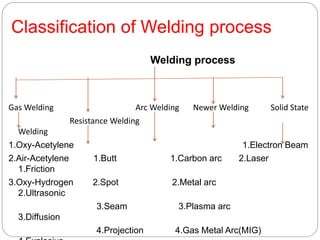
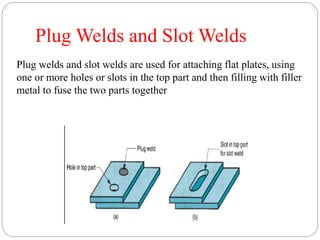
Welding is a process that joins metals by heating them to melting point and allowing them to merge together. There are several types of welding including gas welding, arc welding, resistance welding, and solid state welding. Key factors that influence weldability include melting point, thermal conductivity, thermal expansion, surface condition, and changes to microstructure during welding. Common welding joints include butt, corner, lap, tee, and edge joints which are made using fillet, groove, plug, and slot welds. Arc welding and gas welding are two processes that use an electric arc or gas flame to melt metals. Resistance welding uses electric current to heat and join metals and includes spot, seam, and projection welds.