Downloaded 888 times

The document discusses various defects associated with metal forming processes such as rolling, forging, extrusion, and drawing. Key defects include wavy edges and cracks in rolling, surface and internal cracks in forging, and issues like wrinkling and tearing in drawing. Each defect is associated with specific causes and material conditions, highlighting the complexities in metal forming processes.
Overview of the presentation by team members from the Department of Metallurgical Engineering.
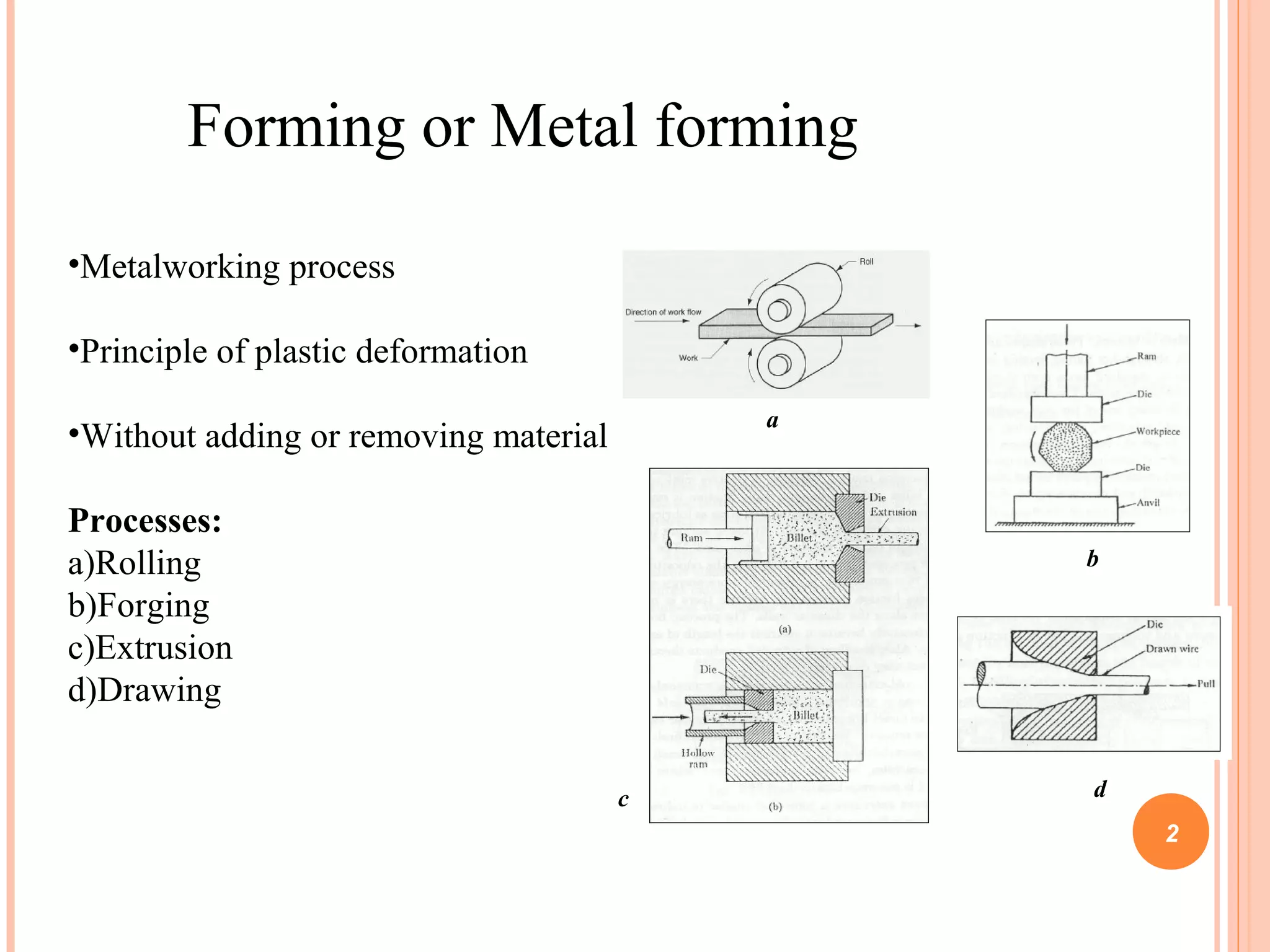
Discussion on metal forming processes including rolling, forging, extrusion, and drawing without altering the material volume.
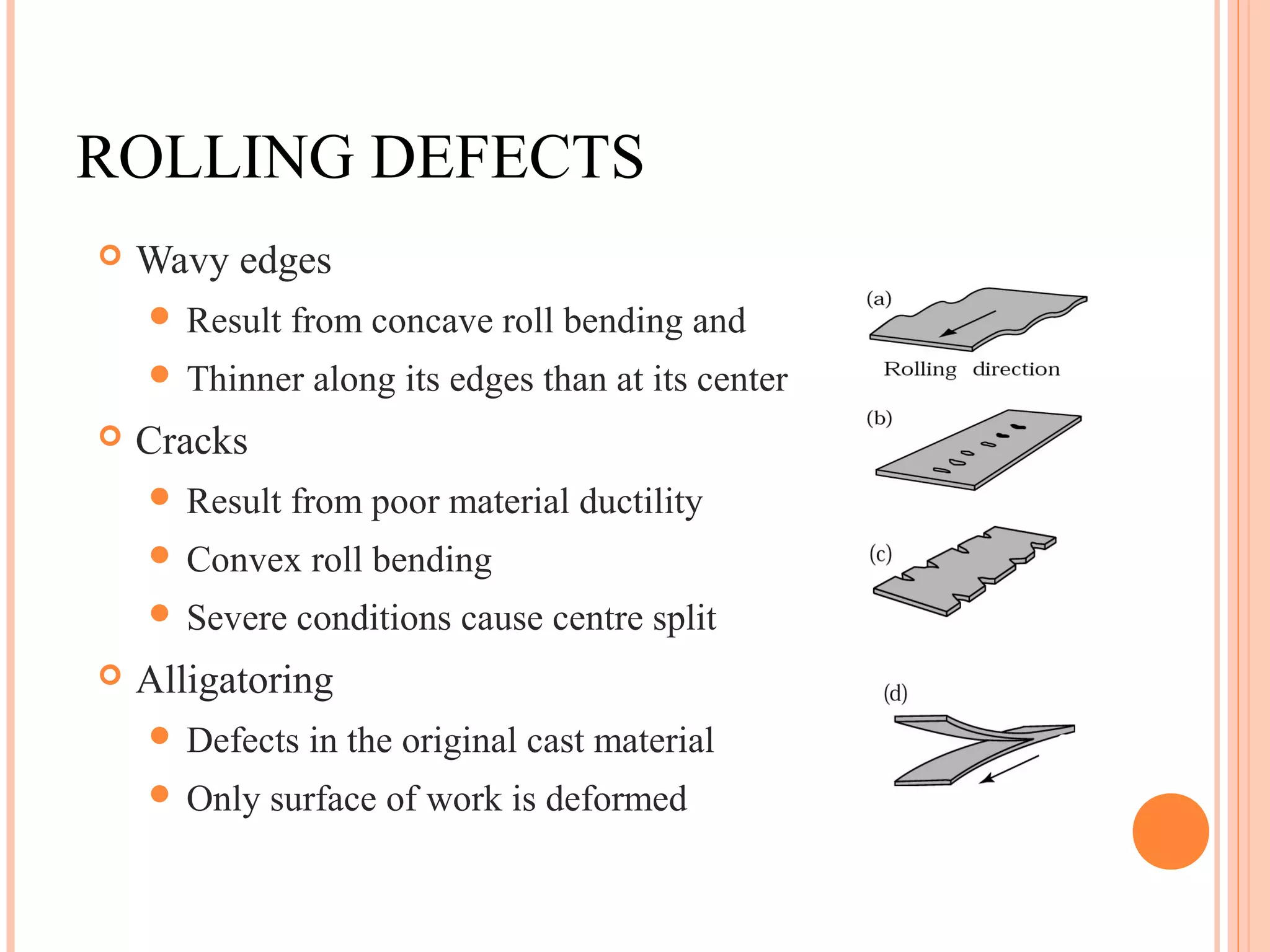
Identifies common rolling defects including wavy edges, cracks, and alligatoring due to various material and process issues.
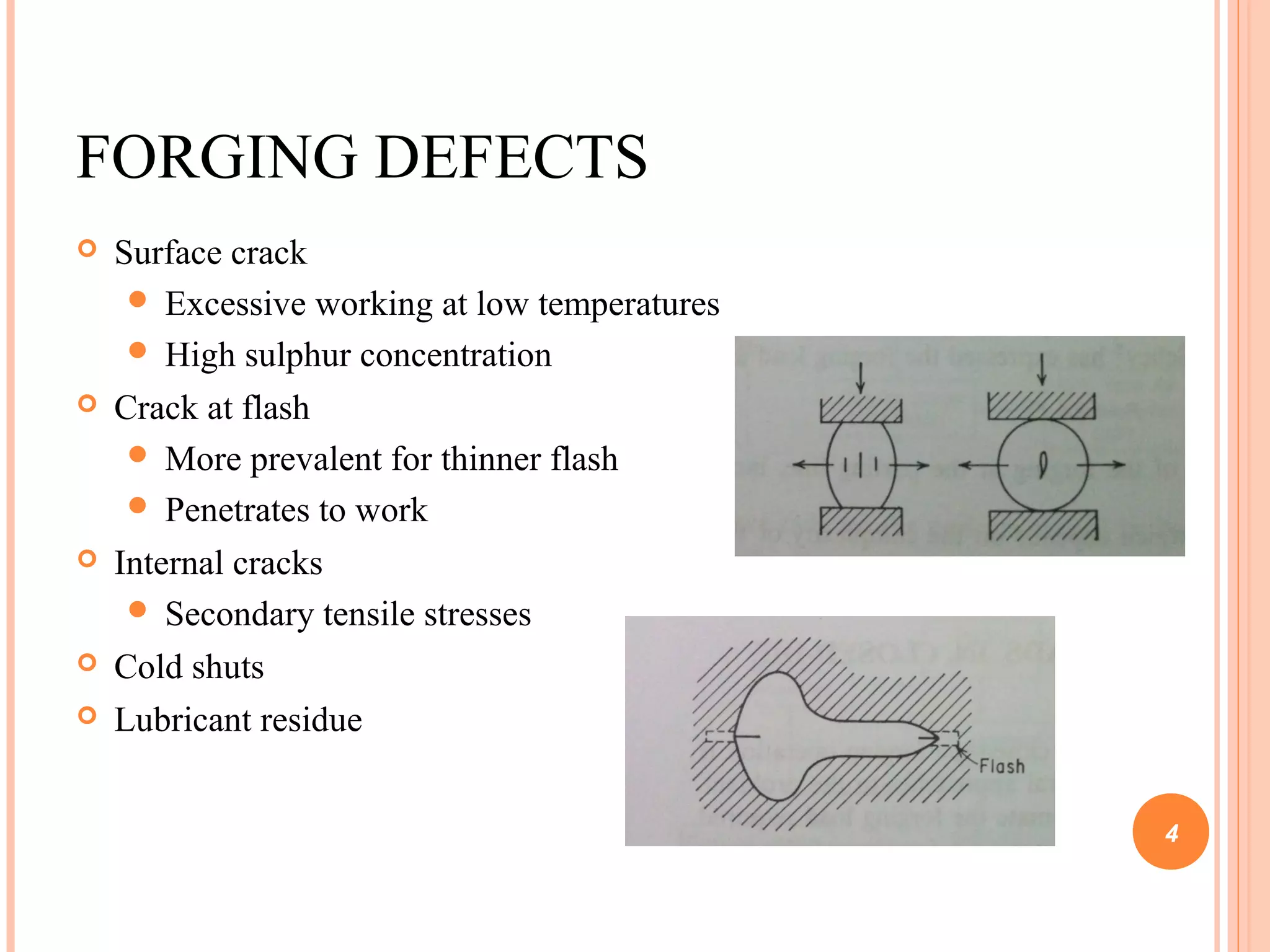
Details defects in forging such as surface cracks and internal cracks caused by temperature and material properties.
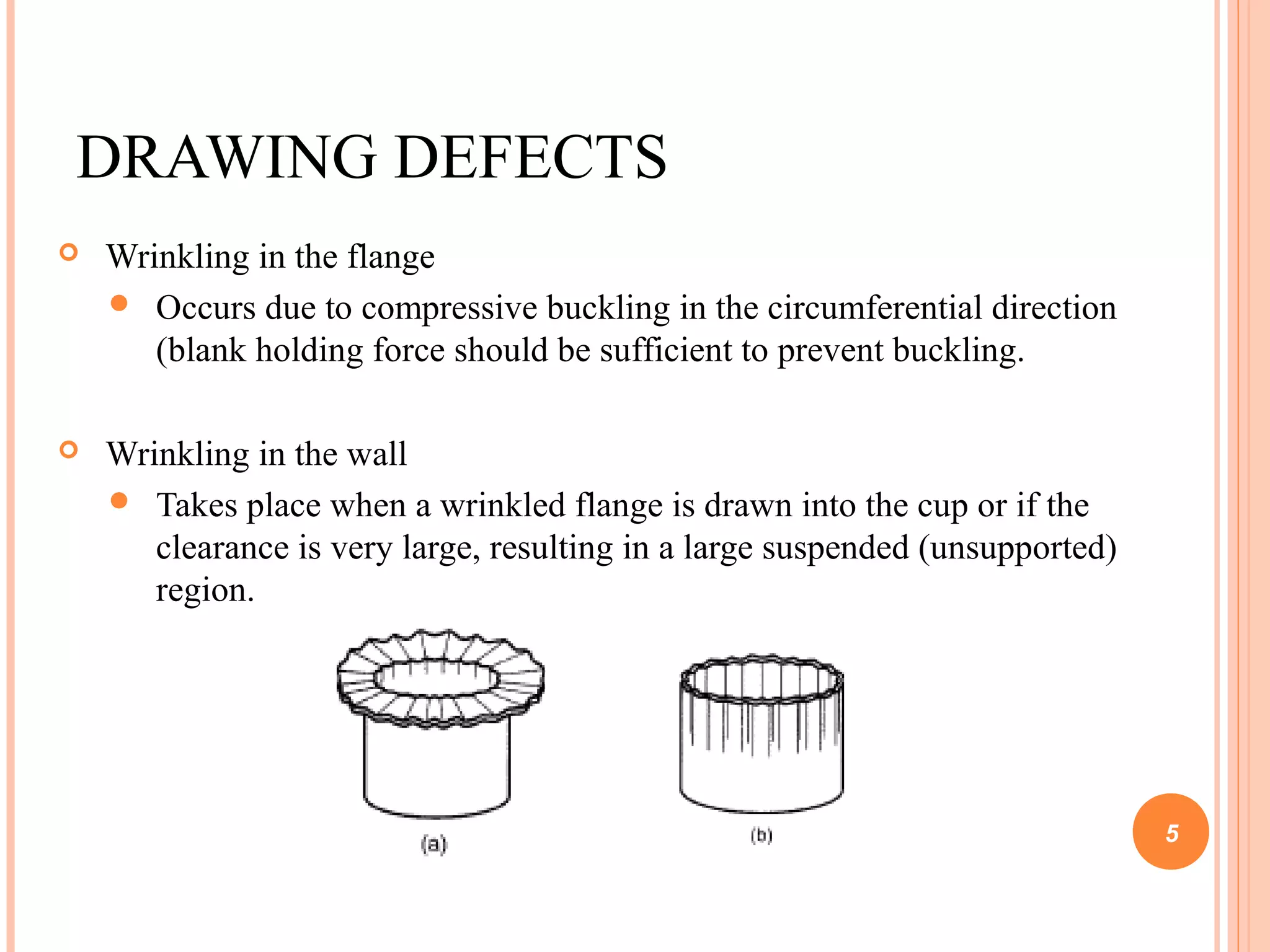
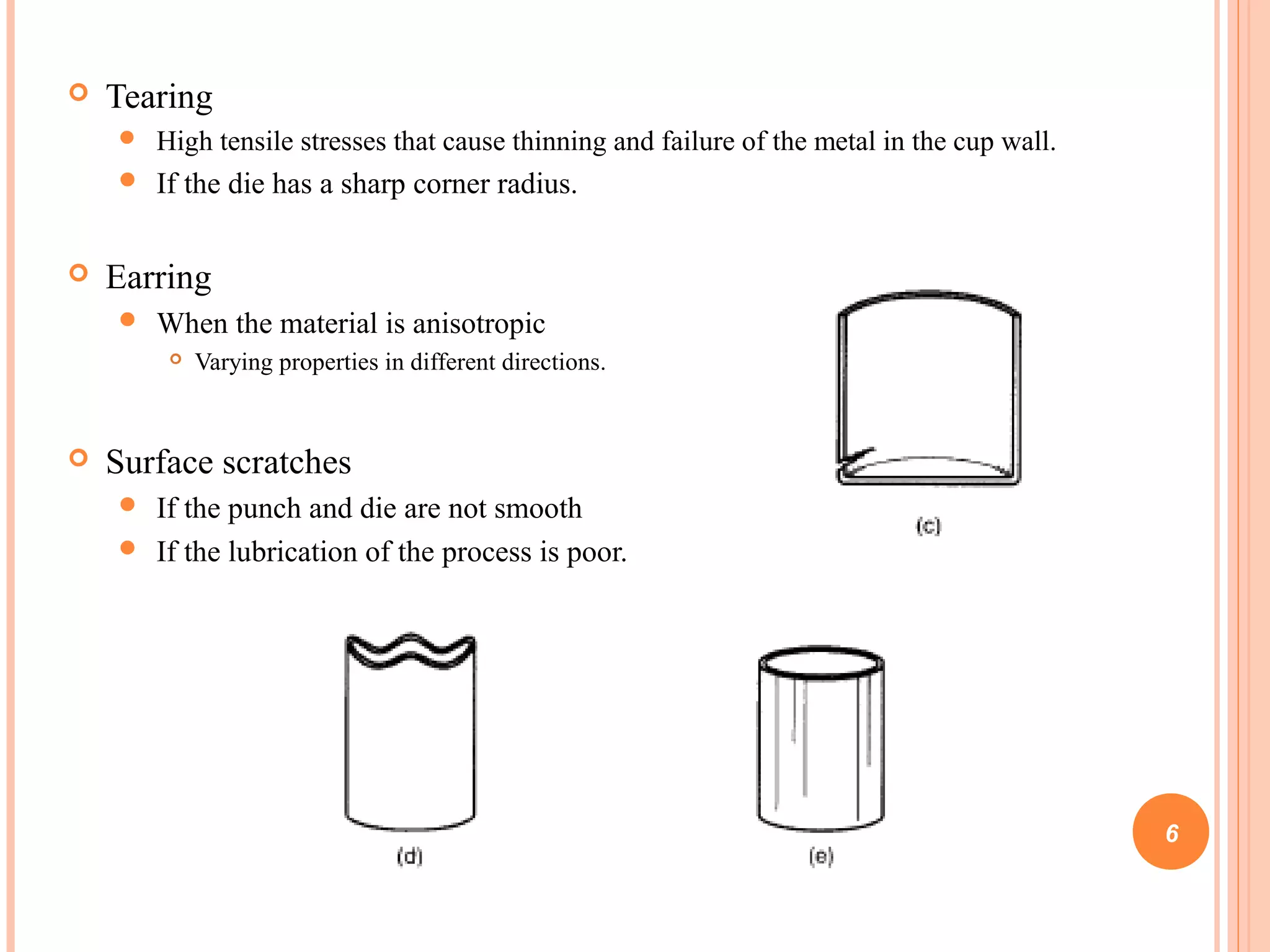
Explains drawing defects including wrinkling, tearing, earring, and surface scratches due to various mechanical failures.
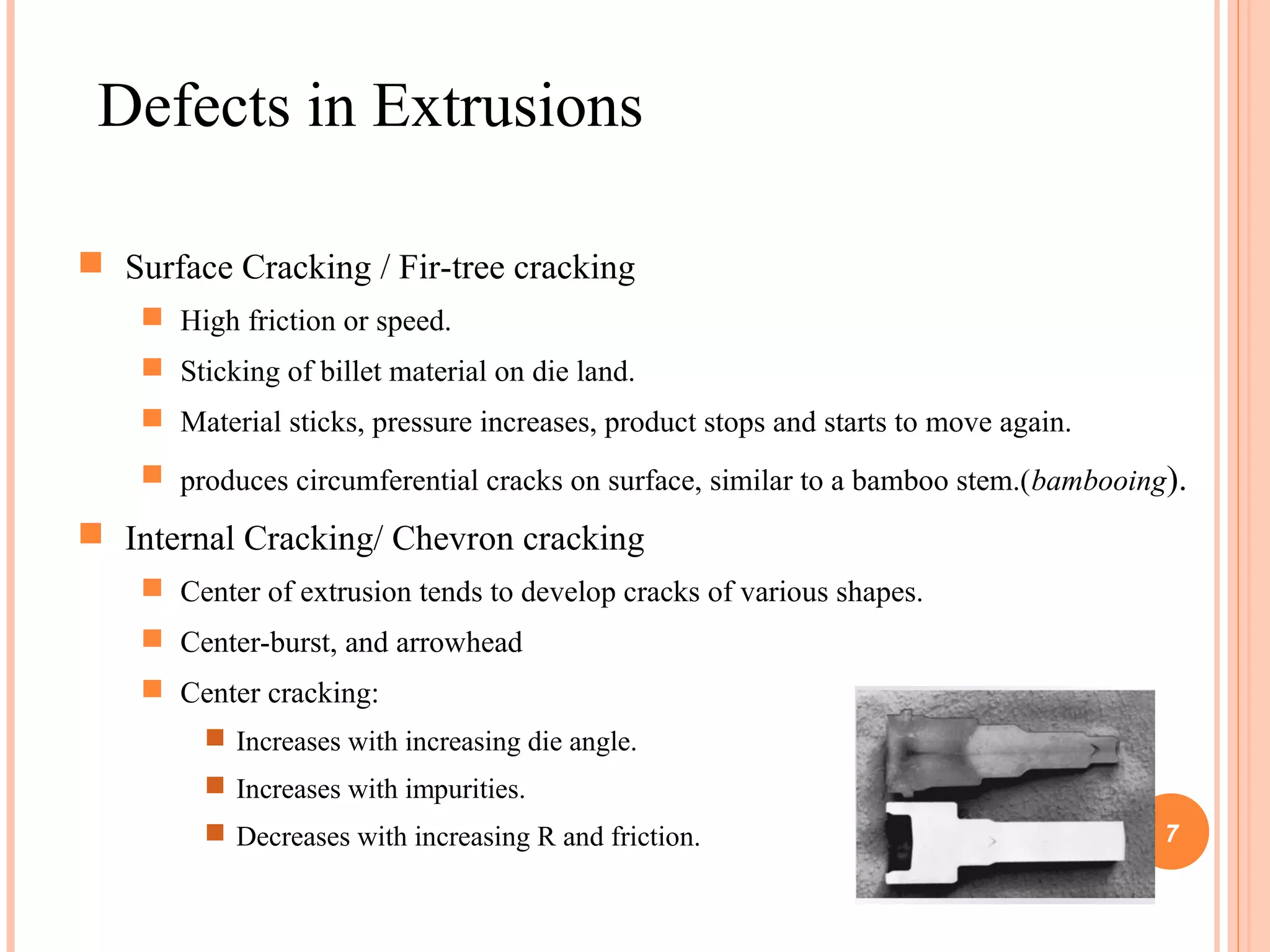
Covers defects in extrusions, including surface and internal cracking due to conditions like high friction and impurities.
Cites the reference used for the metallurgical principles discussed in the presentation.


























































































