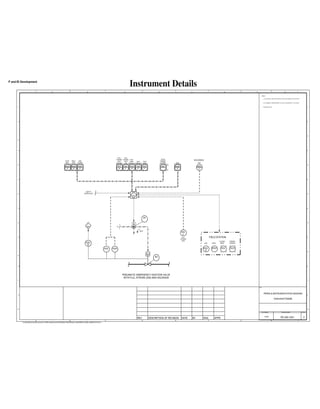
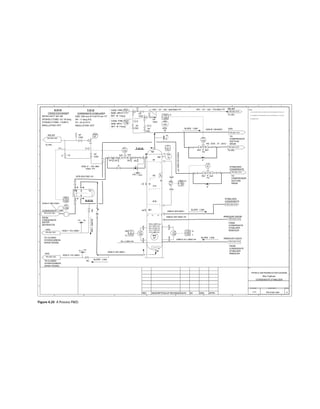
This document provides an overview of piping and instrumentation diagram (P&ID) development. It discusses the importance of P&IDs and the development process. Key parties involved in P&ID development include engineering, operations, and maintenance. The document also outlines the anatomy of a P&ID sheet and general rules for drawing P&IDs, including showing items, identifiers, and different types of diagrams. Principles of P&ID development include addressing normal and nonroutine operations as well as provisions for maintenance and future changes.

























![Piping and Instrumentation Diagram Development
16
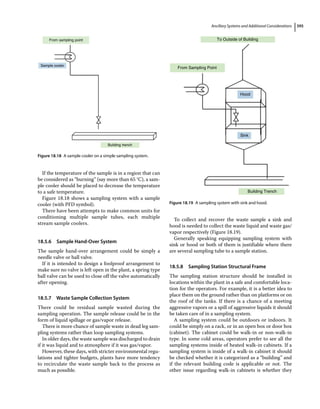
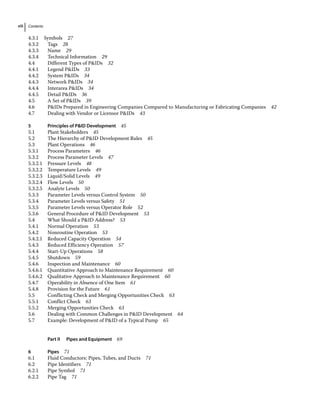
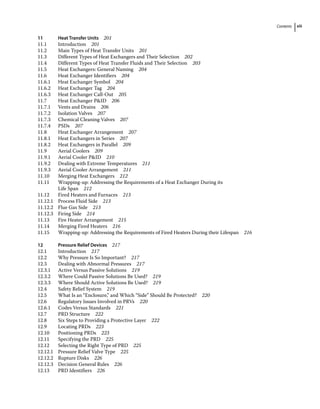
The Revision block basically shows the creation history
of a PID sheet. By studying the Revision block, one can
know when each revision of PID was issued and who
are involved in the PID development and approval. The
different revisions were discussed in Chapter 2.
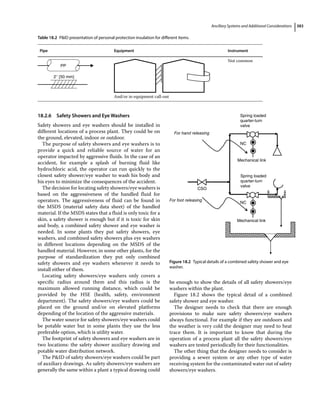
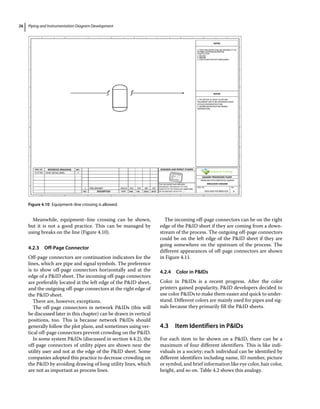
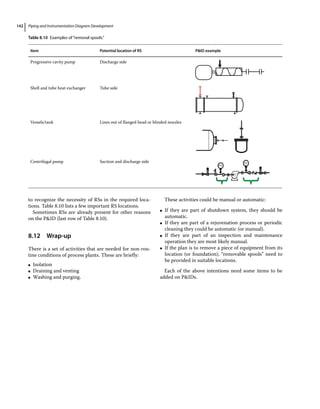
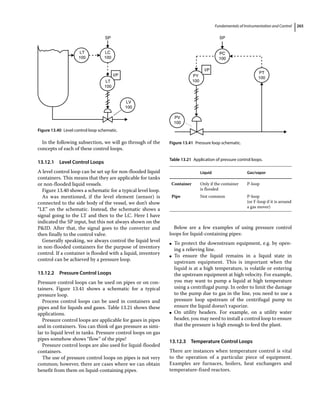
3.5 Comments Block
The Comments block is the area where everything that
cannot be pictured in the main body of a PID is shown.
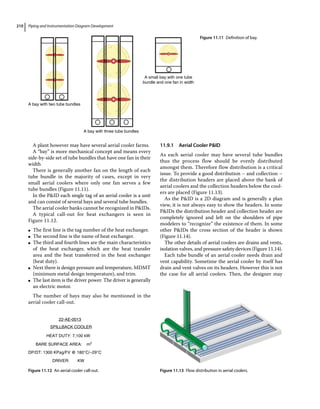
It can have a Holds area and a Notes area (Figure 3.6).
The Holds area is not used by all companies. The
general rule in PID development is that if an item or a
portion of a PID does not meet the quality and com-
pleteness expected for a given revision level, it should be
clouded and the word hold should be written near the
border of the cloud.
Completeness in regard to the revision level of a PID
is very important. If whatever is incomplete is supposed
to be clouded, all the items on the first revision of a PID
(e.g. issue for review [IFR]) should be clouded. But this is
not always the case. In an IFR revision of a PID sheet,
only the items that should be clouded are those that are
expected to be completed and firm in the IFR revision
but are not. Therefore, to be able to decide if one item on
the PID should be clouded, company guidelines should
be followed. In the case of lack of company’s guideline,
Table 19.4 in Chapter 19 can be consulted.
Notes:
Holds:
Reference drawings Revision
block
Company’s logo
Engineering seal
Company registration
Title block
Figure 3.1 The outline of a PID sheet.
Figure 3.2 Typical Title block.
Engineer and permit stamps
This document was prepared exclusively
for XXXX by YYYY and subjects to the
terms and conditions of its contract with
YYYY.......
Legal terms
Permit to practice
Signature:----------
Date:-----------------
Permit number:-------
Figure 3.3 Typical Ownership block.
DWG.No. Reference drawings REV.
A
HVAC detail DWG.
52-27-002
Figure 3.4 Typical Reference block.](https://image.slidesharecdn.com/pipingandinstrumentationdiagramdevelopment-230302184324-9a1d2221/85/Piping-and-Instrumentation-Diagram-Development-pdf-36-320.jpg)








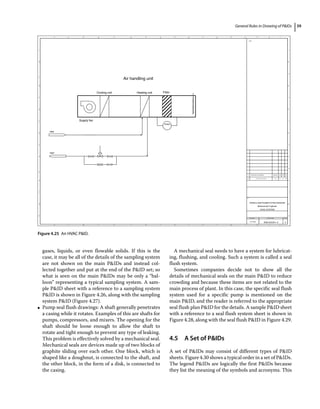
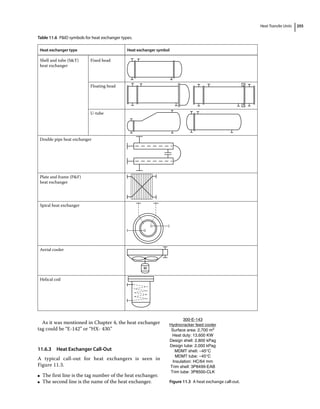
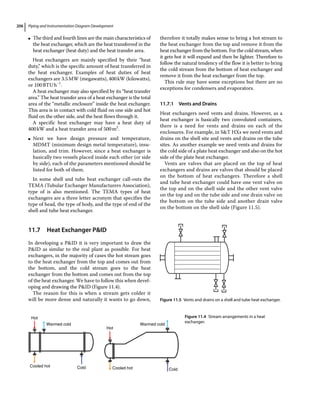
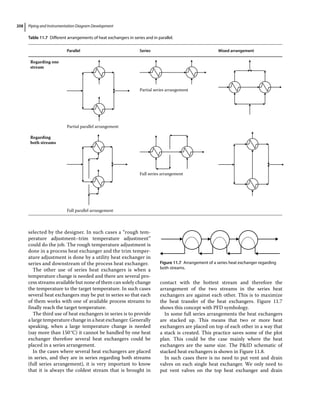
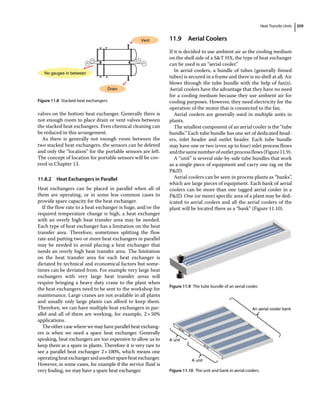
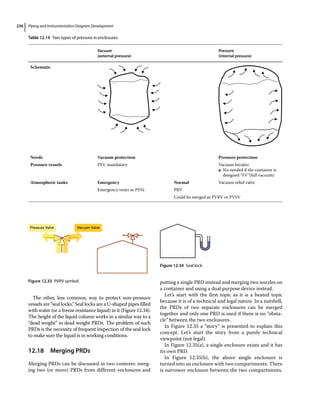
![General Rules in Drawing of PIDs 31
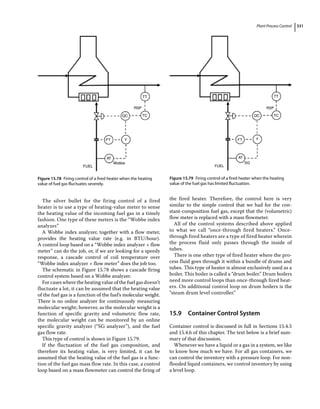
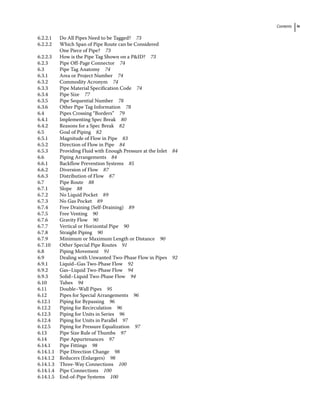
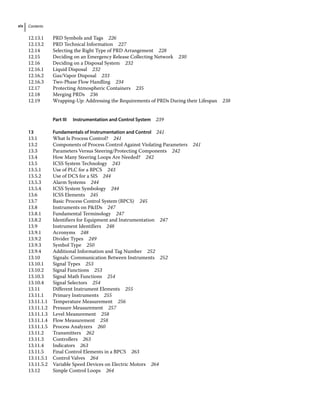
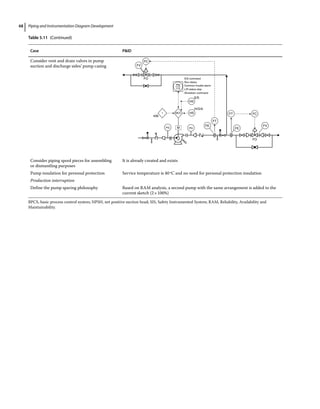
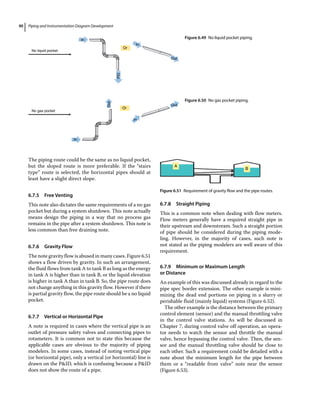
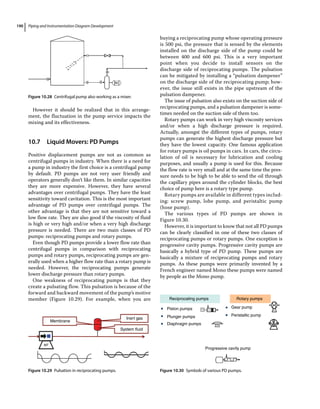
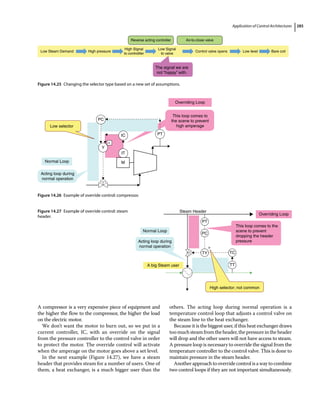
So, the sparing philosophy for tires for the car in this
example is 5×25%; this means four of them are operating
tires and one of them is a spare.
How is 5 × 25% interpreted as four operating ties and
one spare tire?
100
25
4 4 operating tires
5 4 1 1 spare tire
The 100 in the calculation is a fixed number.
In process plants, the sparing philosophy is a parame-
ter that is mainly defined as a need for parallel units. For
single equipment, the sparing philosophy is simply
1×100% and possibly does not need to be mentioned on
the PIDs. The other examples of sparing philosophy is
shown in Table 4.6.
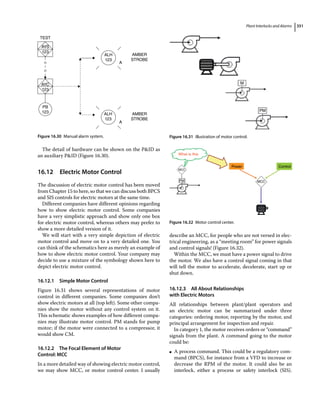
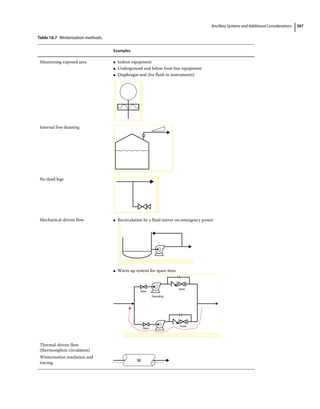
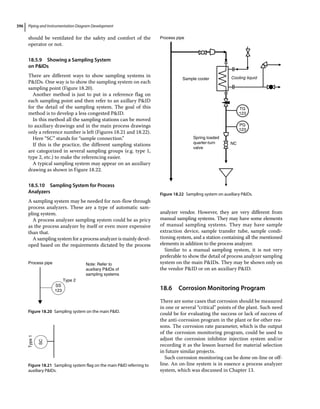
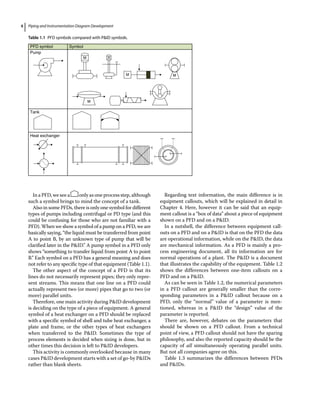
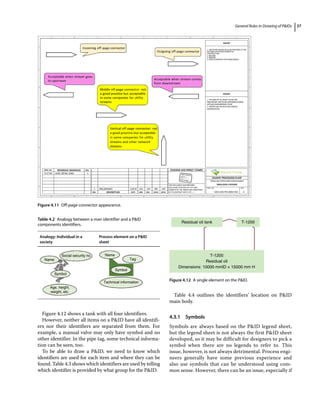
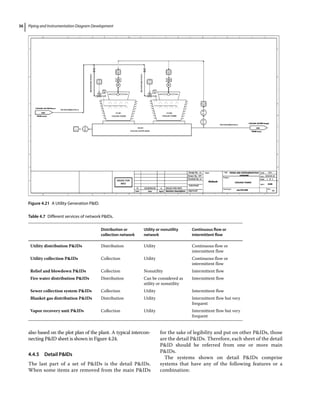
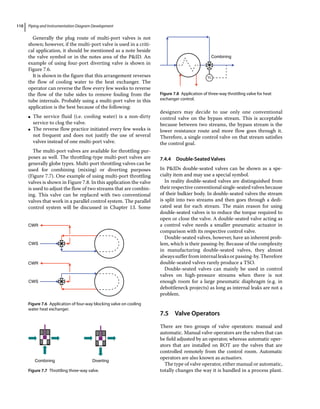
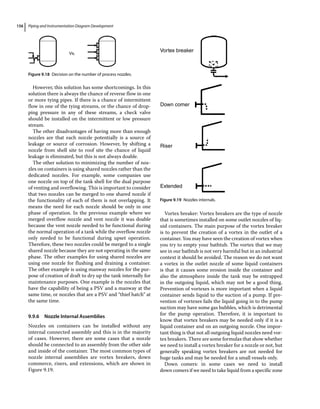
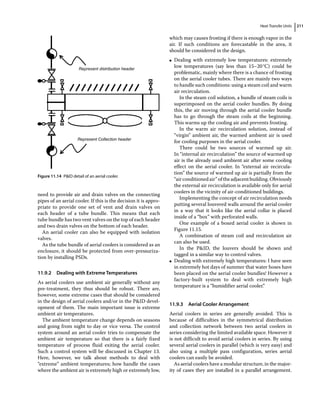
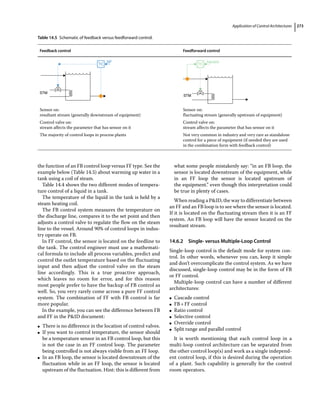
There are some variations of expressing a sparing
philosophy. For example, there can be three sand filters
in parallel that all function during normal operation, but
when one of them is out of service and backwashing is
applied, just two of them are doing the filtration. This
sparing philosophy can be shown in Figure 4.16.
However, when the sparing approach is more compli-
cated, it could be more difficult to show it as a simple
block of a number of parallel equipment multiplied into
a percentage value. More complicated type of sparing
schemes will be discussed in Chapter 5.
Design pressure and design temperature are the next
items in an equipment callout. The design pressure is the
pressure with which the container or a piece of equip-
ment can operate continuously with no safety hazard.
Equipment tag Equipment name
Main equipment parameter(s) [one or two]
Sparing philosophy
Trim no.
Lining/coating/insulation
DP@DT
Figure 4.15 The anatomy of a callout.
Water from source
Dirty B/W water
Dirty B/W header
Treated water header
To waste management system
From wells
From treated water tank
FC
11
SG
12
SG
11
KV
11 21
FY
11
FC
21
SG
22
SG
21
KV
FY
21
FT
11
FE
11
FT
21
FE
21
31
FC
31
SG
32
SG
FL-100A FL-100A FL-100B
31
KV
FY
31
FT
31
FE
31
Filtered water
To treated water tank
Clean B/W water
Feed water header
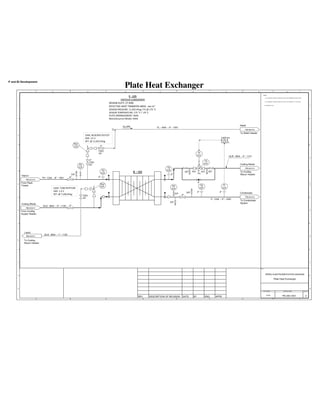
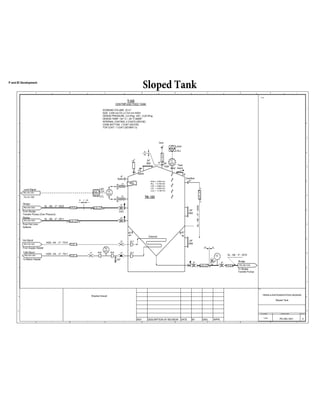
200-FL-100 A/B
Water sand filter
Capacity: 600 m3/h
Sparing philosophy:
3×33% (normal)
2×50% (backwash)
B/W header
Figure 4.16 Sparing philosophy of three filters during normal operation and only two filtering during backwash.
Table 4.6 Examples of sparing philosophies.
Sparing philosophy notation Sparing philosophy meaning
1×100% 100
100
1 1Operating
1 1 0 No Spare
2×100% 100
100
1 1Operating
2 1 1 1 Spare
3×50% 100
50
2 2 Operating
3 2 1 1 Spare
4×33% 100
33
3 4 Operating
4 3 1 1 Spare
5×25% 100
25
4 4 Operating
5 4 1 1 Spare](https://image.slidesharecdn.com/pipingandinstrumentationdiagramdevelopment-230302184324-9a1d2221/85/Piping-and-Instrumentation-Diagram-Development-pdf-50-320.jpg)














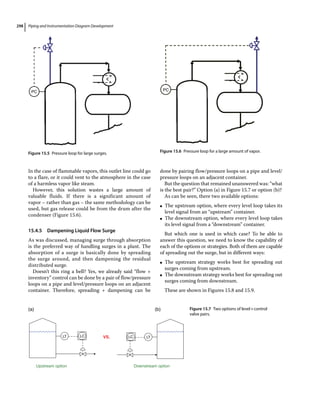
![Principles of PID Development 55
the flow rates that fail to fill the cylinder of the pump in
one stroke. Partial filling of the cylinder may cause some
damage to mechanical components of the pump in the
long term. This minimum flow is a function of cylinder
volume and stroke speed of a specific pump.
The TDR of a pipe is a bit more complicated. Here the
minimum flow should be defined as the minimum flow
that does not fall into laminar flow, or the minimum flow
that keeps a check valve open. For liquid flows in pipes,
the minimum flow can be interpreted as the minimum
flow that makes the pipe seal (no partial flow pipe)
because a flow smaller than that will freeze in an outdoor
pipe. If the flow contains suspended solids, the minimum
flow should prevent the sedimentation of suspended
solids.
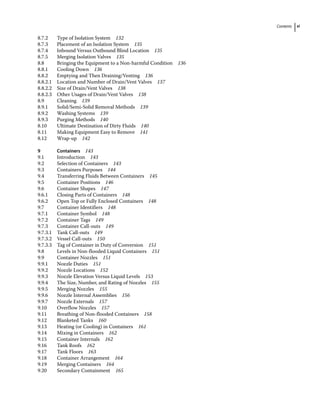
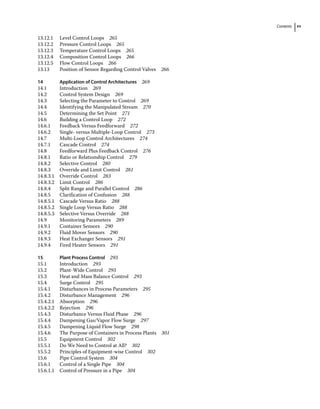
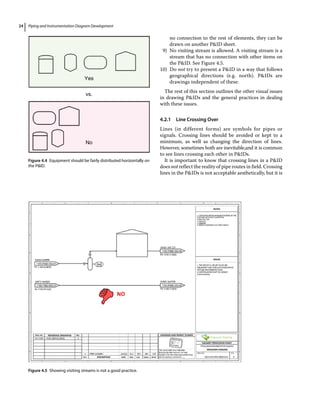
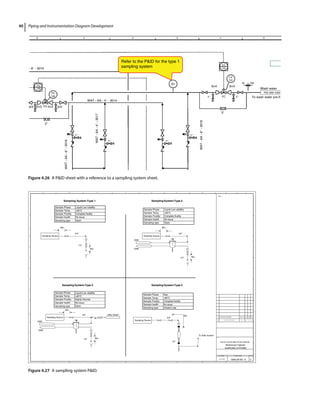
Table 5.5 is a table of typical TDR of some equipment.
Table 5.6 shows the large TDR of storage containers.
The high TDR of these items also explains why contain-
ers are used for surge dampening in plant‐wide control
practices.
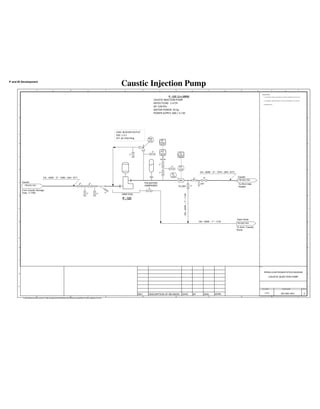
In some cases, deciding on the required TDR needs
additional consideration. One example is a chemical
injection package. TDR is important for chemical injec-
tion packages to ensure that there is no time that chemi-
cal overdoses or underdoses happen, if both of them are
intolerable to the process.
It is popular to expect to see a chemical injection pack-
age provide a TDR of about 100:1 or lower; possibly 10:1
can be provided by stroke adjustment and another 10:1
through VFD. But why is such large TDR is necessary if
the host flow experiences only 2:1? This huge TDR is
generally because of the uncertainty in required chemi-
cal dosage and abundance of chemical producers. If the
dosage is fairly firm and the chemical is a nonproprietary
type, the TDR can be decreased to lower the cost of the
chemical injection system.
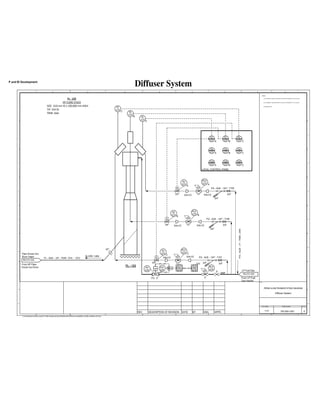
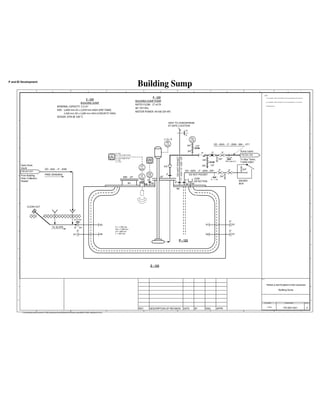
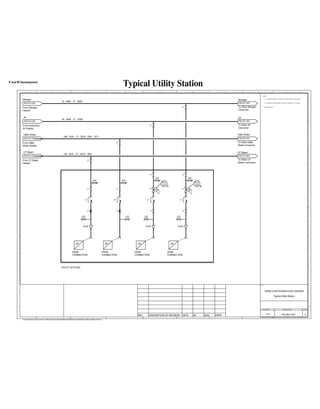
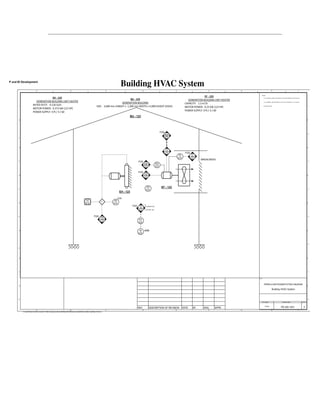
5.4.2.1.2 Flexibility of Utility Networks
The flexibility of utility networks is also defined by TDR.
As mentioned, when a TDR of, for example, 2/1 in a plant
is requested, the TDR of utility network should be higher.
As the utility system needs a large TDR, it generally
needs a container in the utility production area to absorb
the fluctuations caused by the utility usage change in
process areas. Table 5.6 shows the name of these surge
containers in different utility systems.
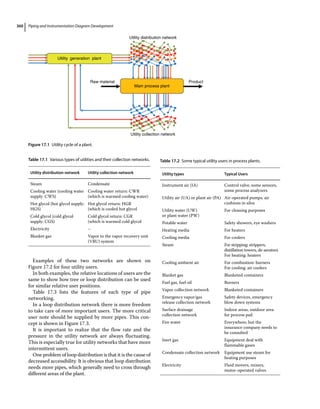
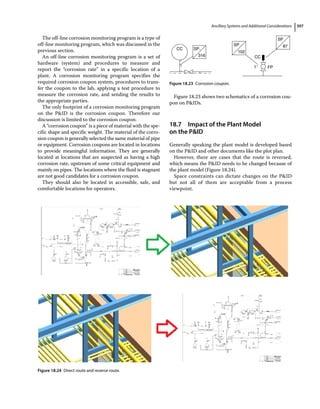
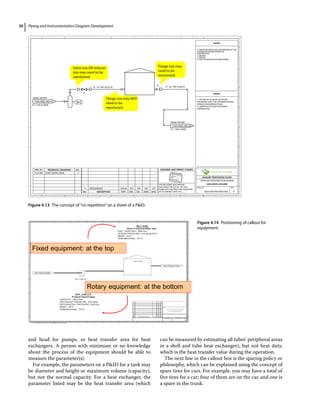
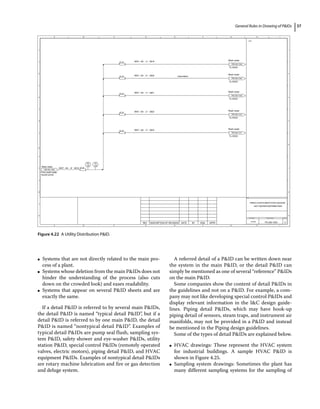
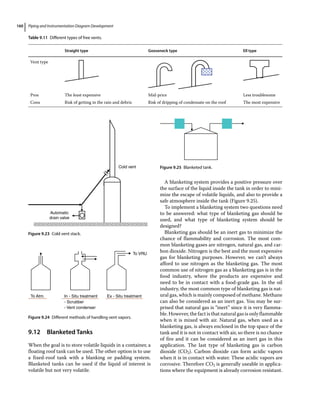
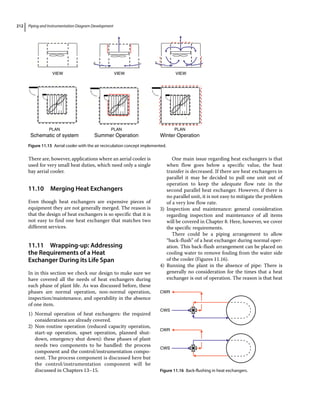
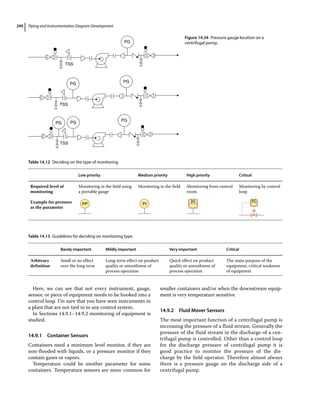
The utility network by itself experiences different levels
of turndown, and consequently it needs different TDR. The
main header can need the minimum TDR, whereas the
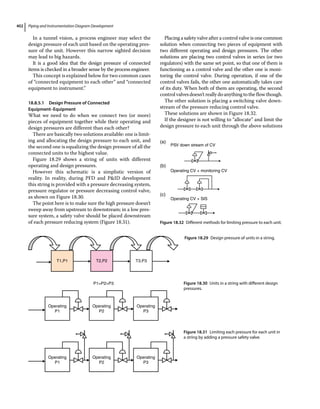
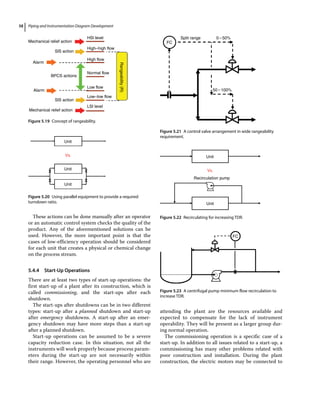
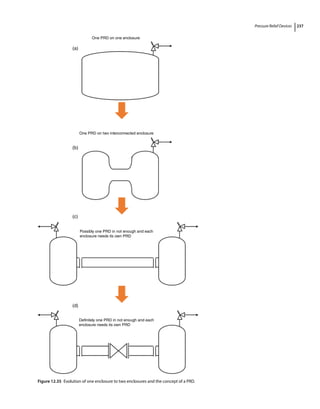
subheads may need a higher or lower ratio (Figure 5.18).
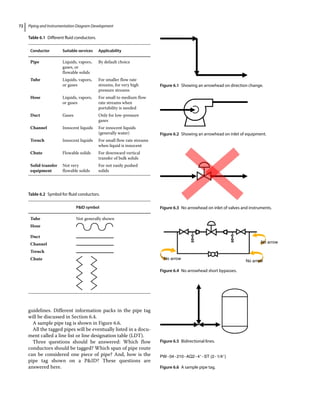
Achieving a high TDR for the utility network and
instruments is not difficult. The utility network is mainly
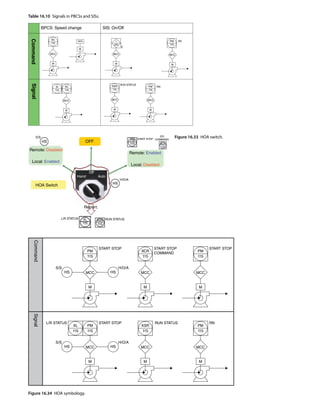
Mechanical relief action
Mechanical relief action
SlS action
SlS action
Alarm
Alarm
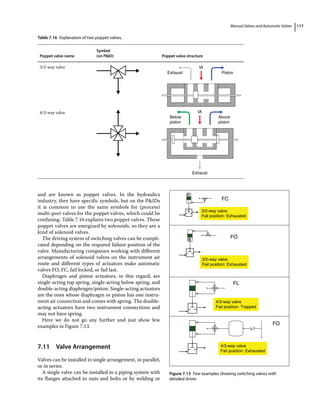
BPCS actions
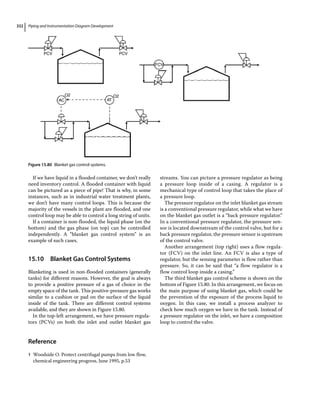
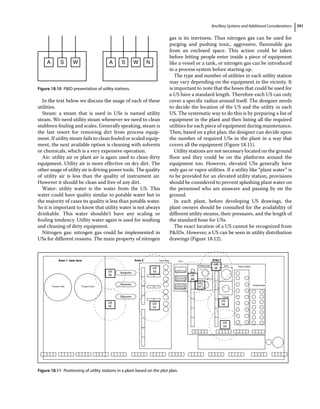
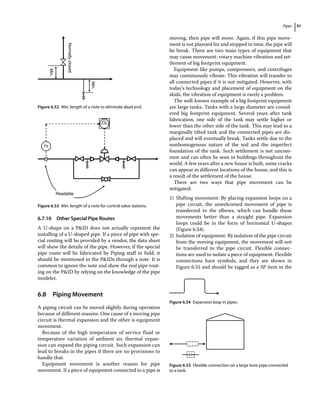
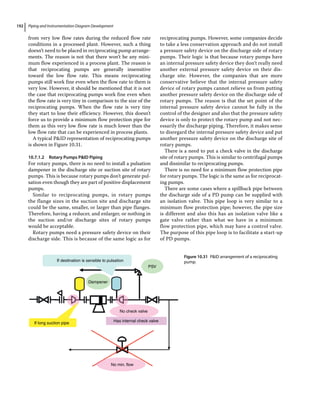
High–high flow
HSl level
High flow
Normal flow
Low flow
Turn-
down
ratio
(TDR)
Low–low flow
LSI level
Figure 5.17 Concept of turndown ratio.
Table 5.5 Turndown ratio of some selected equipment.
Item Turndown ratio
Pipe Large but depends on the definition of
maximum and minimum flow.
Storage
containers
(tanks or
vessels)
Very large (maximum is total volume of the
container, but minimum could be dictated by
downstream item. For example a centrifugal
pump dictates a minimum volume to provide
required net positive suction head [NPSH]).
Centrifugal
pump
Typically 3:1–5:1
PD pump Theoretically Infinite
Heat
exchanger
Small, depends on the type (e.g. less than
1.5:1)
Burner Depends on the type between 2:1 to 8:1
Table 5.6 Utility surge container to provide turndown ratio.
Utility Surge container
Instrument air (IA) Air receiver
Utility water (UW) Water tank
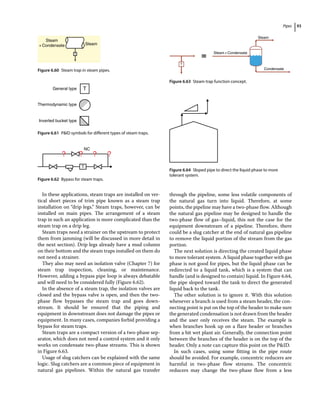
Utility steam (US) Steam drum in conventional
boilers (in steam generators
cannot be stored; the system
design should be in a way to
“float” US with other streams.
Utility air (UA) No dedicated container can
“float” with IA
Cooling water (CW) Cooling tower basin
Cooling or heating
glycol
Expansion drum](https://image.slidesharecdn.com/pipingandinstrumentationdiagramdevelopment-230302184324-9a1d2221/85/Piping-and-Instrumentation-Diagram-Development-pdf-74-320.jpg)




![Principles of PID Development 61
make the equipment needier for maintenance. These
two components are discussed next.
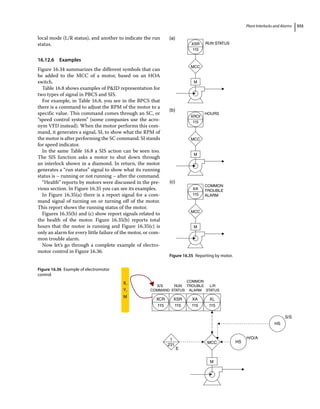
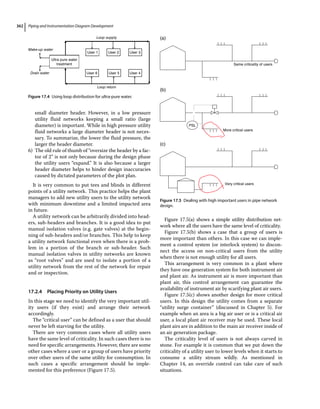
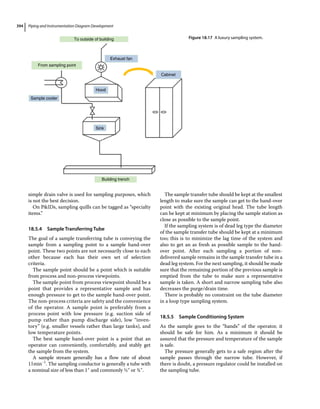
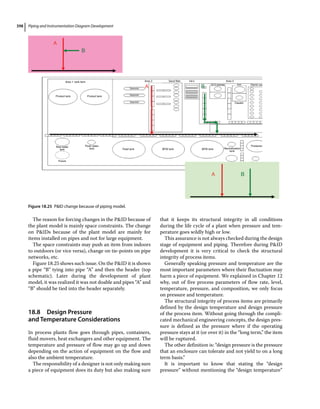
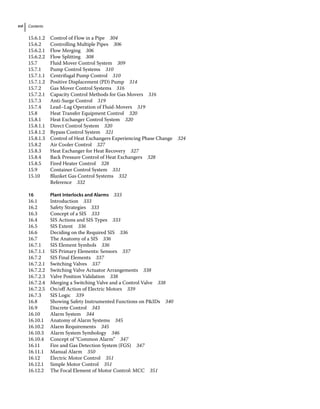
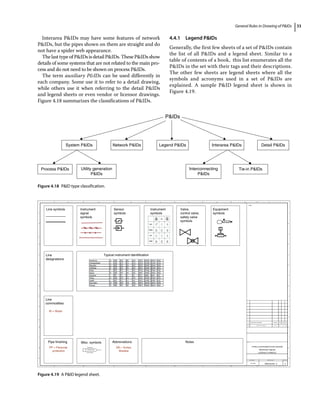
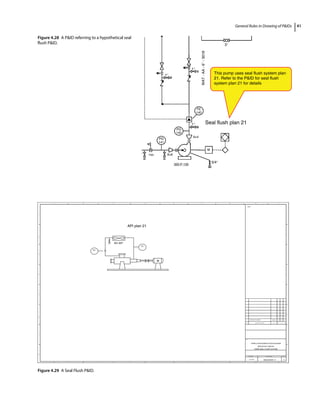
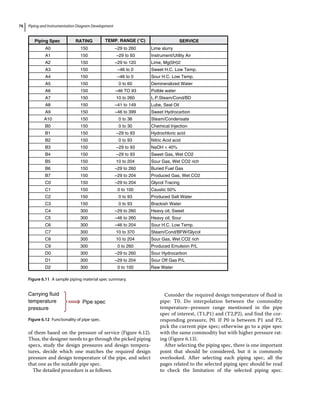
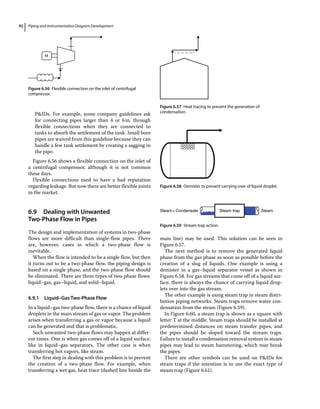
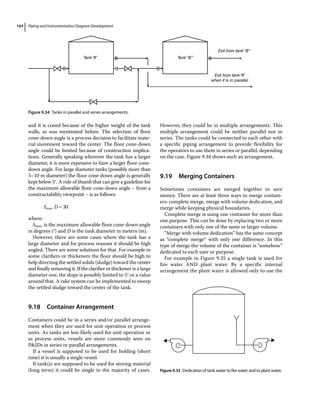
The equipment that are static generally need less
maintenance. Among nonstatic equipment (i.e. dynamic
equipment), the ones with linear (reciprocating) move-
ments may need more maintenance attention than the
ones with rotary movements (Figure 5.25).
Where there is a rotating shaft in a piece of equipment,
the high rotational speed shafts (high revolutions per
minute [RPMs]) may need more maintenance attention
than low RPM shafts. Pieces of equipment that have tight
clearances may need more inspection and maintenance.
This is especially true if they are being used in services
that are not clean.
When it comes to process and process conditions, the
equipment that works in very high or very low tempera-
tures or pressures may need more maintenance atten-
tion. The equipment that processes non‐innocent fluids
(i.e. highly acidic, precipitating, scaling, fouling, or any
other aggressive fluid) may need more maintenance
attention.
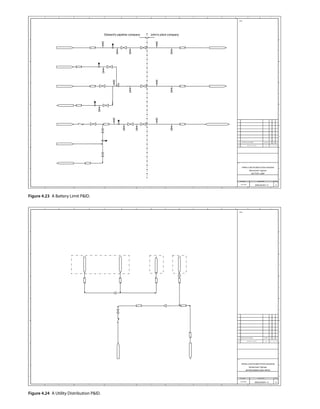
5.4.7 Operability in Absence of One Item
The designer needs to decide the repercussions of equip-
ment loss, which means in the absence of a piece of
equipment, it needs to be decided what will happen to
the rest of unit or plant. The wide range of answers and
decisions include:
1) Do nothing! In this case, the piece of equipment,
unit, or even plant should shut down in the absence of
a piece of equipment or instrument. This option
should be avoided. Sometimes it is inevitable when a
piece of equipment of interest is the main or one of
the main pieces of equipment of the plant.
2) Accumulation of fluid in middle containers. In this
solution, placing two containers with enough resi-
dence times upstream and downstream of the absent
component help to prevent the absence of the compo-
nent get “visible” by the rest of plant. In this solution,
the upstream container allows the accumulation of
fluid, and the downstream container provides flow for
the downstream units.
3) Redirecting the in‐flow to a “reservoir” for later
usage. In this solution, the feed to the equipment can
be redirected to a temporary reservoir (like waste
tank or pond) to be processed later by returning it
back to the system. Usually this is solution is not avail-
able for gases or vapors.
4) Redirecting the in‐flow to an “ultimate disposal”
system. This solution is the same as previous one, but
the flow sent to the external reservoir cannot be
returned. The feed to the equipment can redirected
to a waste‐receiving system, like a flare system. This
option can be considered if the preceding option is
not doable. The previous option is definitely a better
option because valuable materials are not lost.
5) Bypassing the absent item. The feed to the equip-
ment can be bypassed temporarily with marginal
impact on the operation of the system, like bypass-
ing a trim heater if being off‐temperature does not
hurt the plant for a short time. There are some cases
that is decided to bypass the equipment or unit when
it is out of operation. This can be done if the lack of
equipment or unit does not affect the process in the
short term.
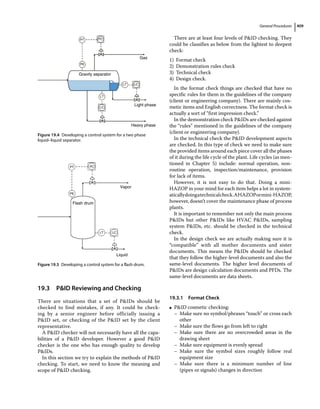
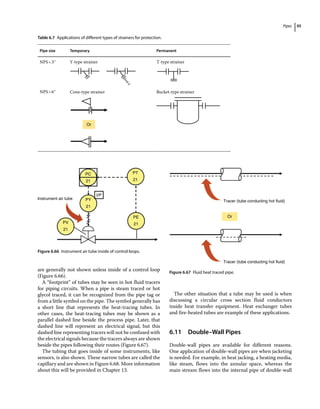
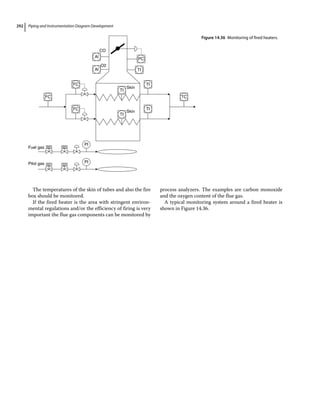
6) The nearly “similar” item in parallel. A nearly simi-
lar system in parallel can take care of the flow that
used to go to the absent system but not necessarily
with the same quality. One example is having a man-
ual throttling valve (e.g. globe valve) in a bypass loop
of a control valve. The other example is placing a
bypass pipe for a pressure safety valve (PSV) together
with a pressure gauge (or pressure gauge point) and a
globe valve. In the case of pulling the PSV out of oper-
ation, an operator will act as a PSV by monitoring the
pressure of the container and being prepared to open
the valve if it is needed.
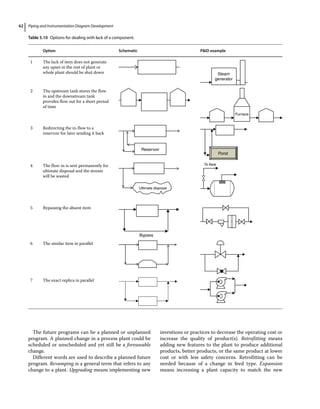
7) The exact “similar” item in parallel. A parallel,
exact replica as spare system can take care of the flow
that used to go to the absent system. This is the most
expensive option. The examples are all spare pumps
or spare heat exchangers (in very fouling services).
Spare equipment are very common for fluid‐moving
equipment as usually the pumps and compressors
cannot be handled otherwise. One important exam-
ple is having two fire pumps in parallel with two dif-
ferent types of drives (i.e. one electromotor and the
other one a diesel drive pump). The spare can be in
different forms.
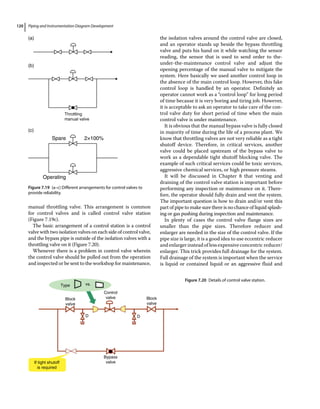
In Table 5.10, the schematics of these options in the
PID are shown.
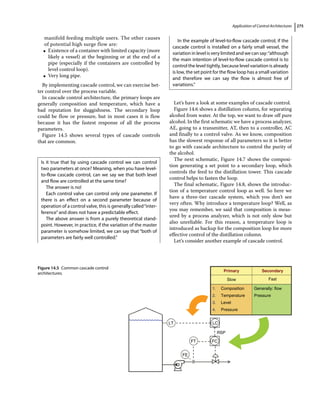
5.4.8 Provision for the Future
The other concept that may affect the development of
the PIDs are provisions for the future. The future
arrangement of a plant is not necessarily similar to the
current arrangement of plant because the future of a
market is not always foreseeable, or if it is foreseeable, it
is not economically justifiable to incorporate it into the
current plant design. However, to minimize the cost of
rearrangement of a plant in the future, some items can be
placed in the plant design and the PID. Therefore,
some “footprints” of future on a PID may be seen; how-
ever, not all plants consider the future.](https://image.slidesharecdn.com/pipingandinstrumentationdiagramdevelopment-230302184324-9a1d2221/85/Piping-and-Instrumentation-Diagram-Development-pdf-80-320.jpg)

















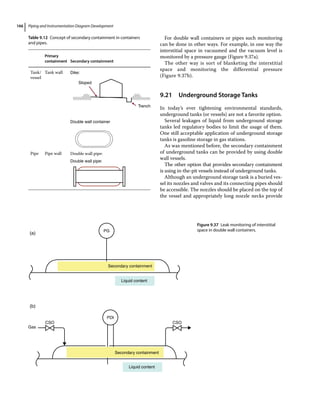
![Pipes 85
In this arrangement, the first thing to be considered is
making sure that the flow goes in the direction intended.
For all the cases of a single‐source, multiple‐destination
pipe, multiple‐source, single‐destination pipe, and multiple‐
source, multiple‐destination pipe having multiple points
as source or destination is common. For simplicity, only the
cases that have multiple destinations will be discussed.
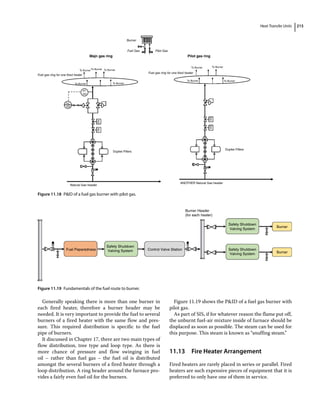
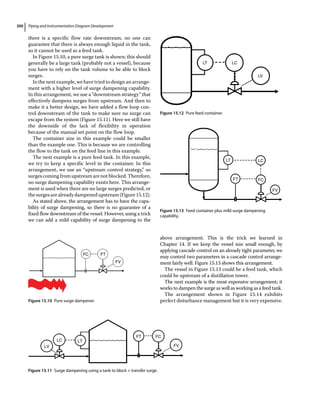
For these cases (as seen in Figure 6.35), the process
requirement could be one of these goals: diverting or
distributing the flow.
In diverting the flow, the goal is to transfer the flow to
only one user at a time, while in distributing the flow, the
goal is to direct the flow with different magnitudes to
multiple users at the same time.
It means that in a multipoint source or destination in
addition to making sure the flow is in the right direction,
secondary goals should also be achieved.
The following sections explain how to satisfy the
requirement of different pipe arrangements.
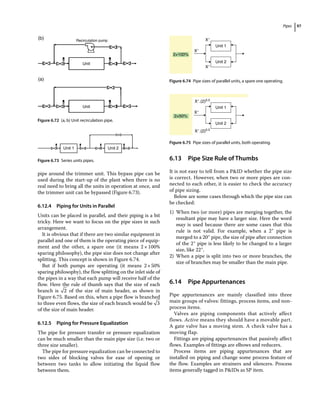
6.6.1 Backflow Prevention Systems [1]
When faced with the issue of reverse flow in pipes, the
process design engineer usually uses a check valve to
prevent the reverse flow. However, using a check valve is
not the best method to prevent reverse flow. There are at
least four different techniques to prevent backflow,
which will be discussed based on their level of effective-
ness in preventing reverse flow.
#1 Air Gap: An air gap is the best way to prevent back-
flow. When an air gap is placed in a flow route there is
absolutely no backflow in the system. However, this
method has some disadvantages. The first is that an air
gap is only applicable for liquid streams; they do not
work on gas streams. The second is that there could be
contamination of the liquid because the stream is
exposed to the environment. Therefore, the environ-
ment should be clean, or the cost of cleaning up the con-
tamination should be factored in. The other downside of
an air gap is that if the weather is cold, there is a chance
of freezing and system failure. However, if somehow all
the disadvantages of an air gap are resolved, it provides
one of the best backflow prevention techniques. An air
gap could be placed in a pipe route or in a tank, and both
are shown in Figure 6.36. It is common to see an air gap
in potable water piping where there is a chance of back-
flow and contamination of portable water with other
contaminated waters.
#5 Backflow‐Preventing Device: Backflow‐preventing
device is a type of device that can be used in clean ser-
vices and is common in water streams. In the casing of a
backflow preventing device, there are two check valves in
series and one pressure safety valve between two check
valves in one casing. If a backflow‐preventing device is
used in a PID, it should be tagged as a specialty item
(SP item) (Figure 6.37).
#2 Inverted U: An inverted U is another way to prevent
reverse flow in a pipe. This method also works only on
liquid streams. By creating a specific arrangement in a
pipe, the backflow of a liquid stream can be prevented.
This arrangement is a vertical upside down U. The height
of this inverted U depends on the pressure of liquid flow
when reversing back. Because of that, in some cases in
which reverse flow pressure is high, the height of the
upside down U will be beyond a practical value. In such
cases, an inverted U cannot be used (Figure 6.38).
#3 Check Valve: Check valves are the most common
way of preventing backflow. By placing a single check
valve and reverse flow, either a liquid stream or gas
stream will be prevented. However, a check valve always
leaks when trying to prevent backflow. Generally it is
assumed that the conventional swing check valve leaks
about 10% of the flow. The other important parameter
A0
(a)
(b)
(c)
(d)
B0
B1
B0
B0
B0
B1
B2
B2
A0
A0
A1
A1
A2
A2
A0
Figure 6.34 (a–d) Different piping arrangements.
A B
C
D
Figure 6.35 Multiple‐destination pipe arrangement.](https://image.slidesharecdn.com/pipingandinstrumentationdiagramdevelopment-230302184324-9a1d2221/85/Piping-and-Instrumentation-Diagram-Development-pdf-104-320.jpg)



















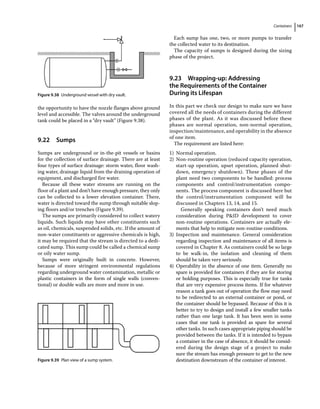
![Piping and Instrumentation Diagram Development
116
Table 7.15 Automatic valves on PIDs.
Simplistic presentation Detailed presentation
Control valve
FV
FV
P/I
FY
Switching valve
KV
KV
S
Vent
IA
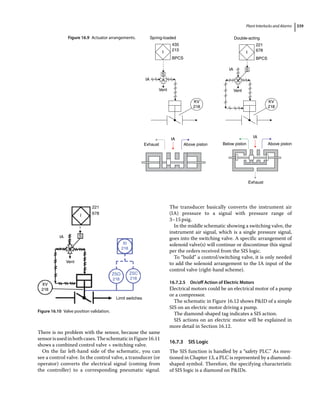
In some types of actuators (i.e. diaphragm and piston
actuators), there are two energy streams as the actuator
driver: instrument air and DC electricity. In these actua
tors, instrument air moves the main actuator element to
push the valve’s stem. But the instrument air is initiated
to the actuator through one solenoid valve or an arrange
ment of solenoid valves, which are functioning via DC
electricity. If either of these gets lost, the actuator fails to
function.
Losing instrument air is known as a power loss and
losing DC electricity is known as a signal loss [1].
To what type of failure does the failure position of an
automatic valve refer? Losing instrument air or losing
DC electricity?
If failure position of an automatic valve is mentioned
without any specifics, it is generally because of power
loss. However, to prevent any confusion, it is better to
clearly mention if the failure position is for power loss or
signal loss.
The letter P at the beginning of acronym for failure
position shows it is for power loss, and an S represents
signal loss (Table 7.14).
A process engineer generally wants to have an auto
matic valve with the same failure position for power
loss and signal loss. Complications can arise if a design
process engineer asks for a failure positions in signal
loss differently than in power loss. The automatic valves
generally report the failure position in cases of power
loss unless another option is needed.
●
● Actuator Driving System
Showing the driving system of valve actuators on the
PIDs are different for each company. Some decide to
show all the details of the driving mechanism, and others
show only a brief schematic of the system and refer the
reader to other documents for details of the system.
Table 7.15 shows different ways of displaying auto
matic valves on PIDs in regard to their driver system.
Chapter 13 discusses actuator driving systems in more
detail.
The symbol of a multi‐port valve in the detail of
drivers does not refer to process multi‐port valves.
These valves are common in the hydraulics industry
Table 7.14 Failure case acronyms regarding different types
of driver loss.
Driver loss type Name of drive loss Representing acronyms
Instrument air Power loss PFC, PFO, PFL, PFI
DC electricity Signal loss SFC, SFO, SFL, SFI](https://image.slidesharecdn.com/pipingandinstrumentationdiagramdevelopment-230302184324-9a1d2221/85/Piping-and-Instrumentation-Diagram-Development-pdf-135-320.jpg)
![Piping and Instrumentation Diagram Development
118
screwing its ports by fitting it between the flanges of the
two sides of pipes (Table 7.17).
Generally valves are installed between piping sides
without any other fittings. However, one important
exception is when installing control valves. Sometimes,
the selected control valve has smaller body size that can
be fitted with the pipe size. In such cases, a reducer on
the inlet of a control valve and one enlarger on the outlet
of the control valve may be needed.
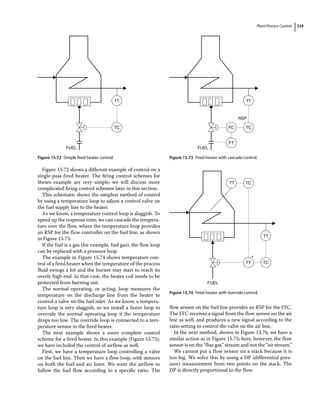
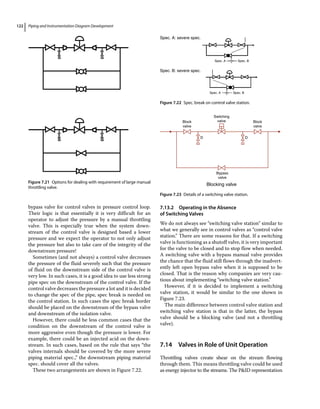
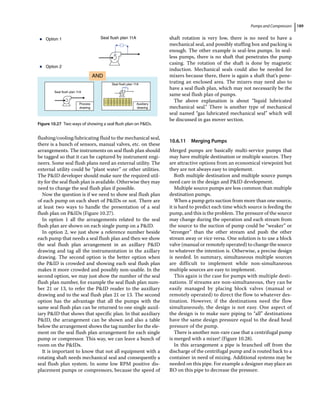
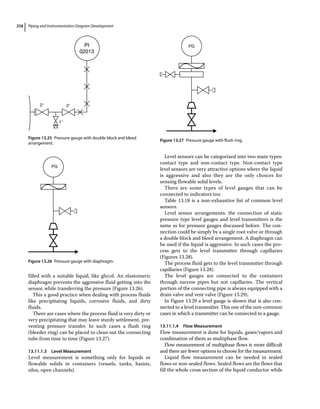
7.11.1 Valves in Series
A manual valve can be used in series, one blocking type
and one throttling type. If a stream needs to be adjusted
manually, and sometimes the stream should be totally
stopped and tight shutoff is important, it is a good idea
to use a manual blocking valve and then manual throt
tling valve in series (Figure 7.14). This arrangement can
be used in services like toxic fluids or high‐pressure
streams.
Two (or more) manual throttling valves or two (or
more) manual blocking valves are rare, which sometimes
is considered a bad practice in PID development.
However, sometimes having two or more manual block
ing valves in series happens. Each piece of equipment
needs isolation valves around it for ease of maintenance.
However, when there are two pieces of equipment, one
upstream and one downstream, and they are close to
each other, two of their isolation valves sit close to each
other in a series position. In such cases, one isolation
valve can be eliminated (Figure 7.15).
Valve arrangement in series can be used for control
valves or regulators. These are for the cases that a large
pressure drop is needed in a stream. A large dropping
pressure may cause vibration, noise, and erosion in the
valve [2].
A rule of thumb helps to decide when two regulators in
series may be needed:
●
● Where a pressure drop more than 100psig is needed
(or maximum 150psig).
●
● Where pressure should be dropped to a value less than
1/10th of upstream pressure.
●
● Where the pressure on downstream should be accu
rately regulated (e.g. less than few psig).
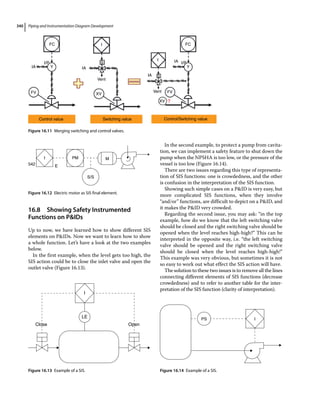
7.11.2 Valves in Parallel
The parallel arrangement of two manual valves may be
used. There are some cases that a manual blocking
valve needs to be placed on a stream that has high pres
sure. In such cases, placing one single blocking valve,
for example, a gate valve, makes life hard for the opera
tor who will have to open a manual valve from a fully
closed position under high pressure (e.g. more than
3000 KPa). To solve this problem, another smaller‐
sized manual blocking valve is installed in parallel with
the main valve. When the operator wants to open the
main valve, the small bypass valve is opened at the
beginning to equalize the pressure in both sides of the
main valve, and then the main valve can be easily
opened (Figure 7.16).
Parallel manual valves could be used for other reasons,
such as providing a minimum flow in the pipe even when
the main valve is closed or for start‐up. As was discussed
in Chapter 5, the general method of starting up a piece
of equipment involves gradually opening the valve of the
inlet stream. If the operator does not want to open the
valve suddenly, a parallel and smaller manual valve can
be added to the main valve and the operator can open it
Figure 7.16 Two manual blocking valves in parallel.
Table 7.17 PID symbol for connecting valves.
Valve size Connection type PID sketch
Nominal size 2″ Weld
Screw
Nominal size 2″ Flange
Eq1
Eq1
Eq2
If there are no branches
Eq2
Figure 7.15 Two manual blocking valves in series and saving
opportunity.
Blocking Throttling
Figure 7.14 Manual valves in series: blocking and throttling.](https://image.slidesharecdn.com/pipingandinstrumentationdiagramdevelopment-230302184324-9a1d2221/85/Piping-and-Instrumentation-Diagram-Development-pdf-137-320.jpg)













































![Piping and Instrumentation Diagram Development
176
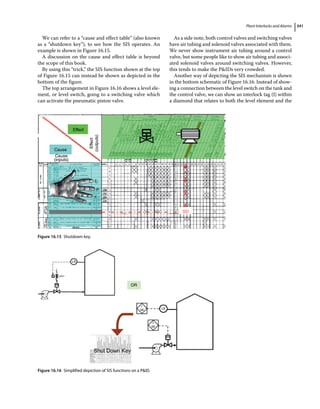
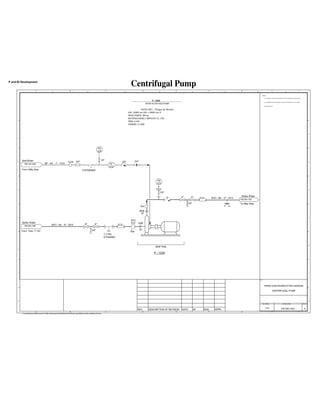
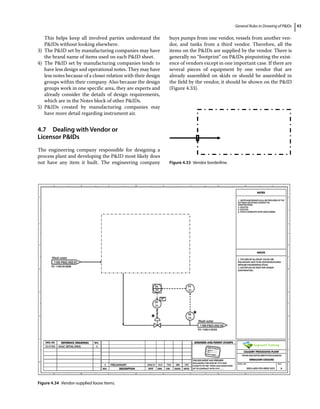
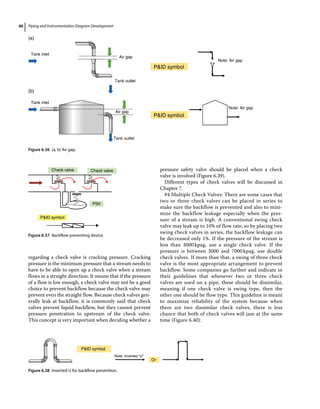
To explain the rest of the requirements for developing
a PID for centrifugal pumps, two main weaknesses
need to be discussed.
Centrifugal pumps have two main problems: cavitation
and low flow intolerance. When there is a weak point in
a piece of equipment, this should be addressed through
good process design and/or good control design.
When you are buying a centrifugal pump with a rated
capacity of 400 m3
h−1
, the seller tells you: “Thank you for
buying this and by the way, if you want to enjoy this new
pump, be careful about two things in particular (amongst
a bunch of other things!): first, this pump has a minimum
flow rate of (for example) 100 m3
h−1
, so please don’t feed
it with a lower flow rate than that.”
And second, be careful about the net positive suction
head (NPSH); this pump has a “required NPSH” of
(for example) 2 m, so please don’t feed it with a liquid
with less than 2 m of “available NPSH.”
In Section 10.6.2 these two weaknesses will be discussed
together with system process design and control design
methods to mitigate theses weaknesses.
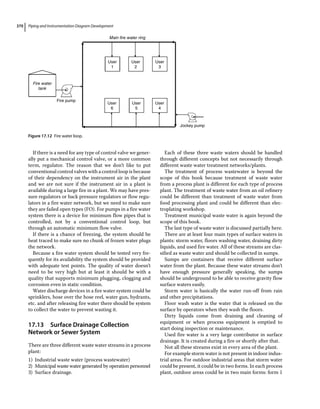
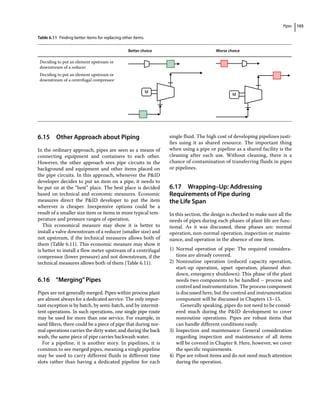
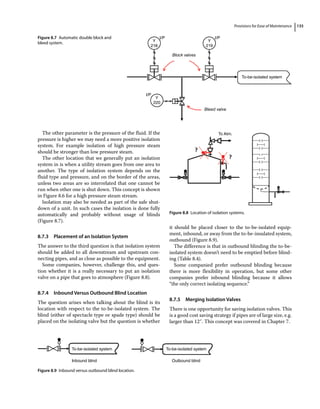
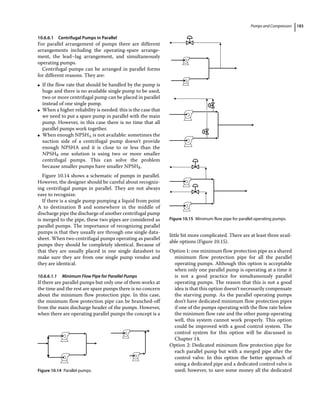
10.6.2 Low Flow Intolerance and Minimum
Flow Protection System
“Minimum flow rate” is a flow rate that is reported by
the pump manufacturer, and if the pump receives a flow
rate lower than that, it will start vibrating, heating up,
and in the long term the pump will experience prema-
ture failure.
A pump’s minimum flow is provided by the manufac-
turer; however, as a first, rough estimate 30–40% of the
“BEP flow rate” can be considered as the approximate
minimum flow of a centrifugal pump.
During the operation of the plant the flow rate may go
to values even lower than the minimum flow rate; how
can we protect our pump when the flow rate goes below
the minimum flow rate of our pump? To protect the
pump from flows below the minimum flow reported by
the manufacturer, a specific arrangement including a
minimum flow recirculation pipe (or “spillback”) with a
control system needs to be implemented. This system
can be called the “minimum flow protection” system.
If, for whatever reason, the flow to a pump is decreased
to a value lower than the minimum flow rate of the pump
we generally don’t have any control over increasing it if
this reduced flow rate is inevitable. What we can do is
basically a trick, and is the recirculation of a portion of
the stream around the pump to “fool” the pump into
“seeing” a flow rate higher than its minimum flow rate.
It is important to know that by recirculation of flow
around the centrifugal pump we just increase the flow
rate in one circle and include the pump but this trick
doesn’t increase the flow rate beyond the recirculation
loop, it’s upstream or it’s downstream. This technique is
named the “minimum flow protection pipe” or “minimum
flow recirculation pipe” or “minimum flow spillback.”
Now that we have learned that by recirculation we can
protect a pump against thermal and mechanical instability
during very low flow rates, a few questions should be
answered to be able to implement this trick.
The four questions that should be answered to be able
to implement a spillback system on a centrifugal pump
are:
1) In which pumps do we need to implement a recircula-
tion loop?
2) Where should we position the recirculation pipe?
3) What should be the destination point of the recircula-
tion pipe?
4) What should the size of recirculation pipe be?
5) What should the arrangement of the recirculation
pipe be?
We are going to answer all these questions one by one.
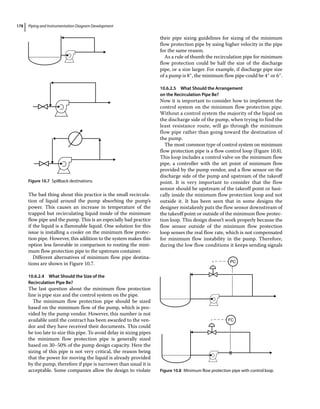
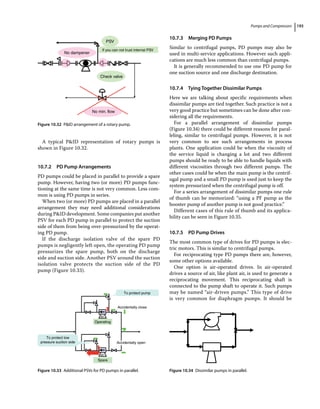
10.6.2.1 Which Pumps May Need a Minimum Flow Pipe [1]
From what it was mentioned about the requirement of a
minimum flow recirculation pipe one may believe that
this is necessary for all pumps. In practice quite a few
centrifugal pumps in a plant may have a recirculation
pipe. However, there are some cases that may not need a
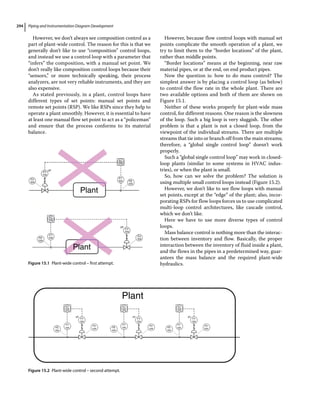
minimum flow recirculation pipe. They are: pumps in
closed circulating systems, pumps in intermittent services,
small pumps, and pumps with a control valve on the flow
loop or valuable speed device (VSD).
Pumps in fully closed circulating systems may not
need a minimum flow pipe. The reason is that flow in
completely closed circulating systems doesn’t change. In
such systems there is no flow‐in or flow‐out and there-
fore flow is always constant. If flow is constant why
should we put a minimum flow pipe to protect the pump
against very low flows? Examples of such systems are hot
water systems for HVAC purposes (heating, ventilation,
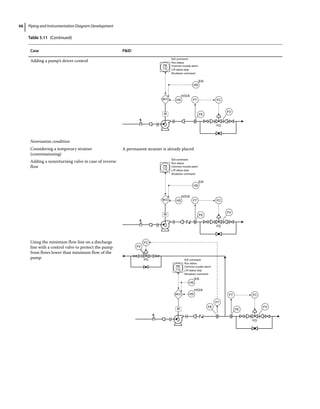
Temporary/permanent
strainer
PG for rounding
checks
To prevent
backward
rotation
As close as possible to pump
Isolation valves w/blinds
If suction flange is two
sizes smaller
PG
TSS
PG
Figure 10.5 PID representation of a centrifugal pump.](https://image.slidesharecdn.com/pipingandinstrumentationdiagramdevelopment-230302184324-9a1d2221/85/Piping-and-Instrumentation-Diagram-Development-pdf-194-320.jpg)






























![Piping and Instrumentation Diagram Development
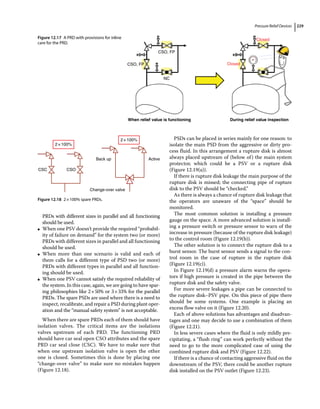
226
the functionality of the spring. The other feature of a bel-
lows‐type pressure relief valve is that the pressure down-
stream of the relief valve (or backpressure) doesn’t
impact the set pressure of the relief valve. Pilot‐type
relief valves also have this feature.
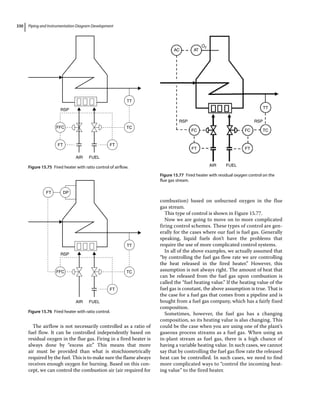
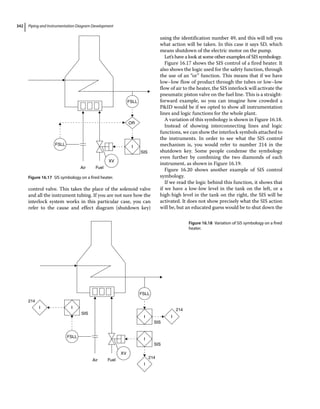
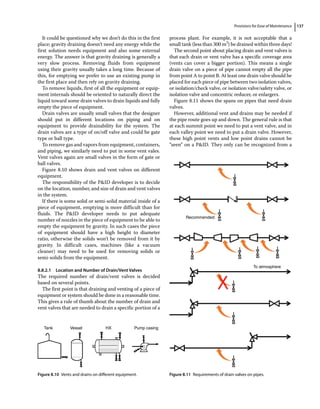
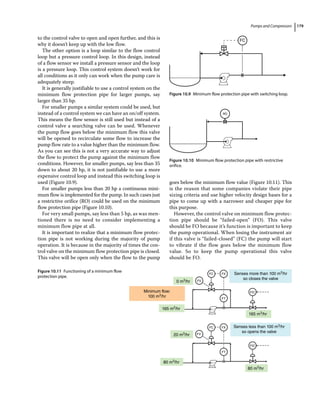
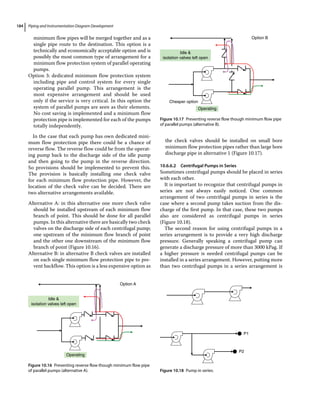
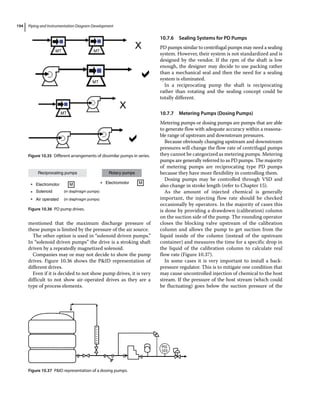
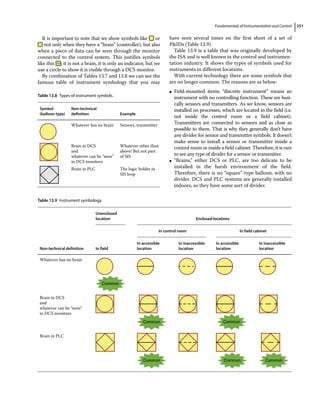
Schematics of the different types of PRDs are depicted
in Figure 12.12.
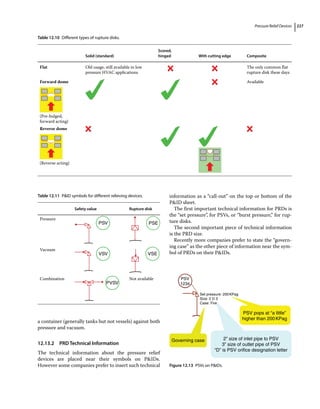
12.12.2 Rupture Disks
There are two types of non‐reclosable PRDs. In “rupture
disks,” a “hole” is covered by a disk that will rupture at a
specific pre‐set pressure, and release the pressure. The sec-
ond type of non‐reclosable PRDs is very similar to a spring‐
loaded PRV, but the spring is replaced by a “buckling/
breaking” pin. Between these two non‐reclosable PRDs,
rupture disks are more common.
Rupture disks are manufactured in main three forms:
flat, forward dome, and backward dome. These three
types of rupture disks could be in the form of a solid
sheet, a hinged or scored sheet, with a cutting edge, and
in composite. The available types of rupture disks are
shown in Table 12.10.
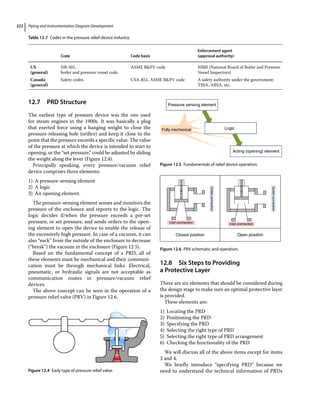
12.12.3 Decision General Rules
Deciding on PSD types are based on quantitative and
qualitative parameters. As many criteria go back to the
design stage of project, they are not discussed here.
12.13 PRD Identifiers
As it was stated in Chapter 4, the identifiers of PRDs – as
an item of instrumentation – on PIDs are PRD sym-
bols, PRD tags, and PRD technical information.
12.13.1 PRD Symbols and Tags
Table 12.11 shows P/V RD symbols and tags.
As can be seen in the table, when there is a need to
have both a pressure relief valve and a vacuum relief
valve, these two devices can be merged together to save
money on nozzles and other operating costs. The PVSV
was invented for this purpose. PVSVs (pressure/vacuum
safety valves, or as some companies call them, PVRVs
[pressure/vacuum relief valves]) are devices that protect
Inlet connection
Conventional type
Spring-type
Schematic
Dead weight-type Pilot-type
Outlet
connection
Inlet connection
Balance type
Outlet
connection
Inlet connection Inlet connection
Outlet
connection
Outlet
connection
Figure 12.12 Different types of relief valves.](https://image.slidesharecdn.com/pipingandinstrumentationdiagramdevelopment-230302184324-9a1d2221/85/Piping-and-Instrumentation-Diagram-Development-pdf-244-320.jpg)
















































![Piping and Instrumentation Diagram Development
312
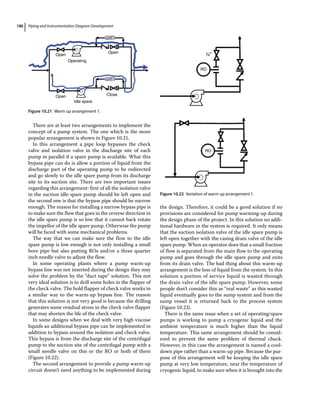
Control Valve Versus VFD
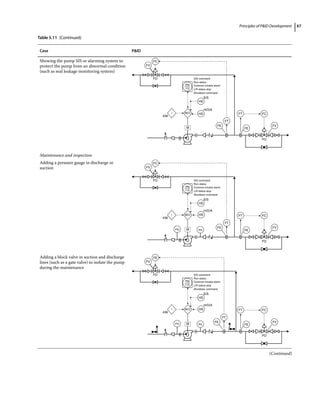
We learned that there are at least two methods of con-
trolling pumps: by control valve and by VFD. Now the
question is, which one should be used? Sometimes when
we are not sure, we use both of them in the form of split‐
range control. If we cannot afford to use both of them (in
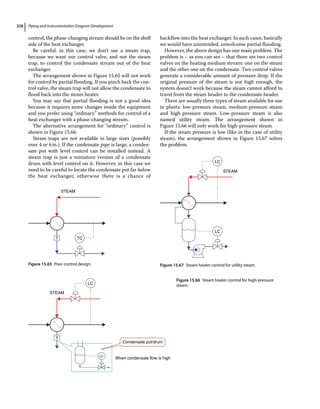
the form of split control), we need to choose one of them.
Traditionally, we use a control valve because it is an older
technology; however, there are cases where a VFD works
better.
The main consciously changing parameter in a water
treatment plant is the flow rate. The flow rate is changing
and we have to find “something” to adjust the flow rate of
different pieces of equipment.
There are mainly two types of device can be used to
adjust the flow rate: control valve and VSD.
A control valve is generally installed on the discharge
line of a pump (or compressor) and the VSD is installed
on the electromotor of the pump (or compressor).
These two methods of adjusting flow rates are named
“final control elements.”
These two methods of controlling the flow rate are
very similar to two methods of controlling the speed of
car we are driving. This analogy can be seen below.
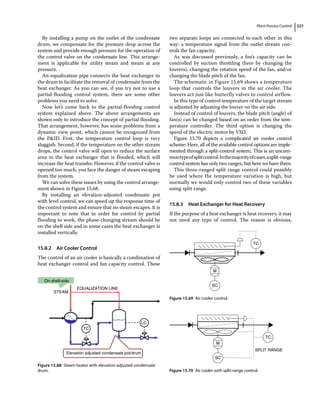
Table 15.9 summarizes some process reasons for using
a control valve or a VFD.
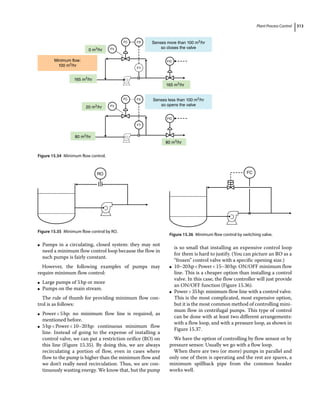
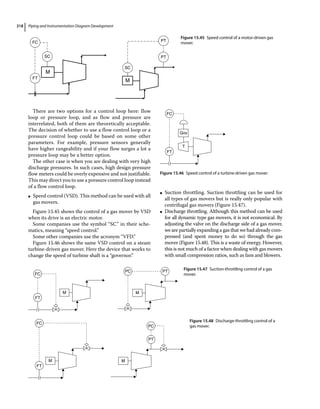
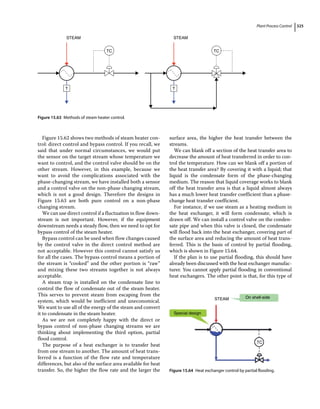
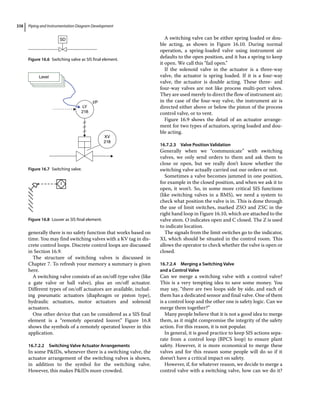
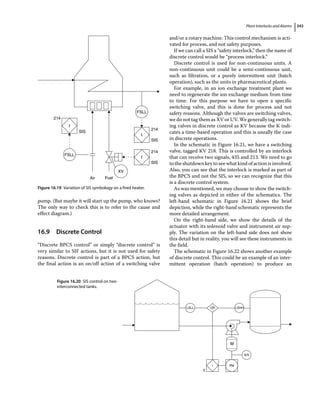
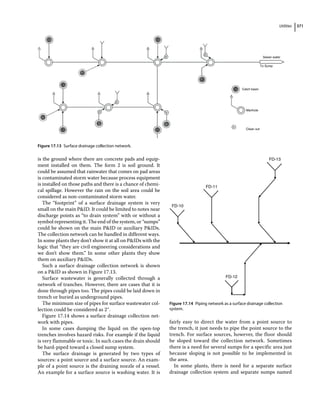
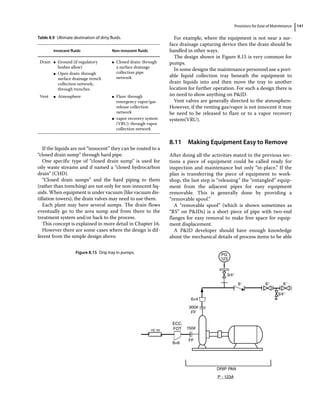
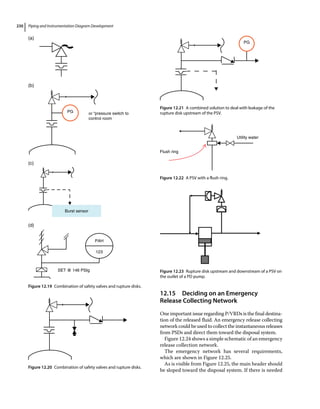
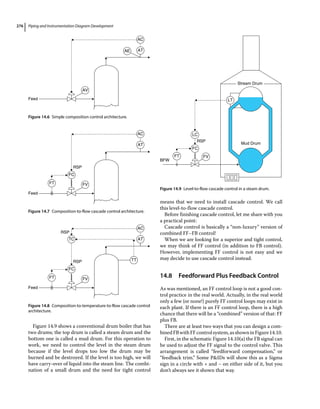
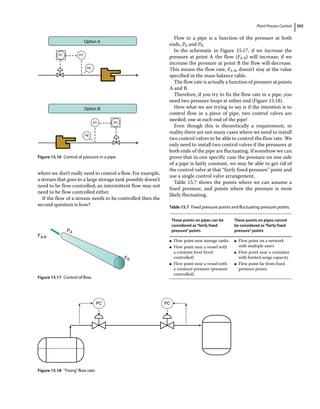
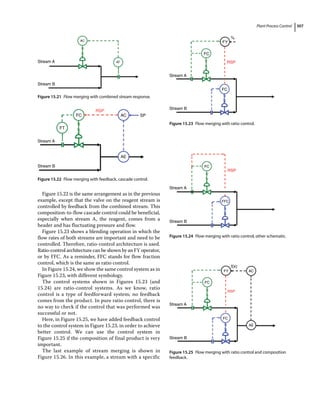
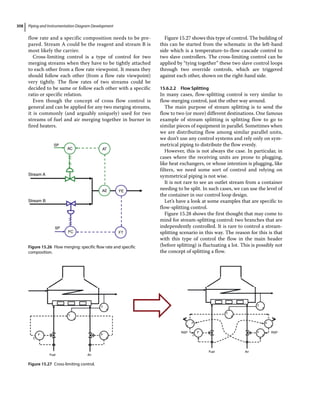
15.7.1.1.2 Minimum Flow Control
The concept of minimum flow control is shown in
Figure 15.34. Let’s assume that this pump has a capacity
of 200m3
h−1
. The vendor specified that the minimum
flow rate of the pump is 100m3
h−1
. We can provide a
recirculation line from the outlet of the pump back into
the inlet line.
If the flow rate into the pump is 165m3
h−1
, the pump
is happy, since its flow is higher than the minimum flow.
In this case, the sensor on the pump outlet sends a signal
to the control valve on the recirculation line and it
remains closed. However, if the flow drops below
100m3
h−1
, for example to 80m3
h−1
, the flow sensor on
the outlet will send a signal to the controller to say: “I am
short of my minimum required flow by 20 m3
h−1
and I
am worried about the pump. Please open the valve
enough to recirculate 20 m3
h−1
, so we can fool the pump
into thinking that the flow is 100 m3
h−1
, and make it
happy,” The control valve on the recirculation line will
be partially opened to provide a flow of 20m3
h−1
, which
is sent back to the inlet to satisfy the minimum flow
condition of 100m3
h−1
, and prevent damage to the
pump. This is the concept of minimum flow control.
It is important to recognize that this “trick” only
increases the flow rate inside the recirculation loop to a
number higher than 100m3
h−1
to “fool” the pump. We
are not able to increase the overall flow in the whole
upstream and downstream piping system; the flow in
those pipes is still 80m3
hr−1
.
The point here is that the sensor should be placed as
close as possible to the pump and within the recircula-
tion loop.
Now the question is whether we need a minimum flow
control loop for all centrifugal pumps or not. The answer
is no! We don’t need minimum flow control loop for all
centrifugal pumps.
The following examples of pumps may not need a min-
imum flow control loop [1]:
●
● Small pumps of less than 5hp; they need it, but they
are inexpensive so we don’t bother to put an expensive
minimum flow control loop on them.
FC
Option A
Option B
FC
FC
FC
VSD
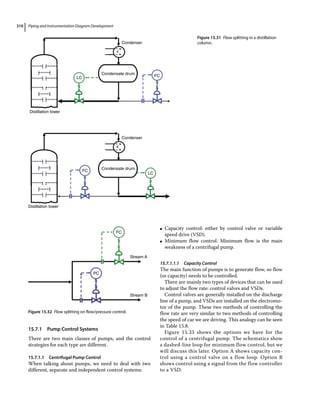
Figure 15.33 Options for centrifugal pump capacity control.
Table 15.9 Options for centrifugal pump capacity control.
Control valve VFD
●
● Generates more shear on the
stream. Not good for shear‐
sensitive liquids like oily
waters, biomaterial, water
carrying flows etc.
●
● Works for all types of piping
circuits
●
● Generates less shear on
the stream
●
● Doesn’t work in systems
where the majority of the
pump head is used to
overcome static pressure
rather than pipe pressure
loss](https://image.slidesharecdn.com/pipingandinstrumentationdiagramdevelopment-230302184324-9a1d2221/85/Piping-and-Instrumentation-Diagram-Development-pdf-328-320.jpg)