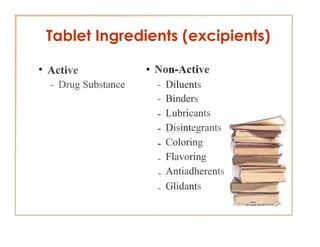
This document discusses solid oral dosage forms, specifically tablets. It defines tablets as solid preparations containing a single dose of one or more active ingredients obtained by compressing uniform volumes of particles. Tablets are popular due to their convenience, stability, accurate dosing, and mass production capabilities. The document outlines the types of excipients used in tablets and their roles. It also summarizes the process of tablet manufacturing including types of presses, ingredients, and granulation methods.