Downloaded 40 times




![Calculation of Drawing
stress
acting on an element in
Akhileshwar Nirala, GCET, Greater Noida
[1] Strip Drawing
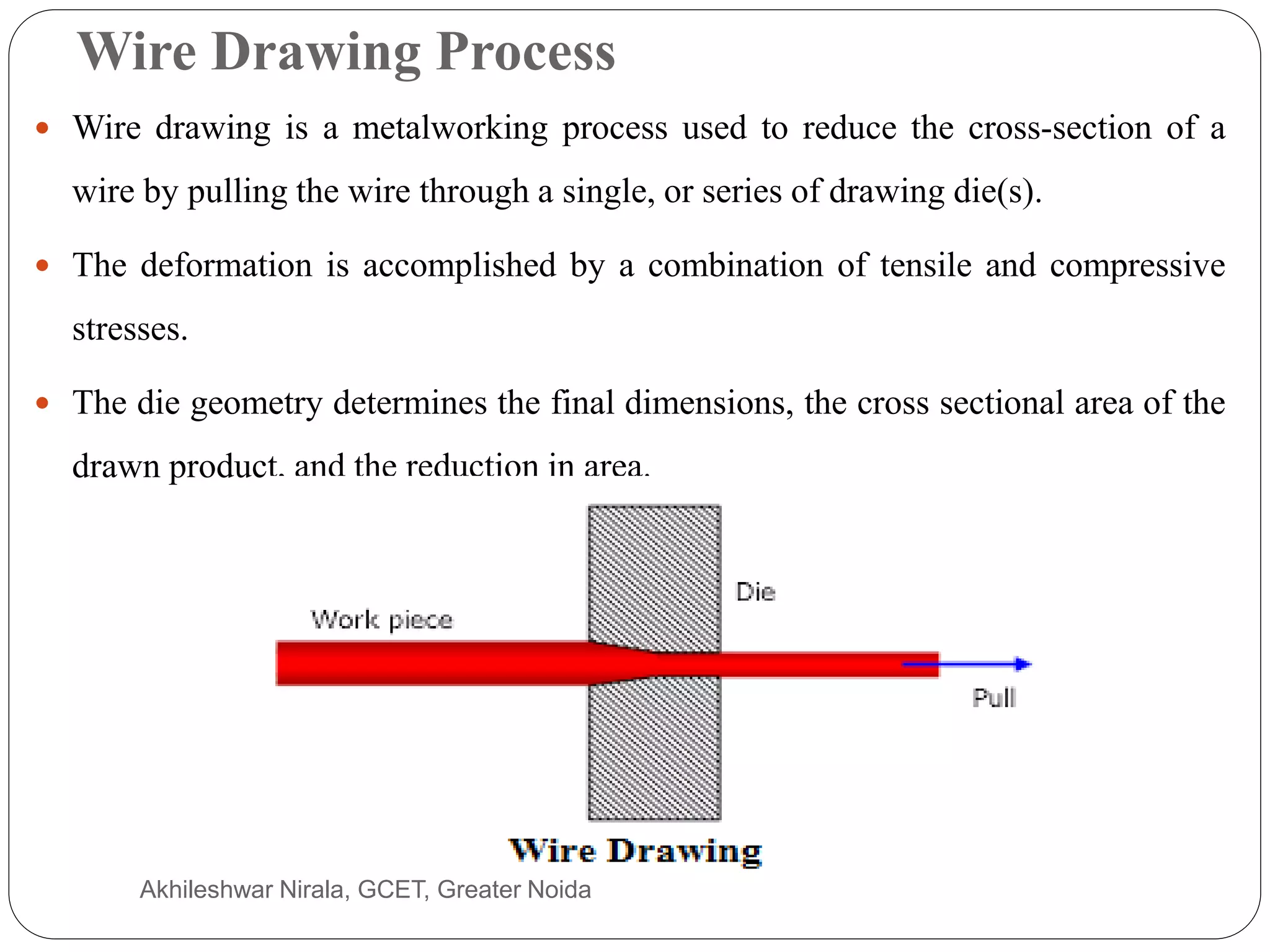
[2] Wire Drawing
[3] Tube Drawing](https://image.slidesharecdn.com/rme402-2-190315092817/75/Drawing-and-Extrusion-7-2048.jpg)
![[1] Strip Drawing
Akhileshwar Nirala, GCET, Greater Noida
Strip drawing is a process of drawing in which, metal of large thickness gets
reduced in thickness and increase in length through a converging die.](https://image.slidesharecdn.com/rme402-2-190315092817/75/Drawing-and-Extrusion-8-2048.jpg)
![[2] wire drawing
Akhileshwar Nirala, GCET, Greater Noida](https://image.slidesharecdn.com/rme402-2-190315092817/75/Drawing-and-Extrusion-9-2048.jpg)








![Extrusion Calculation
Akhileshwar Nirala, GCET, Greater Noida
[1] Wire Extrusion
[2] Strip Extrusion](https://image.slidesharecdn.com/rme402-2-190315092817/75/Drawing-and-Extrusion-19-2048.jpg)
![Analysis of wire extrusion
Akhileshwar Nirala, GCET, Greater Noida
Assumptions:-
A uniform state of stress is assumed to exist at all points in a plane normal to
the die axis
A cylindrical state of stress is assumed to exist within the contact zone. The
principle stresses are σx and –p
Coulomb`s law of friction is assumed to exists within the contact zone
The coefficient of friction M is assumed to be constant for the die and wire,
Material, and also for the given surface conditions.
[1] Wire Extrusion](https://image.slidesharecdn.com/rme402-2-190315092817/75/Drawing-and-Extrusion-20-2048.jpg)


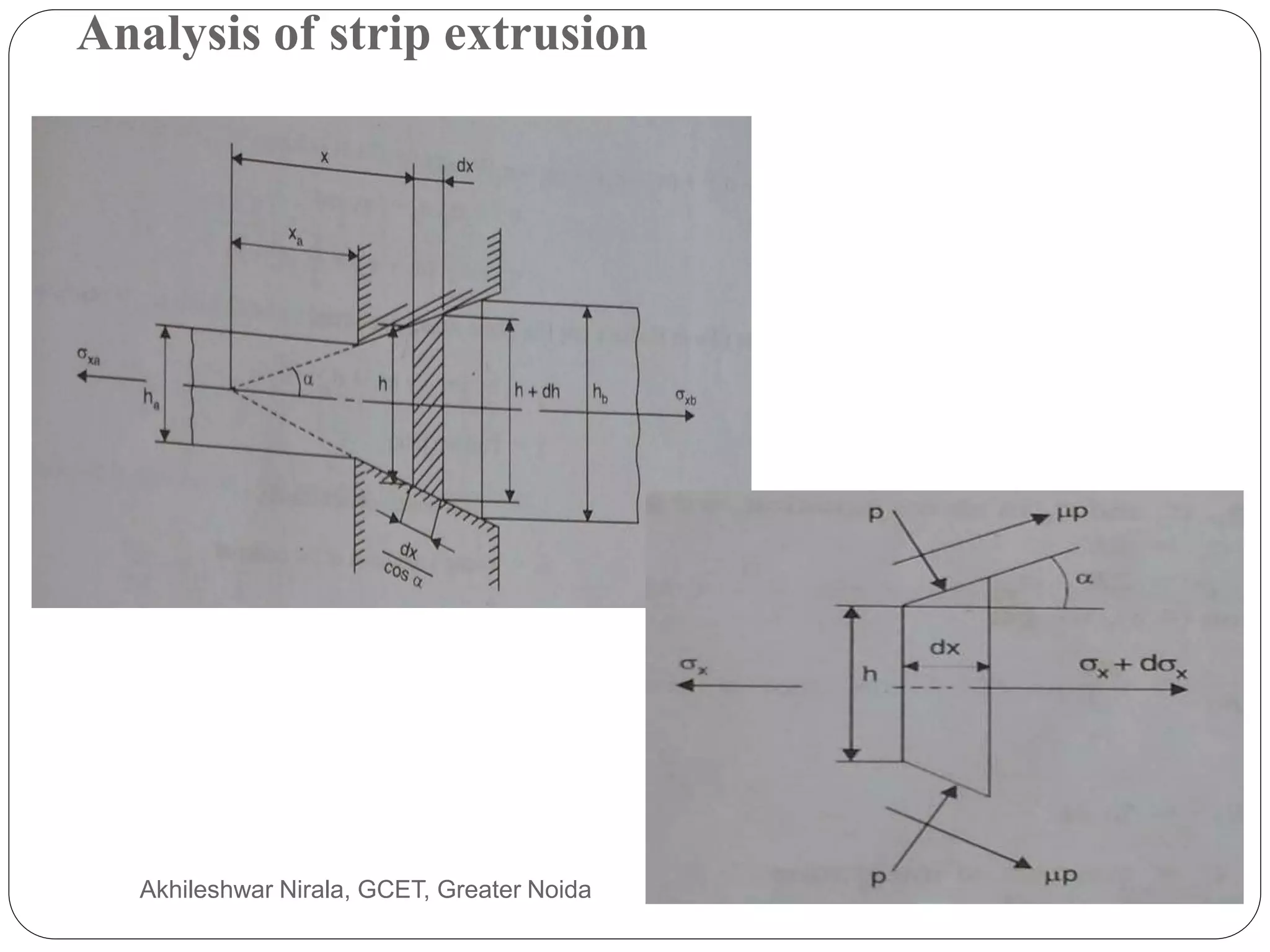
![[2] Strip Extrusion
Akhileshwar Nirala, GCET, Greater Noida
Strip extrusion is a process in which, metal of large thickness gets reduced
in thickness and increase in length through a converging die.](https://image.slidesharecdn.com/rme402-2-190315092817/75/Drawing-and-Extrusion-27-2048.jpg)





The document discusses wire drawing and extrusion processes. Wire drawing is a metalworking process that reduces the cross-section of a wire by pulling it through a die. Extrusion is a process that forms materials by pushing them through a die opening to produce a desired cross-sectional shape. The document covers the assumptions, calculations, and parameters involved in wire drawing and extrusion like reduction in area, die angle, friction, and temperature. It also discusses different types of extrusion like direct, indirect, hydrostatic, and impact extrusion.









































































