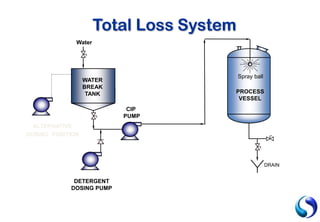
This document provides an overview of clean-in-place (CIP) systems for cleaning process equipment. It discusses what CIP is, the advantages it provides over manual cleaning, and the key factors to consider in CIP system design including temperature, time, chemicals, mechanics, water quality, and monitoring systems. It also covers different types of CIP systems such as boil out, total loss, single use recirculation, and re-use systems. Design of the process equipment and piping is also discussed to enable effective cleaning.