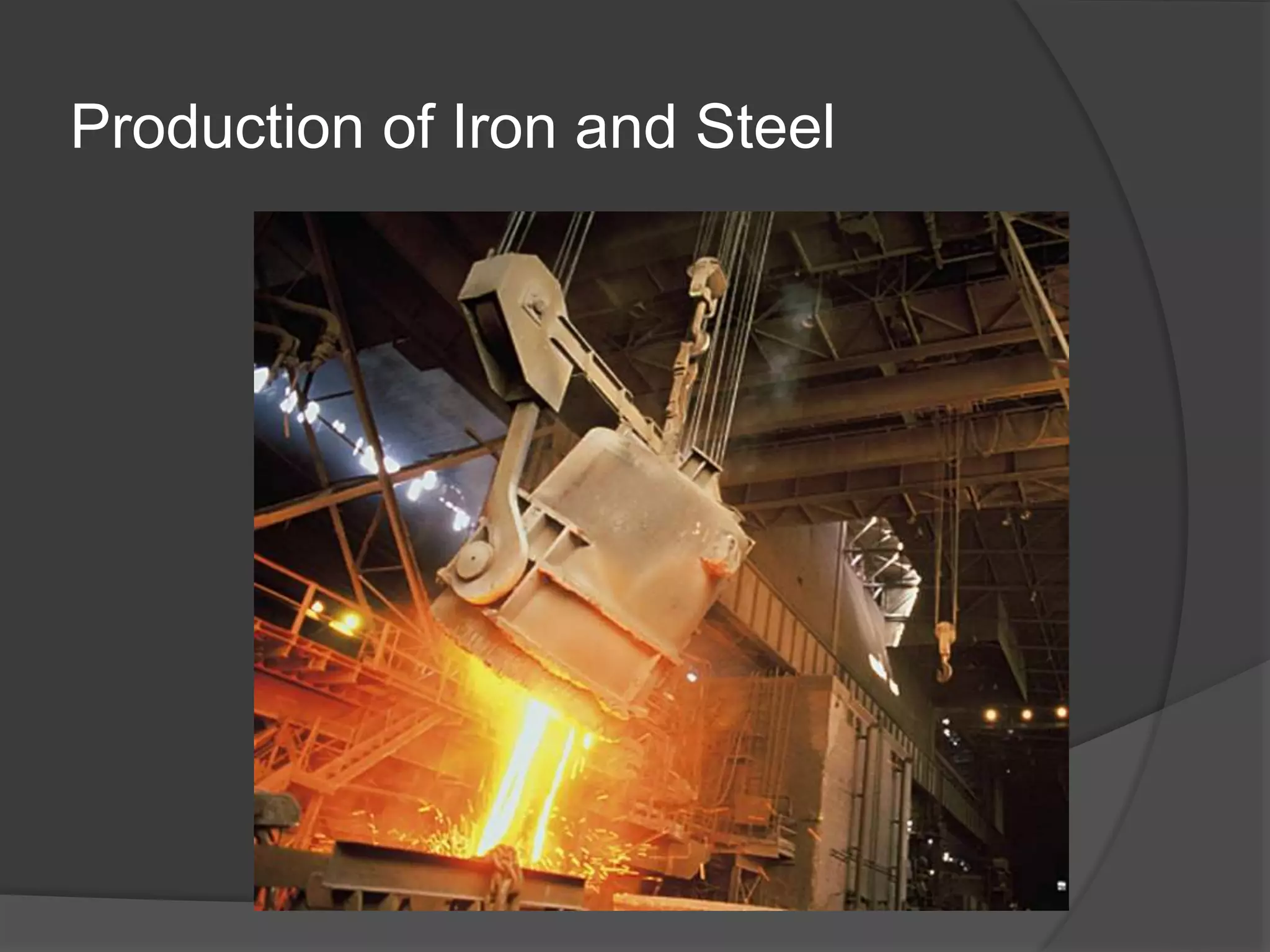
The document discusses the production of iron and steel from raw materials. It describes how iron ore, limestone, and coke are used as the raw materials in a blast furnace to produce pig iron. Hot air is blown into the blast furnace to drive a chemical reaction where coke reduces iron oxide to iron. The molten pig iron and slag are then tapped from the furnace. Further steelmaking processes like the basic oxygen furnace process are used to refine the pig iron into steel by removing impurities with an oxygen lance in under 45 minutes.