Download to read offline

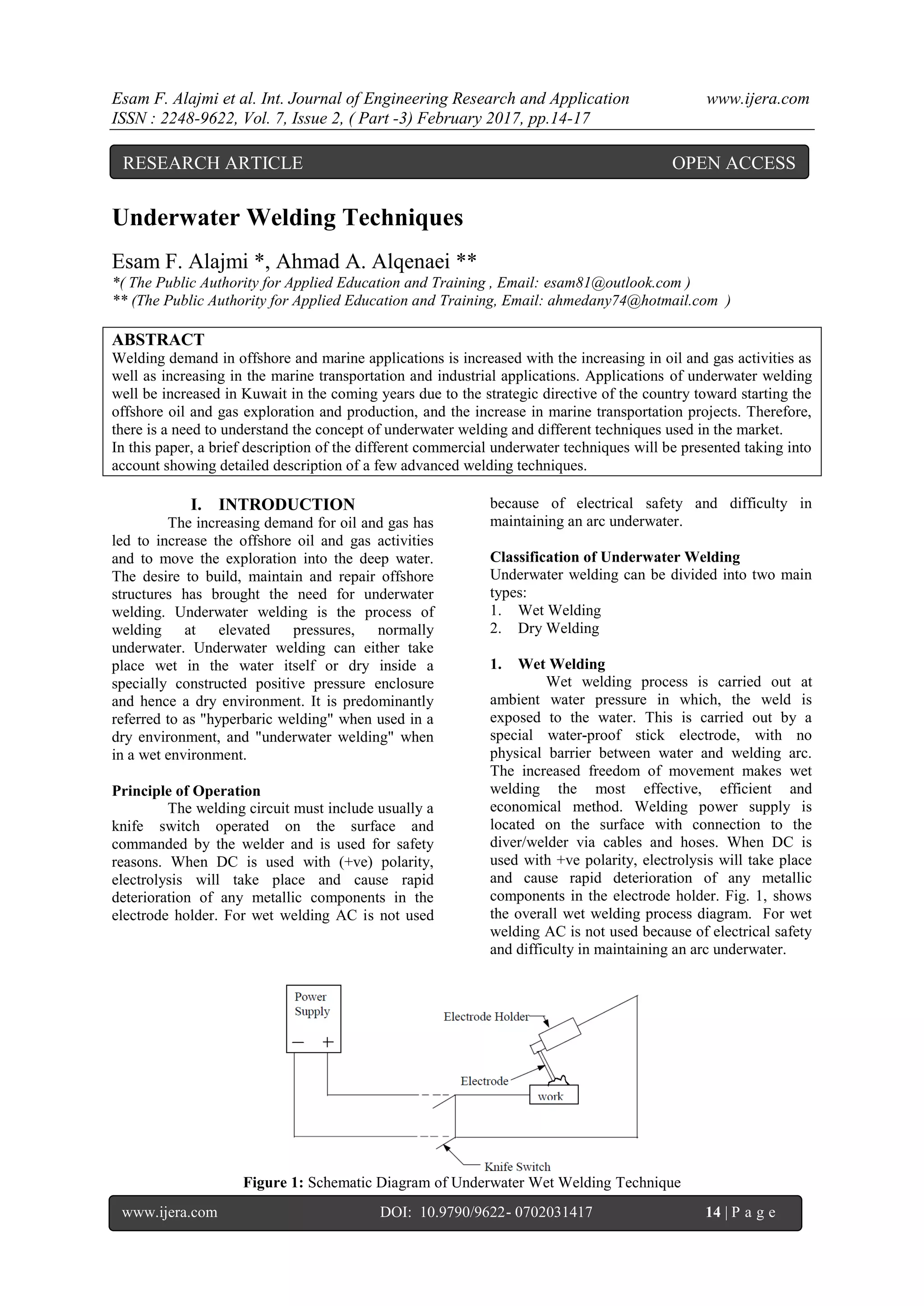




The document discusses the increasing demand for underwater welding techniques in Kuwait driven by the rise in offshore oil and gas activities. It categorizes welding methods into wet and dry techniques, detailing their advantages and disadvantages, along with necessary equipment for each process. The paper concludes by emphasizing the need for further research and development in underwater welding to support Kuwait's industrial growth plans.















![Underwater welding 1[1]](https://cdn.slidesharecdn.com/ss_thumbnails/underwaterwelding11-180325142223-thumbnail.jpg?width=640&height=640&fit=bounds)