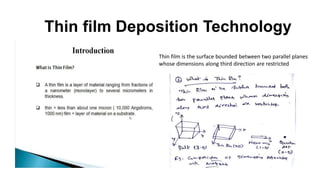
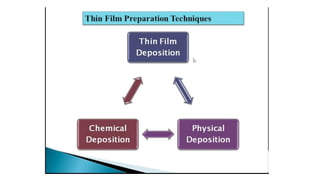
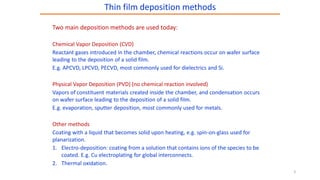
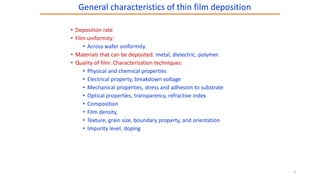
This document discusses thin film deposition technology, covering methods such as chemical vapor deposition (CVD) and physical vapor deposition (PVD), along with other techniques like electro-deposition and thermal oxidation. Key features of these methods include their ability to control deposition rates, film uniformity, material types, and quality characterization techniques. Special attention is given to thermal evaporation and glow discharge sputtering processes, detailing their mechanisms, advantages, and parameters affecting the deposition outcome.



![Thin Film Deposition techniques [Autosaved].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/thinfilmdepositionautosaved-241117063353-54857e32-thumbnail.jpg?width=640&height=640&fit=bounds)















![Thin_Film_Technology_introduction[1]](https://cdn.slidesharecdn.com/ss_thumbnails/1b4496c8-2102-411b-8465-a3dd3f398327-150205034538-conversion-gate02-thumbnail.jpg?width=640&height=640&fit=bounds)


















































