Download as PPSX, PPTX





















![Boiler efficiency
Boiler efficiency =Heat output /
Heat input
Parameters to be monitored for the
calculation of boiler efficiency by
direct method are:
Quantity of steam generated per
hour (Q) kg/hr.
Quantity of fuel used per hour (q)
in kg/hr.
The working in pressure [in
kg/cm²(g)] and superheat
temperature (°C), if any.
The temperature of feed water (°C)
Type of fuel and gross calorific
value of the fuel (GCV) in Kcal/kg
of fuel.
Heat
Input
Radiation
Loss
Steam Output
ESP
Second Pass
Furnace
Prepared by:
Mohammad Shoeb Siddiqui
Sr. Shift Supervisor](https://image.slidesharecdn.com/steamgeneratorpart3-151224090858/75/Steam-generator-part-3-33-2048.jpg)




![Indirect method:
2. Percentage heat loss due to evaporation of water
formed due to H2 in fuel =
9 x H2[ 584 +Cp (Tp-Ta)] / GCV of fuel X 100
Where is:
H2 = Percentage of H2 in kg of fuel
584 = Latent heat corresponding to partial
pressure of water vapour ( 584 K cal / kg).
Loss due to Hydrogen in Fuel = 5.537%
Prepared by:
Mohammad Shoeb Siddiqui
Sr. Shift Supervisor](https://image.slidesharecdn.com/steamgeneratorpart3-151224090858/75/Steam-generator-part-3-39-2048.jpg)

![Indirect method:
5. Percentage of heat
loss due to un-burnt
in fly ash
= [(Total ash collected /kg if
fuel burnt X GCV of fly ash) /
GCV of fuel ] X 100
6. Percentage of heat
loss due to un-
burnt in bottom ash
= [{Total ash collected /kg of
fuel burnt X GCV of
bottom ash} / GCV of fuel ]
X 100
Due to Sen. Heat of Fly Ash = 0.102%
Loss due to Unburnt Carbon = 0.331%
Due to Sen. Heat of Bottom
Ash = 0.071%
4) Due to Sen. Heat of Fly Ash
= 0.102%
Radiation
Loss
Prepared by:
Mohammad Shoeb Siddiqui
Sr. Shift Supervisor](https://image.slidesharecdn.com/steamgeneratorpart3-151224090858/75/Steam-generator-part-3-41-2048.jpg)




















































![Prepared by:
Mohammad Shoeb Siddiqui
Sr. Shift Supervisor
Combustion modifications
These techniques are primarily used to reduce NOx emissions but can
also be used to control SO2 emissions in fluidized-bed combustion
where limestone is used as the bed material. The limestone can
absorb up to 90% of the sulfur released during the combustion
process.
Sorbent injection technologies
Sorbent injection, while not involving modification of the combustion
process, is applied in temperature regions ranging from those just
outside the combustion zone in the upper furnace to those at the
economizer and flue work following the air heater. Sorbent
injection involves adding an alkali compound to the coal
combustion gases for reaction with the SO2. Typical calcium
sorbents include limestone [calcium carbonate (CaCO3)], lime
(CaO), hydrated lime [Ca(OH)2] and modifications of these
compounds with special additives. Sodium or magnesium based
compounds are also used.](https://image.slidesharecdn.com/steamgeneratorpart3-151224090858/75/Steam-generator-part-3-125-2048.jpg)
![Prepared by:
Mohammad Shoeb Siddiqui
Sr. Shift Supervisor
Wet and dry scrubbing technology
Worldwide, wet and dry scrubbing or flue gas desulfurization (FGD) systems
are the most commonly used technologies in the coal-fired electric utility
industry.
In the wet scrubbing process, a sorbent slurry consisting of water mixed
with limestone, lime, magnesium promoted lime or sodium carbonate
(Na2CO3) is contacted with flue gas in a reactor vessel. Wet scrubbing is a
highly efficient (> 97% removal at calcium/ sulfur molar ratios close to 1.0),
well established technology which can produce usable byproducts.
Dry scrubbing involves spraying an aqueous sorbent slurry into a reactor
vessel so that the slurry droplets dry as they contact the hot flue gas [~300
oF (~149 oC)]. The SO2 reaction occurs during the drying process and results
in a dry particulate containing reaction products and un-reacted sorbent
entrained in the flue gas along with fly-ash. These materials are captured
downstream in the particulate control equipment.
Dry scrubbing is a well established technology with considerable
operational flexibility. The waste residue is dry.](https://image.slidesharecdn.com/steamgeneratorpart3-151224090858/75/Steam-generator-part-3-126-2048.jpg)







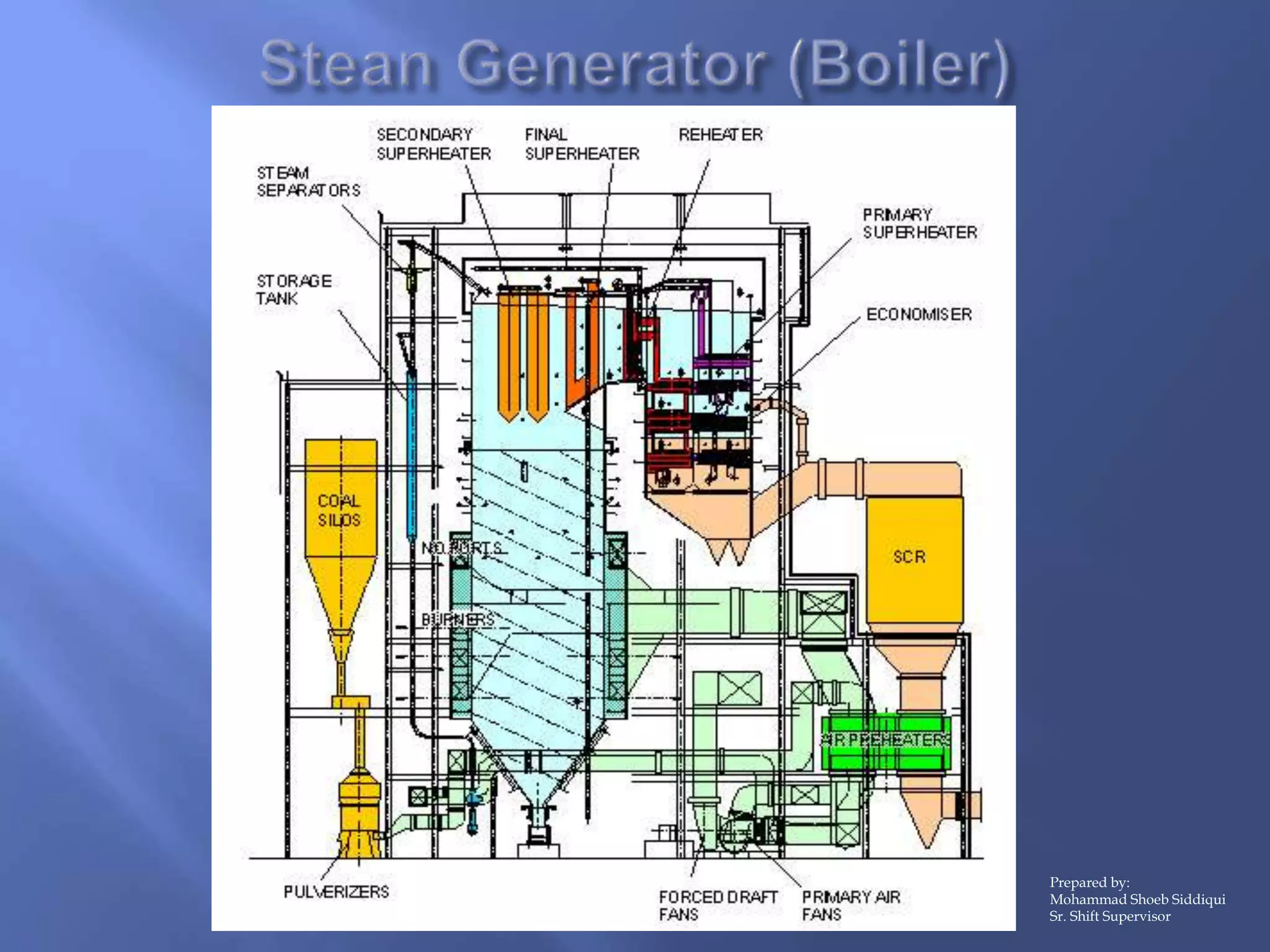
This document discusses steam generators (boilers) and is divided into three parts. The first part covers introduction and types of steam generators. The second part discusses the parts, accessories, and auxiliaries of steam generators. The third part covers the design, efficiency, performance, and protection of steam generators. It provides details on classification, fundamental design considerations, combustion processes, fuel analysis, boiler efficiency calculation methods, and factors that influence boiler performance such as heat losses.






















































































