Downloaded 111 times











![ Other internal discontinuities in metals,
Composites, plastics, and ceramics, as well as to measure thickness and
Analyze material properties.
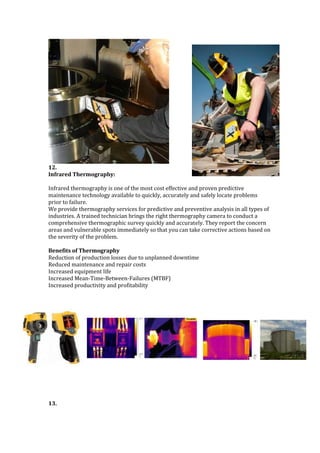
Area of Inspection for power plant: We inspected following component and zone by
Advanced Ultrasonic Phased Array
01. Supar Heater Tube 02. Water wall Tube 03. Tube to Connect Ceiling Super Heater
Header To Boiler Dram, 04. Condenser Tube 05. Over Heated Convective Supper Heater
06. Platen To Platen Tube 07. Deaerator 08. Valve Joints 09. Down Commar Line 10.
Economizer Tube 11. Economizer to Boiler Dram Line 12. Boiler Dram Outlet Line 13.
Ceiling Super Heater Tube 14. Main Steam Line [Tube to Steam Collector Line] 15.
Injection Tube 16. Ceiling Super Heater Header to Boiler Dram
07.
Radiography Testing Products
Radiography is the most commonly known non-destructive test method. Radiography
can be used to obtain permanent image of surface and sub-surface (embedded)
discontinuities. The same discontinuities can be radiographed again after a period of
service life and the radiographs can be compared to measure the change in the size and
shape of the discontinuity. There are numerous applications of radiography in
engineering applications.
Some of the common uses are detection of surface and subsurface features of interest in
welded parts, castings, forgings, wall thickness measurement, corrosion mapping,
detection of blockages inside sealed equipment, detection of reinforcing material in
concrete slabs, measuring bulk density of materials measuring porosity in concrete etc.
The conventional film radiography is the most sensitive test method. On the contrary
digital or computed radiography have certain advantages over conventional film
radiography.](https://image.slidesharecdn.com/c7661532-02c3-4374-a9ec-78c5e934cd09-150709104518-lva1-app6891/85/Project-Proposal-for-Predictive-Maintenance-Power-Plant-14-320.jpg)












S1. The document proposes establishing an industrial predictive maintenance and troubleshooting lab in Bangladesh to help power generation and production plants minimize costs and downtime through non-destructive testing (NDT) and condition monitoring techniques. S2. The lab would develop NDT and condition monitoring facilities using methods like vibration analysis, oil analysis, ultrasonic testing, and thermal analysis to detect problems in power plants and save plants from failures. S3. This predictive maintenance approach aims to reduce maintenance costs, minimize unplanned shutdowns, and increase plant efficiency and availability.




























































