More Related Content

PDF
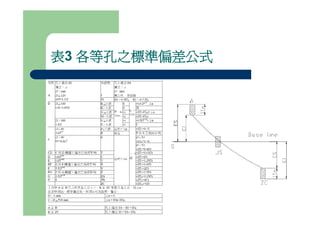
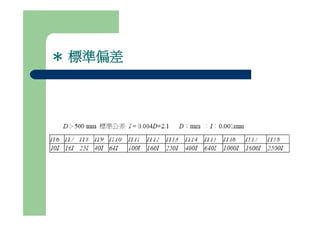
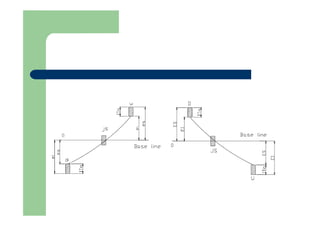
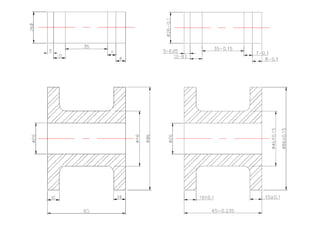
Hole and shaft-basis systems of fits 
PDF

PDF

PDF

PDF

PPT

PDF

PDF
TELUGU BIBLE.pdf -తెలుగు బైబిల్.pdf What's hot

PDF

PDF

PDF

PPT

PDF

PDF
talli prema / తల్లి ప్రేమ 
DOC

DOC

PDF

PDF

PDF

PDF

PDF

PDF

PDF
Taiwan Museum 台灣博物館APP跨渠道體驗設計 
PPT

PDF

PDF

PDF
CEO-032-平衡計分卡概念與實務簡述(鴻海案例) 
PDF
001 管制圖使用問答 SPC Chart Tips Viewers also liked

PDF

PPT

PDF
Wire harness & cable assembly 基礎認識 
PPT

PDF
Wire harness & cable assembly 塑膠概論 
PDF
Wire harness & cable assembly 進階瞭解 More from handbook

PDF

PDF
IE-037-Basic Concepts Of Erp(Ok) 
PDF

PDF

PDF

PDF

PDF

PDF

PDF

PDF

PDF

PDF

PDF

PDF

PDF

PDF

PDF

PDF

PDF

PDF