime mortar is slow but continues to progress over long periods: com-
pressive strength at an age of 2 years can be as high as three times the 28-day strength.128
The addition of gypsum has been
found to have no effect on this behavior,99
and also to increase strength111
(Table 9.10). However, excessive quantities may
lead to the formation of large amounts of ettringite123
which can cause disintegration.99,112
FIG. 9.12 Compressive strength versus combined calcium hydroxide. Pozzolana/calcium hydroxide ¼ 100:40; w/s ¼ 0.6. Samples stored in water at 40°C
and cured for 3, 7, 28 and 90 days. (From: Massazza F, Costa U. Factors determining the development of mechanical strength in lime-pozzolana pastes. In:
Proceedings of the XXII conference on silicate industry and silicate science, Budapest; 6–11 Jun. 1977, vol. I. p. 537–52.)
FIG. 9.13 Influence of lime content on the compressive strength of hydrated lime–pozzolana mixes. Water/binder ¼ 0.08. (From: Fournier M,
Geoffray J-M. Le liant pouzzolanes-chaux. Bulletin de Liaison des Laboratoires des Ponts et Chaussees 1978;93:70–8.)
Pozzolanas and Pozzolanic Materials 379
18. A good linear correlation has been found between the Blaine fineness of a natural pozzolana and the compressive strength
of 20:80 lime–pozzolana mixes. The benefits of higher fineness are more pronounced at early ages.129
A similar relationship
has been observed in mixes made from fourteen different fly ashes and lime.130
Paste strength typically attains the highest
level at a 10%–15% lime content and increases with fineness of fly ash.116
The addition of gypsum is, again, effective in
improving strength.131
The strength of lime–natural pozzolana mixes is improved by adding KOH or NaOH, as well as Na2SO4 or CaCl2.129,132
The 28-day paste strength can be as high as 30 MPa and rapid setting can occur.118,133
High-lime fly ashes can behave like hydraulic binders. In fact, if they have a suitable composition, they need neither lime
nor cement to harden.118,133,134,135
After 28 days the compressive strength of concrete made with plain high-lime fly ash can
be as high as 15–25 MPa.134
The addition of gypsum (typically around 6% by mass) improves compressive strength
development.118
Metakaolin,123
as well as other clay materials,136
harden gradually when they are mixed with lime and water. The strength
attained after 28 days’ curing strongly depends on the burned clay/lime ratio and water/solids ratio. The strength of meta-
kaolin and burned clay shows a distinct peak for mix ratios ranging between two and three. The duration and temperature of
the burning process affect the strength, making it necessary to select the correct thermal treatment in order to achieve optimal
results.68,127,137
Strength development also depends on the nature of the clay minerals. Highest strengths are typically obtained with
burned kaolin, with burned illite producing very low strengths.136
Mechanical properties of calcined clays can be improved
by incorporating admixtures prior to calcination, such as ZnO.138
The presence of Zn has the effect of retarding early
hydration, but produces higher compressive strengths at ages of 28 and 90 days.139
The mechanism leading to enhanced
strength is currently unclear.
The compressive strength achieved by rice husk ash/lime mixes depends on the ash:lime ratio, with optimum performance
typically observed between ratios of 1:1 and 1.5:1. Unlike other types of pozzolanic material, rice husk ash–lime mixtures
develop little strength beyond 28 days.85
Strength development is dependent on firing temperature and duration (Fig. 9.14).140
Thus, a material with good and consistent pozzolanic properties can be obtained only by burning rice husk under closely
controlled conditions. The practical difficulty in assuring such conditions is the primary obstacle to the production and
use of rice husk ash on a large scale.140
Strength values between 10 and 14 MPa have been reached after curing mortar made of lime and diatomaceous earth for
28 days. Due to their high specific surface area, diatomite pozzolanas have a high water demand.141
Hardening of burned shales occurs without the presence of lime. Nevertheless, the addition of up to 10% Ca(OH)2 by mass
increases strength in proportion to the lime content.79
Hydraulic oil shale ashes give the best performance when they are
burned at a certain temperature, with highest strengths typically obtained at temperatures of between 800°C and 850°C.79
TABLE 9.10 Compressive Strength (kg/cm2
) of Two Lime-Segni Pozzolana Mixes of Different Gypsum Content111
Curing time
CaSO4 (%)
0 2.5 5 7.5 10
Ca(OH)2 5 15%
7 days 16 31 28 56 65
14 days 24 47 66 102 118
28 days 51 85 108 120 140
3 months 87 120 170 163 160
6 months 122 138 175 170 180
1 year 135 156 180 181 163
2 years 150 165 187 186 148
Ca(OH)2 5 25%
7 days 8 22 30 28 51
14 days 20 35 58 62 68
28 days 49 55 125 144 150
3 months 110 105 198 208 181
6 months 168 175 233 239 215
1 year 190 208 266 268 202
2 years 212 230 280 275 187
380 Lea’s Chemistry of Cement and Concrete
19. 9.4 CEMENT CONTAINING POZZOLANIC MATERIALS
9.4.1 Cement Types
When mixed with PC and water, pozzolanic materials react with the calcium hydroxide (portlandite) formed during hydration
of the clinker. As a result of this reaction, the final portlandite content in the hydration products is always lower than that
found in the control PC. The residual portlandite content in a hardened paste depends on the activity of the pozzolanic
material, the amount of lime released by the hydration of clinker, as well as the pozzolanic material/cement ratio. The simul-
taneous presence of PC and pozzolanic material modifies the respective reactions of hydration. This mutual influence needs
to be thoroughly characterised to determine the conditions which allow the best technical performance to be obtained.
Cements are classified by the European Committee for Standardisation (CEN), in the standard EN 197-1, as shown in
Table 9.11.142
(Note: cements containing non-pozzolanic materials—CEM I (Portland cement) and CEM III (blastfurnace
cement) are not given in the table). Materials included in this standard which are deemed appropriate for combination with
Portland clinker to manufacture cement are blastfurnace slag, silica fume, natural pozzolanas, fly ash, burnt shale and lime-
stone. All are pozzolanic, with the exception of blastfurnace slag and limestone.
‘Pozzolanas’ in the context of the standard are naturally occurring materials with pozzolanic characteristics (natural poz-
zolanas) or natural materials rendered pozzolanic by thermal treatment—‘natural calcined pozzolanas’. Fly ash is subdivided
into siliceous and calcareous varieties, with the siliceous ash containing less than 10% reactive calcium oxide.
EN 197-1 contains three cement classifications that may contain pozzolanic materials—CEM II, CEM IV and CEM V.
CEM II cements can contain Portland clinker in combination with one individual pozzolanic material, or can take the form of
a composite cement containing clinker, plus a combination of any of the other materials, from 12% up to a total of 35%
by mass.
CEM IV cements (pozzolanic cements) can contain any combination of pozzolanic materials, with the exception of burnt
shale, from 11% up to 55% by mass. CEM V cements— ‘composite cements’—can contain combinations of pozzolanas,
siliceous fly ash or blastfurnace slag between 18% and 49% by mass.
All cements can contain up to 5% of a minor additional constituent, which can be any appropriate inorganic material. This
is often limestone or fly ash. Not shown in Table 9.11 is gypsum that is included to control the setting time. This is added at
levels established as appropriate by the manufacturer. Up to 1% by mass of other additives can be included to enhance the
manufacturing process or cement performance.
FIG. 9.14 Lime reactivity of rice husk ash produced at different temperatures and firing times, according to Standard IS 1727. (From: Dass A. Pozzolanic
behaviour of rice husk ash. CIB Build Res Practice 1984:307–11.)
Pozzolanas and Pozzolanic Materials 381
20. TABLE 9.11 Cement Types Containing Pozzolanic Material According to EN 197-1a,142
Main
Cement
Type Notation
Constituent
Clinker K
Blastfurnace
Slag S
Silica
Fume Db
Pozzolana Fly Ashes
Burnt
Shale T
Limestone
Minor
Additional
Constituents
Natural P
Natural
Calcined Q Siliceous V Calcareous W L LL 0–5
CEM II Portland
silica fume
cement
II/A-D 90–94 — 6–10 — — — — — — — 0–5
Portland
pozzolana
cement
II/A-P 80–94 — — 6–20 — — — — — — 0–5
II/B-P 65–79 — — 21–35 — — — — — — 0–5
II/A-Q 80–94 — — — 6–20 — — — — — 0–5
II/B-Q 65–79 — — — 21–35 — — — — — 0–5
Portland fly
ash cement
II/A-V 80–94 — — — — 6–20 — — — — 0–5
II/B-V 65–79 — — — — 21–35 — — — — 0–5
II/A-W 80–94 — — — — — 6–20 — — — 0–5
II/B-W 65–79 — — — — — 21–35 — — — 0–5
Portland-
burnt shale
cement
II/A-T 80–94 — — — — — — 6–20 — — 0–5
II/B-T 65–79 — — — — — — 21–35 — — 0–5
Portland
composite
cementc
II/A-M 80–88 12–20! 0–5
II/B-M 65–79
21–35
! 0–5
CEM IV Pozzolanic
cementc
IV/A 65–89 — 11–35! — — 0–5
IV/B 45–64 — 36–55! — — 0–5
CEM V Composite
cementc
V/A 40–64 18–30 — 18–30! — — — 0–5
V/B 20–38 31–49 — 31–49! — — — 0–5
a
The values of the table refer to the sum of the main and minor additional constituents.
b
The proportion of silica fume is limited to 10%.
c
In portland-composite cement CEM II/A-M and CEM II/B-M, in pozzolanic cements CEM IV/A and CEM IV/B and in Composite cements CEM V/A and CEM V/B the nature and kind of the constituents besides clinker shall be
declared by designation of cement.
382
Lea’s
Chemistry
of
Cement
and
Concrete
21. In principle, pozzolanic materials can be added to PC either at the cement plant or at the construction site. In the first case,
the pozzolanic material undergoes either simultaneous grinding with clinker and gypsum or separate grinding, followed by
mixing and homogenisation with suitable equipment. In the latter case, pozzolanic material is introduced with PC into the
concrete mixer.
9.4.2 Hydration of Clinker Phases With Pozzolanic Materials
The presence of pozzolanic material modifies to some extent the reactions of hydration of PC. Any chemical and microstruc-
tural modifications can potentially affect the engineering properties of the hardened material.
9.4.2.1 Kinetics of Hydration
The kinetics of early hydration can be investigated by isothermal conduction calorimetry, whereas the progress of hydration
at advanced ages is best monitored through XRD, differential thermal analysis (DTA), differential scanning calorimetry
(DSC) and optical and electron microscopy. For determining the portlandite content in the paste, chemical methods such
as the extraction of free lime with appropriate solvents may be used.
Knowledge of the systems formed by pozzolanic materials and clinker compounds makes it easier to study more complex
systems containing PC. Clinker compounds have the advantage of being pure and can be tested one at a time, thus limiting
interference arising from simultaneous reactions such as those occurring when PC hydrates. The findings of studies utilising
pure cement phases are summarised below.
Tricalcium Aluminate (C3A)
Studies of the influence of pozzolanic materials on the hydration of the anhydrous aluminate phases have mainly focused on
C3A, largely because this phase reacts approximately six times more rapidly than C4AF.143
The combination of natural pozzolana with C3A changes the initial rate of heat evolution during hydration, since it causes
the intensity of the second peak to decrease. The change in magnitude of this peak is seen as corresponding to a reduction in
the rate of hydration of the aluminate.144,145
The decrease of the second peak on the heat evolution curve is influenced by the type of pozzolanic material employed,
and this appears to be related to the material’s specific surface area. For example, the delay brought about by Sacrofano
pozzolana (BET specific surface area of around 60 m2
/g) is greater than that of Segni pozzolana (BET specific surface area
of around 30 m2
/g).144
The delay may be due to other causes, such as the dissolution of alkalis and differences in surface
activity,143
but these factors were not investigated.
The retarding effect of fly ashes is quite similar to that displayed by natural pozzolanas. The addition of fly ash to C3A
(mass ratio 30:70) suppresses hydration during the first few minutes and then lowers the rate constants by approximately
seven times.143
The addition of an inert material such as ground quartz also reduces the hydration rate and delays the
beginning of C3A hydration, although its effect is less marked than that caused by fly ash.143
Fly ash reduces the hydration rate of both C3A produced in the laboratory and that extracted from ground cement clinker
by selective dissolution, the former hydrating more quickly than the latter.143
The reasons for the delay have not been
resolved.
Gypsum, or gypsum and lime, decrease the rate of C3A hydration, but the addition of pozzolanic material to these systems
appears to counteract this, along with the subsequent conversion of ettringite into monosulfate.144,145
The degree of hydration of C3A reaches around 90% after 7 days of curing at ambient temperatures, irrespective of the
presence of pozzolanic material.145
Tricalcium Silicate (C3S)
The presence of pozzolanic materials affects many aspects of C3S hydration, including the kinetics of reaction, formation of
portlandite and composition of the hydrates. The determination of the heat evolution rate is a sensitive and useful tool to
characterise the way in which pozzolanic materials influence the early hydration of C3S.
Very fine silica fume (Aerosil, with a BET specific surface area of 207 m2
/g) reduces the length of the dormant period and
increases the intensity of the main peak.146
If the C3S/silica fume ratio decreases beyond a certain level (around 0.67), the
dormant period and the second peak will disappear, the Ca2+
concentration in solution will increase147
and the curve of heat
evolution will show only an initial peak whose height increases as the ratio decreases.147
When C3S and amorphous silica
with the same specific surface area (20 m2
/g) are mixed, the silica has the same effect as Aerosil.148
The slight differences
observed can be attributed to the composition of the tricalcium silicate and the different C3S/silica ratios used.
Pozzolanas and Pozzolanic Materials 383
22. Fig. 9.15 shows that natural pozzolanas can also modify rate of heat evolution curves to an appreciable extent. On the
whole, natural pozzolanas have an accelerating effect on the hydration of C3S. More precisely, the dormant period does not
vary: the second peak is only slightly delayed, but its height is noticeably increased.149
Fly ash tends to lengthen the dormant period and increase the height of the second peak,149
though a slight decrease has
also been reported in some cases.150
These results can be interpreted as an initial retarding effect followed by an acceleration.
However, since the overall heat of hydration evolved in the first 48 h is higher for blends containing fly ash than for plain C3S,
it can be concluded that, overall, fly ash has an accelerating effect on the hydration of tricalcium silicate.
A reduction in the dormant period has been observed in blends with amorphous microsilica having a BET specific surface
area in the range 50–380 m2
/g,147
but not when the material has a lower specific surface area (19 m2
/g).151
The height of the
second peak initially increases as fineness increases, but then decreases, as shown in Fig. 9.16.148
The length of the C3S
dormant period shortens with increasing amounts of silica fume.57
FIG. 9.15 Heat evolution curve in 6:4 C3S–pozzolana blends. V, F, R and S are natural pozzolanas, T is fly ash. w/s ¼ 0.4. (From: Ogawa K, Uchikawa H,
Takemoto K, Yasui I. The mechanism of the hydration in the system C3S-pozzolana. Cem Concr Res 1980;10(5):683–96.)
FIG. 9.16 Calorimetric curves from the hydration of C3S with 20% by weight of amorphous silica of various surface areas (w/C3S ¼ 1). (From: Beedle SS,
Groves GW, Rodger SA. The effect of fine pozzolanic and other particles on hydration of C3S. Adv Cem Res 1989;2(5):3–8.)
384 Lea’s Chemistry of Cement and Concrete
23. The acceleration of the early hydration of C3S caused by pozzolanic materials has been related to the fineness of the
particles, which provides C-S-H with a large surface for precipitation from the pore solution.55,149
This is most likely to
be due to the rapid adsorption of Ca2+
ions onto the high-silica surface of pozzolanic materials.
Whilst there is much debate regarding the precise mechanism leading to the dormant period, it is normally attributed to the
formation of a protective high-lime calcium silicate hydrate layer on C3S surfaces. This layer is unstable and gradually dis-
solves to provide material for the formation of stable C-S-H gel. The layer’s dissolution leads to the end of the dormant period,
since the C3S is again exposed to water.
The removal of calcium and silicate ions from the solution would result in a reduction in the thickness of the layer.151
The partial removal of Ca2+
from the vicinity of C3S grains may also accelerate the transformation of the layer to C-S-H.146
This view is supported by the following arguments:
acceleration does not result from the pozzolanic reaction, as this becomes evident in pastes only after some days;
in spite of the acceleration of C3S hydrolysis, the Ca2+
concentration in the pore solution does not significantly change in
the presence of pozzolanic material149
;
the formation of Ca(OH)2 and C-S-H on the pozzolana particles occurs through a dissolution and precipitation mech-
anism149
which requires Ca2+
to move from the C3S to the pozzolanic material’s surface;
unlike pozzolanic materials, combining PC with ground silica sand,146
graphite or titanium148
produces either no, or only
minor changes to the heat evolution curve.
Amorphous microsilica accelerates the hydration of C3S more than natural pozzolanas since, depending on the C3S/silica
ratio, this causes an earlier decrease in Ca2+
concentrations146,147
in the mix water. The decrease occurs in water disper-
sions,146,147
as well as in pastes.146
As shown in Table 9.12, the higher pozzolanic activity of silica fume is in agreement with its calcium adsorption capacity
(CAC), which is higher than that of fly ashes. CAC is the difference in the Ca2+
concentration measured before and after
dispersing a pozzolanic material in a lime-saturated solution for 3 h.152
The transfer of calcium ions from the C3S grains
to the silica fume particles could also be accelerated by an early pozzolanic reaction, resulting from the high specific surface
area and high silica content of the silica fume. This view is supported by the roughness which appears on particles of silica
fume after only 1 h of hydration.148
Adsorption of calcium ions onto the surface of silica fume grains before the beginning of the pozzolanic reaction could
also explain why the initial rate of crystallisation of portlandite is greater than that of calcium hydroxide consumption with
silica fume.57
In this case Ca2+
ions adsorbed onto the silica fume could act as nuclei of crystallisation for portlandite.
The delay to the early hydration of C3S caused by fly ashes has been tentatively attributed to the release of aluminate into
solution from the fly ash.150
In fact, when the solution contains aluminate ions, the transformation of the initially formed
protective layer (Ca/Si ¼ 3) into C-S-H (Ca/Si ¼ 0.8–1.5) is delayed.153
However, aluminate ions are not present in the pore
solution of fly ash–C3S mixes, except when NaOH solution is used as mix water.150
Another theory proposes that the readily soluble fraction of fly ash (1%–5%) interferes with the hydration of C3S. In fact,
lime mortars prepared from ashes washed with water have reportedly given strengths two to three times greater than those of
mortars made with raw ashes.57
However, these results were attributed to the increase in specific surface area caused by
TABLE 9.12 Calcium Adsorption Capacity (CAC) and Zeta Potential of Cementitious Materials Dispersed
in Ca(OH)2-Saturated Solution152
Cementitious Material Content (%)
Specific Surface Area
Calcium Adsorption
Capacity (mmol Ca/g)
Zeta Potential (mV,
Water Suspension)
BET (m2
/g) Blaine (m2
/g)
Coarse slag 20 2.67 0.40 0.055 18
Fine slag 20 2.86 0.59 0.053 9
Ordinary fly ash 20 0.44 0.38 0.026 8
Ordinary fly ash ground 20 1.91 0.84 0.005 14
High calcium fly ash 20 0.57 0.37 0.005 10
Rice husk ash 20 0.75 — 0.027 20
Silica fume 20 20.91 — 0.203 33
Aerosil 5 167 — 0.326 —
Pozzolanas and Pozzolanic Materials 385
24. breaking up agglomerates of fine particles in the ash. The prolonged dormant period observed in fly ash mixes could also be
attributed to the presence of organic compounds, which may act as retarders.
The evolution of the composition of water in suspensions (solids/water ratio 1:10) containing only C3S and with mixtures
of C3S and pozzolanic material is similar in both cases (Fig. 9.17).149
The Ca2+
concentration first increases up to a certain
level of supersaturation and then decreases with time. Natural pozzolanas and fly ashes behave similarly. Fig. 9.16 shows that
the initial concentration of Si4+
in the liquid phase depends on the type of pozzolanic material, but after 3 h no differences can
be detected.149
In the presence of silica fume the Ca2+
concentration first increases and subsequently decreases, but it always
remains lower than that observed in plain C3S. If the C3S/silica ratio drops to 0.4, the solution never attains saturation with
respect to Ca2+
(Fig. 9.18).147
Other criteria have also been used for evaluating the medium and long-term influence of pozzolanic materials on the
hydration of C3S. These include the determination of the integral heat of hydration, the diminution with time of unreacted
C3S, as well as the uncombined pozzolanic material content. XRD analysis reveals that after only 1 day, natural pozzo-
lanas,149
fly ashes149,154
and silica fume152
cause a reduction in unreacted C3S content. The degree of hydration of tricalcium
silicate strongly depends on the type of pozzolanic material initially149
, but any difference becomes negligible after around
91 days (Fig. 9.19).149,154
The pozzolanic reaction starts slowly. Thus, the decrease in unreacted pozzolanic material becomes apparent only after
3–5 days.149,154
The degree of pozzolanic reaction (Fig. 9.20)154
reaches an ultimate level which depends, other conditions
being equal, on the type of pozzolanic material.149
9.4.2.2 Structure and Composition of Hydrates
C3A
Pozzolanic materials do not change the types of hydrates that form from the hydration of C3A. However, if the mixes contain
calcium hydroxide, C-S-H forms as a consequence of the pozzolanic reaction.
FIG. 9.17 Concentration of (A) Ca2+
and (B) Si4+
in water. 6:4 blends of C3S and natural pozzolanas (V, F, R) fly ash (T) and blastfurnace slag (S). Samples
dispersed in water and then shaken for fixed times. (From: Ogawa K, Uchikawa H, Takemoto K, Yasui I. The mechanism of the hydration in the system
C3S-pozzolana. Cem Concr Res 1980;10(5):683–96.)
FIG. 9.18 Blends of C3S and ‘Aerosil’ silica fume dispersed in water. Ca2+
ions concentration in the liquid phase as a function of time for different C3S/S
ratios; w/s ¼ 10. (From: Kurdowski W, Nocun-Wczelik W. The tricalcium silicate hydration in the presence of active silica. Cem Concr Res 1983;13:341–8.)
386 Lea’s Chemistry of Cement and Concrete
25. In the presence of calcium sulfate and pozzolanic material, C3A hydration gives the AFt phase ettringite, and solid solu-
tions of the AFm monosulfate hydrate and calcium aluminate hydrate phases, although at different ages.145
Where calcite is
present in the pozzolanic material, the monocarbonate AFm phase (Ca4Al2O6CO311H2O) will also be formed.155
The same
appears to be true of C4AF hydration.156
C3S
The paste hydration of C3S results in the formation of C-S-H on the surface of unhydrated material. After some months of
hydration, two distinct morphologies of C-S-H are evident—an ‘inner’ and ‘outer’ product. The inner product is found in
close proximity to any remaining C3S and possesses very little by way of microstructural features. The outer product takes
the form of fibres extending outwards into the pore space of the paste.
C-S-H is a non-stoichiometric compound and, as a result, compositions of the substance obtained from different locations
within a cement paste sample will show some variation. This will, however, also be compounded by that of the analytical
technique used.
The composition of C-S-H can be determined by direct and indirect methods. Microanalysis carried out by electron probe
micro-analysis (EPMA), scanning electron microscope (SEM) and transmission electron microscope (TEM) equipped with
suitable analytical devices belong to the first methods. Chemical determinations, based on selective dissolution, form the
second group.
FIG. 9.19 Degree of hydration of C3S as determined by XRD analysis. Composition and symbols as in Fig. 9.15. (From: Ogawa K, Uchikawa H, Takemoto
K, Yasui I. The mechanism of the hydration in the system C3S-pozzolana. Cem Concr Res 1980;10(5):683–96.)
FIG. 9.20 Quantities of fly ash reacted. C3S/fly ash ¼ 3, w/s ¼ 0.5. (From: Mohan K, Taylor HFW. Pastes of tricalcium silicate with fly ash—analytical
electron microscopy, trimethylsilylation and other studies. In: Proceedings of symposium N on effects of fly ash incorporation in cement and concrete,
Boston. Materials Research Society; 16–18 Nov. 1981. p. 54–9.)
Pozzolanas and Pozzolanic Materials 387
26. Indirect chemical determination of the Ca/Si ratio of C-S-H deriving from C3S hydration gives a value in the region of
1.7–1.8.157
Ca/Si ratios ranging between 1.5 and 1.9 have been found using direct analysis.149,158–163
The variation in com-
position between the particles within a paste is significant and certainly higher than that found in crystalline substances.158
No
significant differences, possibly associated with time, degree of reaction, or morphological type of C-S-H, are noted.158
Where C3S and a pozzolanic material are present together, C-S-H with a high Ca/Si ratio initially forms on the C3S
surface, whilst a porous layer of low Ca/Si C-S-H forms on the pozzolanic material. After a certain period of time, which
depends on the characteristics of the material, the water/solids ratio, the temperature, etc., the surfaces of the grains of poz-
zolanic material are attacked by H3O+
protons contained in the basic solution resulting from the hydrolysis of the calcium
silicates. The attack brings about a gradual dissolution of Na+
and K+
and produces an amorphous layer rich in both Si and Al
on the grain surface. This layer reacts with the Ca2+
ions present in the solution and transforms into calcium silicate and
calcium aluminate hydrates. Dissolved alkalis intensify the protonic attack of water.149
During the first month, the alumina, iron and SO4
2
contained in fly ashes are to be found in the form of small amounts of
AFt and AFm phases.154,164
Within 90 days, however, the three elements are incorporated in C-S-H154
or hydrogarnet.164
In mature C3S/fly ash pastes, the morphologies of the hydration products of tricalcium silicate are not markedly different
from those of pure C3S pastes. The hydration products surrounding the residual unreacted C3S particle core form an ‘outer’
and an ‘inner’ layer of C-S-H. The ‘outer’ product often appears as fibrillar under the TEM.164
No foreign elements are found
in the inner region of C3S hydration products, whereas the outer region can contain other elements, especially potassium,
deriving from the fly ash.164
After a curing period of 1 year, a rim of dense C-S-H is formed along the edges of the reacted fly ash particles, from which
radial fibres of lower density C-S-H branch off. In both regions the Ca/Si ratio is roughly the same, although it is lower than in
the C-S-H formed in plain C3S pastes.164
The existence of different concentric regions or shells of dense C-S-H around a fly
ash particle is attributed to rhythmic precipitation processes.164
In other parts of the reaction zone, dense plates made up of
hydrogarnets occur. This phase contains both Fe and Al released by the fly ash.164
In the presence of pozzolanic materials the composition of C-S-H is altered. Electron microscope analyses have shown an
average Ca/Si ratio of 1.43 after 2 weeks, in the presence of fly ash (compared to 1.51 in control C3S pastes).154
In C3S/fly ash
pastes, the Ca/Si ratio of the inner product around anhydrous C3S was 1.56 0.05 after 2 weeks, and 1.45 0.01 after 1 year
of hydration. At the latter age, the outer product had a Ca/Si ratio of 1.6 0.16, but contained some aluminium and
potassium.164
Field emission scanning electron microscopy (FESEM), has been used to compare C-S-H composition in pastes con-
taining C3S and combinations of C3S and natural pozzolana. In plain C3S paste, the Ca/Si ratio of the hydrated mass extending
between adjacent C3S grains reached a constant value of 2 after 3 days of curing.149
This value almost coincides with data
reported by some,160,161,165
but is higher than the value found by others.159
However, the possible presence of portlandite
crystals may locally increase the apparent Ca/Si ratio up to around 3.2.
The Ca/Si ratio changes in the presence of natural pozzolanas. After 3 days the hydrates filling the space between C3S and
the pozzolana grains were found to have a Ca/Si ratio as high as 2.5–3.0. However, near the pozzolana edge, the ratio some-
times reached values as high as 4, indicating the probable presence of portlandite.149
After 91 days the Ca distribution in the
paste was more uniform, and outside the C3S surface the Ca/Si ratio decreases gradually, reaching a mean value of 1.7
(Fig. 9.21).149
In the presence of silica fume, the hydration of C3S also forms an outer and inner product. The reaction of silica fume is
evident in the fracture surface of pastes, because the boundary between the silica particles and the outer C-S-H becomes less
distinct. The smaller particles appear to be consumed.151
The silica grains can be observed in the outer regions of C-S-H, but
not in the inner product that has formed on C3S grains.151
Generally, paste fracture takes place between the inner and the outer
hydration products formed on the C3S grains.151
TEM studies have revealed that the composition of C-S-H which forms in the presence of silica fume is different from that
formed in plain C3S paste. The inner product of plain C3S paste had a Ca/Si ratio equal to 1.68 0.07, whilst the ratio was
1.60 0.15 when silica fume was present. However, in the presence of silica fume, there were some areas in the paste con-
sisting entirely of C-S-H having a ratio of 0.92 0.09. It was presumed that these areas had contained silica fume particles
which had subsequently reacted fully with Ca2+
ions.151
This Ca/Si ratio is lower than that occurring normally, but corre-
sponds to the low Ca/Si found in low-Ca2+
environments.166
These results suggest that the overall Ca/Si ratio of C-S-H
decreases as the pozzolanic reaction proceeds and most of the silica reacts.151
Analysis by 29
Si magic angle spinning nuclear magnetic resonance (MAS-NMR) of 2 year old mixtures of silica fume,
lime and water, have suggested the existence of two structurally distinct forms of calcium silicate hydrates having a Ca/Si
ratio ranging between 0.65 and 1.00 (low-lime C-S-H) and between 1.1 and 1.3 (high-lime C-S-H).167
Whilst these results
were obtained in dispersions (water/solids ¼ 200) and, thus, may not apply directly to compounds formed in cement pastes,
388 Lea’s Chemistry of Cement and Concrete
27. the implication is that C-S-H of normal composition forms initially, but when all the locally available Ca(OH)2 is consumed,
the excess silica reacts with the hydrate already formed and produces the second form of C-S-H with a lower Ca/Si ratio.
29
Si MAS-NMR analysis conducted on paste made of 80% C3S and 20% silica fume at an age of one day showed that the
inner product developed on the surface of C3S grains had a Ca/Si ratio of 1.6 0.1, but after 28 days the inner and the outer
product had the same ratio of 1.2 0.1. This indicated that some C3S remained unreacted, since the overall Ca/Si ratio of the
mixture was 1.5.148
The different compositions of C-S-H reflect the degree of silica polymerisation, calculated by determining the trimethyl-
silyl derivatives of C-S-H. As the degree of polymerisation increases, the Ca/Si ratio decreases. As can be seen from Fig. 9.22,
pastes made up of C3S and natural pozzolana show a higher content of polymers relative to dimers than for pure C3S
pastes.113,154,168
The degree of polymerisation of the polymer, expressed by the average number of silicon atoms in the anion,
depends on the type of pozzolanic material. However, the variation is relatively small, ranging between 11.0 and 12.9 after
180 days of curing.168
The dimer content begins to decrease after a certain period of time, varying between 3 and 7,168
90154
and 270113
days.
These very different results should be viewed with some caution, and could be attributed to different experimental conditions,
water/solids ratios, C3S/pozzolanic material ratios, curing temperatures, etc.
The influence of the C3S/pozzolanic material ratio on the polysilicate content of C-S-H is evident in C3S-silica fume
hardened pastes. For a S/C3S ratio of up to 0.16, the polysilicate content rises slowly with the degree of hydration to around
40%, but at a ratio of 0.5 and a degree of hydration of 60%, it grows rapidly and reaches about 80%, the remainder being
dimeric in nature. After 28 days of hydration in the presence of silica fume, the average length of the silicate chain (3.6) is
FIG. 9.21 Blends of C3S and pozzolana (V). Mix ratio ¼ 6:4, w/s ¼ 0.4, curing ¼ 91 days. Distribution of Ca/Si ratio between two C3S and pozzolana grains
is shown. (From: Ogawa K, Uchikawa H, Takemoto K, Yasui I. The mechanism of the hydration in the system C3S-pozzolana. Cem Concr Res
1980;10(5):683–96.)
FIG. 9.22 Proportions of total Si present as monomer, dimer, polymer and insoluble in C3S pastes (A) and C3S—natural pozzolana pastes (B) as determined
by trimethylsilylation. Specimens cured for 365 days at 20°C; w/s ¼ 0.5. (From: Massazza F, Testolin M. Trimethylsilylation in the study of pozzolana-
containing pastes. Il Cemento 1983;1:49–62.)
Pozzolanas and Pozzolanic Materials 389
28. greater than that of the plain tricalcium silicate paste and the Ca/Si ratio drops from 1.7 to 1.5.151
The addition of silica gel
modified with 1%–10% of Fe2O3 is claimed to increase the degree of polymerisation of silicate anions of C-S-H.169
29
Si MAS-NMR has established that in the silica–lime–water system the higher-silica C-S-H (Ca/Si ¼ 0.65–1.0) predom-
inantly consists of long chains of silica tetrahedra, formed by two end units (Q1) and middle units (Q2), whereas the less silica-
rich C-S-H (Ca/Si ¼ 1.1–1.3) consists of dimers comprising two joined Q1 end units and short chains (consisting of Q1 end
units and small numbers of Q2 middle units).167
After 24 h of hydration, the intensity of the peak Q0 (corresponding to C3S) is
60% of the original value in the plain C3S paste and 20% in the presence of silica fume. In agreement with this, Fig. 9.23
shows that the height of Q1 and Q2 peaks is higher in the presence of silica fume than in plain C3S.151
A study of the hydration of a mixture of C3S and silica fume by solid-state 29
Si NMR and selective isotopic enrichment has
shown that silicon atoms from silica fume and from C3S occupy different positions in the C-S-H structure. Silicon from both
sources initially forms dimeric C-S-H, but, later on, silicon from the silica fume takes part in the formation of C-S-H with a
longer chain length and a slightly more ordered structure than that deriving from C3S hydration.170
Portlandite is generally present in hardened pastes containing combinations of C3S and pozzolanic materials, even where
pozzolanic material is present at a level which should be more than sufficient to combine with all the lime released by C3S
hydration. By means of a TEM, portlandite crystals surrounding fly ash particles which show no sign of pozzolanic reaction
have been observed.164
This occurrence is presumably due to restricted access of the pore solution, that is, to very low local
porosity.164
In the presence of 20% silica fume, hydrated C3S paste also shows large lamellar crystals of portlandite running
between masses of C-S-H.151
9.4.3 Hydration of Cements Containing Pozzolanic Materials
9.4.3.1 Kinetics of Hydration
Portland cement (Portland clinker plus gypsum) and pozzolanic materials follow different reaction processes and react at
different rates. However, when PC and pozzolanic materials are combined, they will each influence the reaction kinetics
of the other. It is generally agreed that pozzolanic reaction becomes apparent—at least with the most common pozzolanic
materials—3–14 days after mixing with water, when around 70%–80% of the C3S in the PC has reacted.171,172
The rate of pozzolanic reaction depends on the properties of the pozzolanic material, mix proportions, and temperature.
Thus, in the case of silica fume, which has a BET specific surface area higher than that of other pozzolanic materials, the
reaction starts earlier. The dormant period of the pozzolanic reaction is also partly explained by the strong dependence of the
solubility of the reactive portion of pozzolanic materials on the alkalinity of the pore solution. Thus, the reaction will not start
as long as the pH has not reached the required value.173
The kinetics of PC hydration are modified by the presence of a pozzolanic material and its influence is revealed by
changes occurring in
heat of hydration
combined water
the degree of hydration of C3S
portlandite content
FIG. 9.23 Relative proportions of silicate species present during the progressive hydration of (A) doped C3S and (B) doped C3S and silica fume calculated
from NMR spectrum peaks of 29
Si nucleus. Q0 ¼ monomer units (hydrated), Q1 ¼ end units, Q2 ¼ middle units, Q4 ¼ silica network. (From: Dobson CM,
Goberdhan DGC, Ramsay JDF, Rodger SA. 29
Si MAS NMR study of the hydration of tricalcium silicate in the presence of finely divided silica. J Mater Sci
1988;23:4108–14.)
390 Lea’s Chemistry of Cement and Concrete
29. Other phenomena act as indicators of the influence of pozzolanic materials on hydration, such as the degree of silicate poly-
merisation, but the above parameters are those most frequently considered.
Heat of Hydration
The hydration process can be monitored by recording the rate of heat evolution and the total heat of hydration released by
pastes. The determination of the rate of heat evolution is a sensitive method for detecting and recording the changes induced
by pozzolanic materials in the early hydration of cement up to 3–7 days. The cumulative heat of hydration is the algebraic sum
of all the enthalpy variations related to every reaction occurring in the hydrating cement. It increases with time up to a certain
asymptotic value following a typical path.
The effect of pozzolanic materials on the heat evolved by hydrating cement becomes clearer when the measured param-
eters, namely the rate of heat evolution and the cumulative heat of hydration, are referred not to the whole system comprising
clinker, gypsum and pozzolanic material, but only to the PC fraction. Such normalisation modifies neither the duration of the
dormant period nor the time at which the second peak reaches its maximum value.
In cements containing natural pozzolanas, the dormant period is shortened, the height of the first peak is increased, and the
normalised height of the second peak is greater than that of the control PC (Fig. 9.24). This is most likely the result of accel-
eration of C3S hydration, as previously discussed.
With fly ashes, calorimetric parameters prove to be very variable, since the duration of the dormant period can be
lengthened9,174–176
or remain unchanged177,178
and the intensity of the first peak can be increased9
or decreased.174–178
The influence of fly ash on the second peak (when normalised) varies considerably, with different studies observing it to
be either lower,175,178
or higher9,171,174,177
than that of the parent PC. In the presence of fly ash the length of the induction
period increases with water/cement ratio.174
Extension of the dormant period in pastes containing 70% PC by mass and 30% of various fly ashes has also been observed
using a quasi-adiabatic calorimeter. The temperature increase obtained with two low-lime and two high-lime fly ashes was
lower than that of the control PC, but that of a third high-lime fly ash was higher, probably owing to the dissolution of other
compounds.179
Water-leached fly-ashes have been shown to have less of a retarding effect on the second peak than that shown
by as-received fly ashes.178
The cumulative heat of hydration released by PC accounts for the overall reactions occurring during hydration. It is
derived from the area under the rate of heat evolution curve. The total heat released from blended cements in the first 2 days
is always lower than that of the PC control, but it is generally higher175,180
when normalised to the PC fraction (Fig. 9.25).
This means that fly ashes, similarly to other pozzolanic materials, accelerate the hydration of PC.
Studies of the effect of silica fume on heat evolution have reported a slight extension of the dormant period and a marked
increase in the height of the second peak,180
no change in the dormant period and a small reduction in the height of the first
peak,175
or acceleration.181
In fact, the influence of silica fume on the length of the dormant period appears to be sensitive to
the water/cement ratio, with a lower ratio leading to an extension of the dormant period, but higher ratios reducing its
duration.182
A 15%183
or 20%175
level of silica fume in cement results in a lower total heat of hydration released in the first 2 days,
compared to the heat evolved by plain PC paste. However, when normalised, the heat evolved is usually roughly the
same175,183
or slightly higher.180
During the first 24 h the cumulative heat of hydration remains unchanged or increases
FIG. 9.24 Calorimetric curves from the hydration of some blended cements. w/s ¼ 0.4, temperature ¼ 20°C. (From: Takemoto K, Uchikawa H.
Hydratation des ciments pouzzolaniques. In: Proceedings of the seventh international congress on the chemistry of cement, Paris; 1980, vol. I. p. IV-2/1–21.)
Pozzolanas and Pozzolanic Materials 391
30. for small silica fume contents (5%) and decreases for higher (10%–15%) contents.183
Cumulative heat evolved is strongly
affected by the water/cement ratio. In the presence of silica fume at these higher levels, the rate of heat evolution of clinker
increases when the water/cement ratio is between 0.5 and 0.6,180
remains unaffected when the water/cement ratio is in the
range 0.35–0.50,175,183,184
and is reduced when the water/cement ratio is 0.35–0.28.184
Ground silica sand also increases the total heat evolved by the PC fraction, but the effect is small (Fig. 9.25).
The influence of metakaolin on heat evolution is highly dependent on the type of PC it is used with. Where the C3A
content of the PC is high, metakaolin generally has the effect of causing the second heat evolution peak in pastes to occur
slightly earlier. This appears to be largely the result of an acceleration of the conversion of ettringite to monosulfate.185
With
some PCs, this reaction produces quite pronounced peaks on the rate of heat evolution curve. However, where C3A levels are
lower, the effect is either negligible,186
or slightly retarding.185
As for silica fume, the total heat evolved is reduced relative to
a PC control, but very similar or higher when normalised.186
Combined Water
The degree of hydration of PC is often estimated by determining the non-evaporable water content of the paste, that is the
weight loss occurring in dried specimens heated through the temperature range between 105°C and 1000°C. Non-evaporable
water includes inputs from all products of hydration, and thus also from calcium hydroxide.
By subtracting the water bound in Ca(OH)2 from non-evaporable water, the content of water that is chemically combined
in silicate and aluminate hydrates is obtained. This water will be referred to as ‘chemically bound’ water in the subsequent
discussion. Owing to the changes caused by pozzolanic materials in the amount of the different hydrates and the variability in
their composition, plus potential loss of water during sample preparation, the determination of non-evaporable water is only
indicative of the degree of hydration of blended cements.187
Nevertheless, comparison of the results obtained from the
blended and parent PCs can help to reveal differences in the hydration processes.
The non-evaporable and bound water in fly ash cement pastes are lower than in PC,177
but are greater if normalised to the
PC fraction136,177,188–190
(Table 9.13). The data show that the non-evaporable water content is already higher in blended
cement than in PC after 3 days, but a difference may be observed even after 1 day.136
At early ages this difference can
be interpreted as an acceleration of the hydration of PC and, at later ages, as a consequence of the progress of the pozzolanic
reaction, which causes an increase in C-S-H content. In general, high-lime fly ashes (around 30% CaO) give cement paste
with a higher non-evaporable water content.179
This effect is also observed in pastes containing silica fume191
and
metakaolin.192
The increase in non-evaporable water content will, in part, be due to an increase in chemically bound water in C-S-H.
Often, assuming that the non-evaporable water content is exclusively, the result of hydration of the PC fraction leads to an
FIG. 9.25 Total heat evolved by various cement blends during hydration. Heat referred to the PC fraction. (From: Huang C-Y, Feldman RF. Hydration
reactions in Portland cement-silica fume blends. Cem Concr Res 1985;15:585–95.)
392 Lea’s Chemistry of Cement and Concrete